рой выполнены полукольцевые пазы с, а на другой стороне - диаметрально расположенные шпоночные пазы - d и сегменты 5,6.
В поперечных отверстиях а оси 1 валка размещены две шпонки 7,8, контактирующие со шпоночными пазами d обойм 3 и 4. По обоим концам оси 1 валка расположены два винта 9 И 10. При этом торцы А и Б сегментов 5 и 6 обойм 3 и А контактируют с торцами полукольца 2, а полукольцевые выступы б полукольца 2 входят в полуколь- цевые пазы - в обоймах 3,4. Концы винтов 9 и 10 фиксируют на оси 1 валка гайками 1.1 и 12.
Сборку предлагаемого валка осуществляют следующим образом. На посадочную цилиндрическую поверхность оси 1 валка устанавливается полукольцо 2, затем одевается на ось 1 валка последовательно обойма 3, вставляются в ее пазы - с полукольцевые выступы - б полукольца 2. Обойма 4 одева- ется на ось 1 валка, вставляется в ее пазы. полукольцевые выступы b полукольца 2. При этом торцы А и Б сегментов 5 и 6 взаимодействуют с торцами полукольца 2, фиксируя его на его оси 1 валка. После чего последовательно ввинчивают в полость оси
1 валка винты 9 и 10 до входа их свободных концов в поперечные отверстия - а оси 1 валка. Последовательно в поперечные отверстия - а оси 1 валка и шпоночные пазы обойм 3 и 4 вставляется вначале шпонка 7 и при вращении винта 9 она прижимается совместное обоймой 3 к боковой поверхности полукольца 2 до тех пор, пока ось прокатки не совпадает с-осью ручья переменного сечения полукольца 2. Затем винт 9 фиксируется гайкой 11. В другое поперечное отверстие - а оси 1 валка вставляется шпонка 8 и затем при вращении винта 10 она прижимается совместно с обоймой 4 к боковой поверхности полукольца 2.
В процессе прокатки трубка на полукольцо 2 действуют вертикальные и осевые усилия. Вертикальное усилие передается посадочной поверхности оси 1 валка. Осевое усилия воспринимается с одной сторо- ны торцами А и Б сегментов 5 и 6 полукольцевыми выступами - б полукольца
2 и полукольцевыми пазами с обойм 3 и 4 и, наконец, через шпоночные пазы d обойм 3 и 4 шпонками 7 и 8. В результате жесткого их прижатия к обоймам 3 и 4 винтами 9 и 10 и гайками 11 и 12. От последних оно передается оси 1 валка. С другой стороны осевое усилие частично гасится силами трения, возникающими между посадочной поверхностью оси 1 валка и полукольца 2.
Указанная схема распределения воздействия возникающих усилий прокатки
труб на основные элементы валка не может вызвать разрушений и их. заклинивание, благодаря предлагаемому конструктивному выполнению. К тому же последнее исключает полностью предварительное создание усилий в элементах валка, что, в свою очередь, обеспечивает удлинение срока службы валка и сокращает простои стана, связанные с поломкой деталей валка.
Разборку валка производят в следующей последовательности. Отвинчивают, например, гайку 11 и винт 9. Последний отвинчивают до тех пор, пока не появится возможность переместить шпонку 7 на
величину S, достаточную для выхода из шпоночного паза d обоймы 3. Затем отвинчивают последовательно гайку 12 и винт 10. Причем винт 10 отвинчивают до тех пор, пока не появится возможность шпонку 8
переместить на величину S, достаточную для выхода из шпоночного паза обоймы 4. Затем вручную с помощью ударного инструмента перемещают последовательно от боковых сторон полукольца 2 обоймы 3 и 4 и
извлекают полукольцо 2. После этого на посадочную поверхность оси 1 валка устанавливают другое полукольцо 2 и последо- вательно прижимают к боковым его поверхностям обоймы 3 и 4 через шпонки 7
и 8 путем вращения винтов 9 и 10 и последующей их фиксацией гайками 11 и 12.
Таким образом, конструктивные особенности предлагаемого валка по сравнению с известным валком позволяет с незначительными усилиями и потерями времени, извлекать полукольцо, оставляя остальные детали кремния на оси валка. Наряду с этим основные крепежные элементы полукольца не подвергаются предварительному воздействию усилий зажатия, что в значительной мере увеличивает срок службы валка.
Ф о р м у л а и з о б р е т е н и я Ручьевой валок пилигримового стана холодной прокатки труб, содержащий ось с цилиндрической посадочной поверхностью, на которой установлено полукольцо с ручьем переменного сечения, фиксирующий элемент и шпонки, отличающийся тем, что, с целью повышения работоспособности и тем самым производительности стана, ось валка выполнена полой с двумя отверстиями, расположенными по обе сто- роны кольца и перпендикулярно его оси, а фиксирующий элемент выполнен в виде двух кольцевых обойм, установленных на боковых поверхностях полукольца, причем на одной из боковых поверхностей обоймы выполнены полукольцевые пазы и сегмен51814936 6
ты. а на другой поверхности -диаметральноее концам двумя винтами, при этом торцы
расположенные шпоночные пазы, причем всегментов обойм контактируют с торцами
отверстиях оси валка размещены двеполукольца, а его полукольцевые выступы
шпонки, контактирующие с пазами обойм и , входят в соответствующие полукольцеаые
с установленными в полости оси по обоим5 пазы обойм.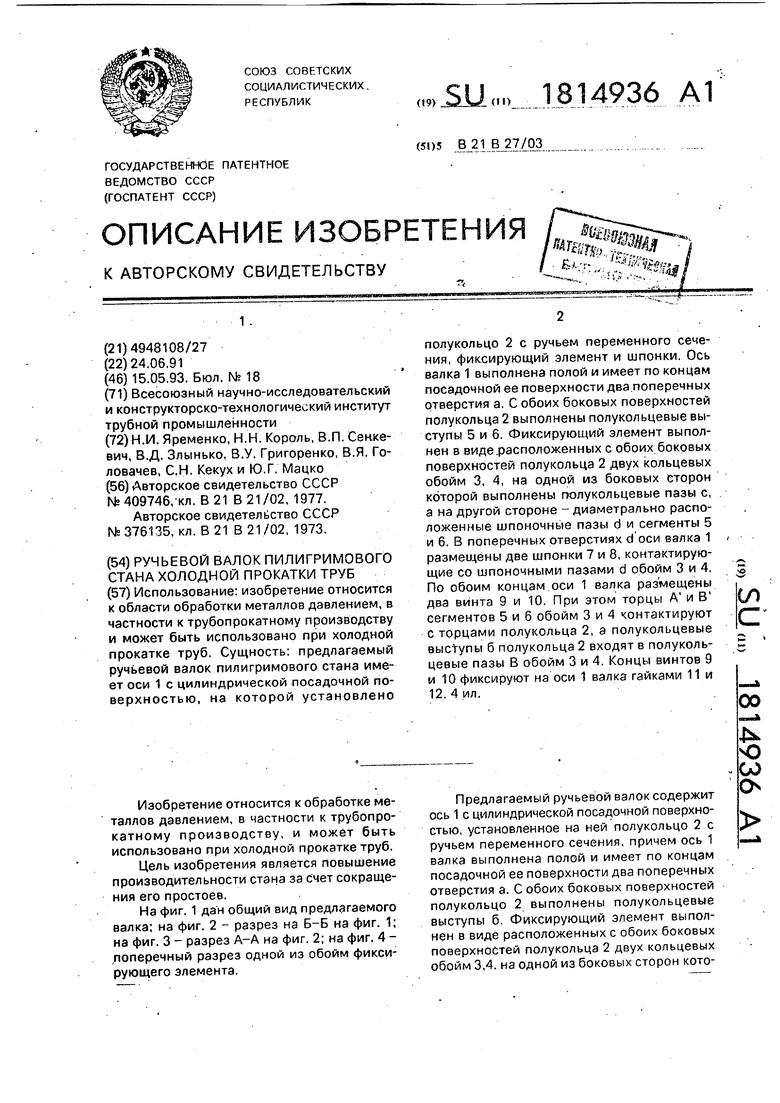
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| УЗЕЛ ОСЕВОЙ ФИКСАЦИИ ПОДШИПНИКА НА ШЕЙКЕ ПРОКАТНОГО ВАЛКА | 2003 |
|
RU2254187C1 |
| РУЧЬЕВОЙ ВАЛОК ПИЛИГРИМОВОГО СТАНА XOЛOД^ | 1973 |
|
SU376135A1 |
| Валок для пилигримовой прокатки труб | 1974 |
|
SU597448A1 |
| Сборный валок многониточного стана холодной прокатки труб | 1973 |
|
SU498984A1 |
| Валок стана холодной прокатки труб | 1988 |
|
SU1538939A1 |
| Валок пильгерстана | 1987 |
|
SU1437120A1 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 1990 |
|
SU1772953A1 |
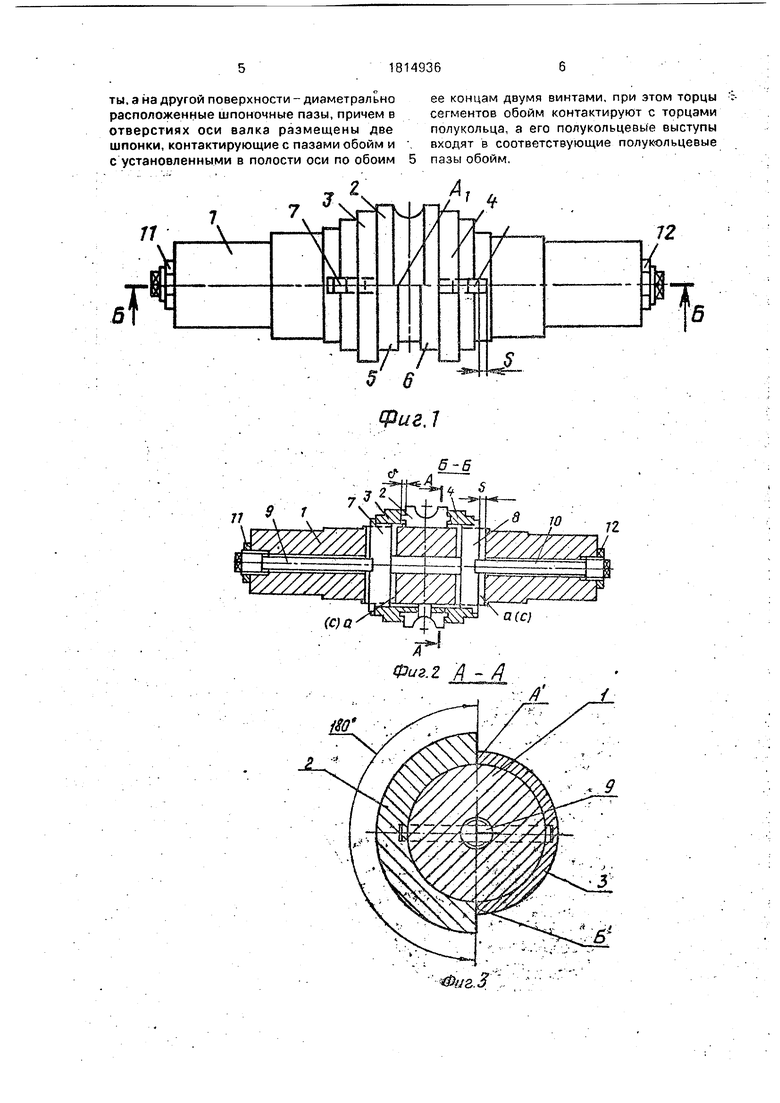
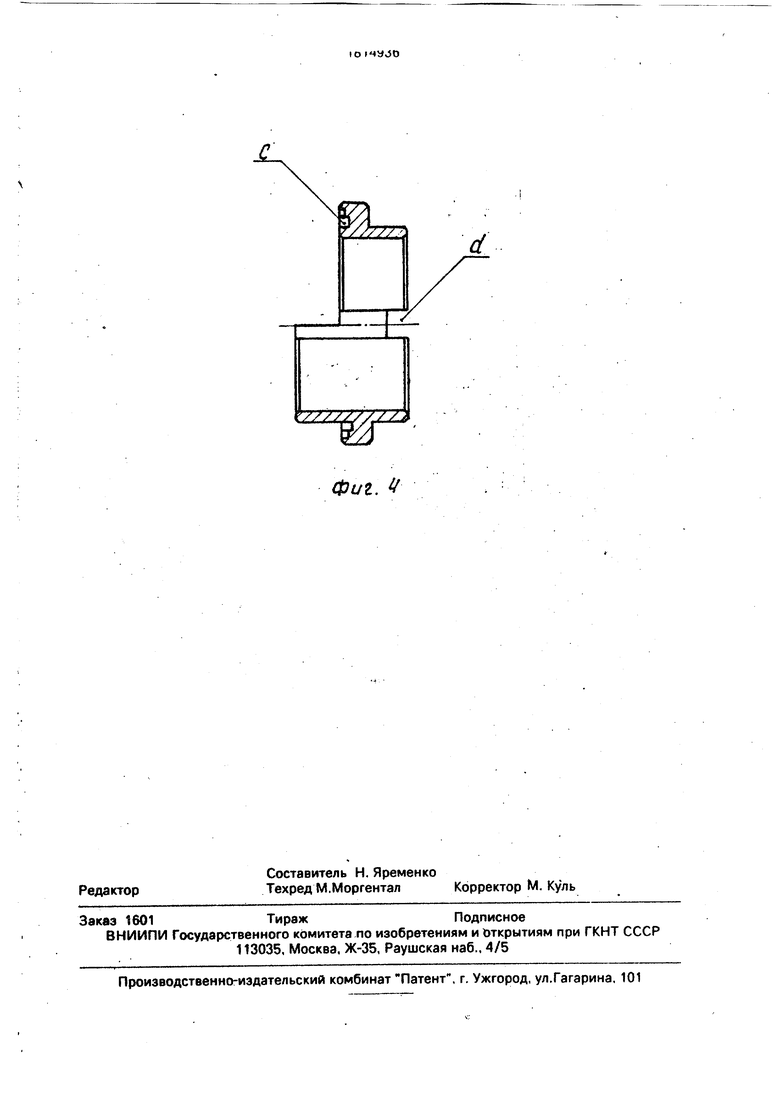
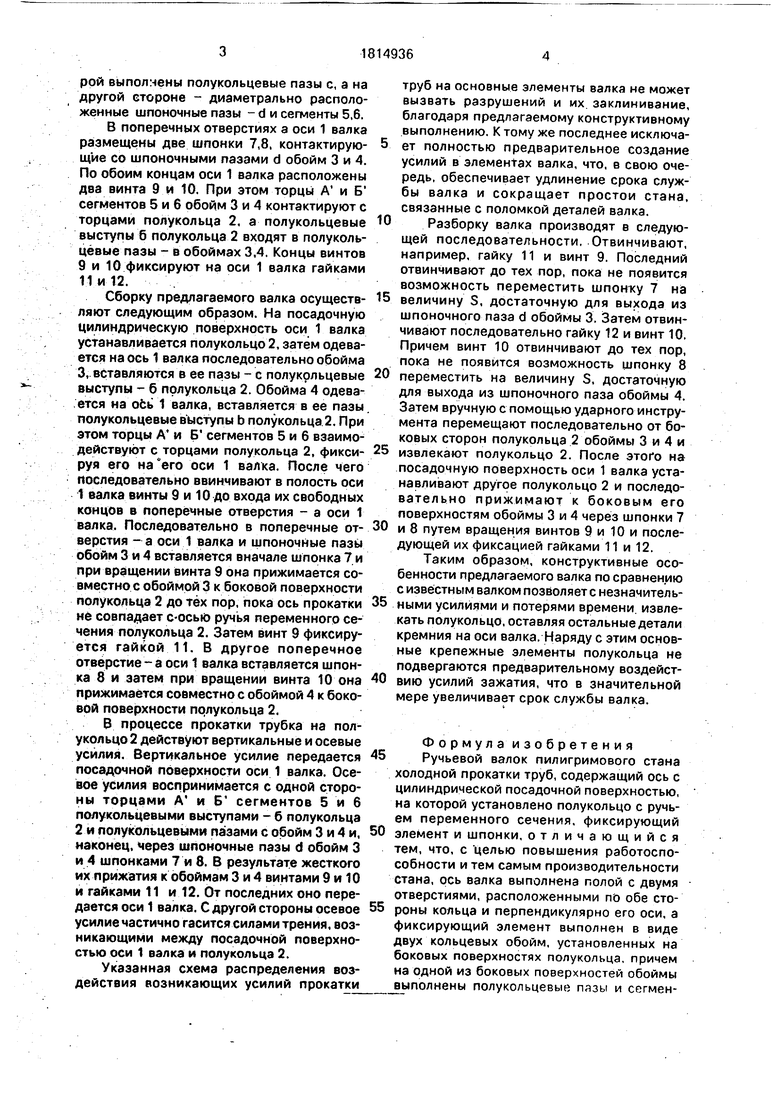
Использование: изобретение относится к области обработки металлов давлением, в частности к трубопрокатному производству и может быть использовано при холодной прокатке труб. Сущность; предлагаемый ручьевой валок пилигримового стана имеет оси 1 с цилиндрической посадочной поверхностью, на которой установлено Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству, и может быть использовано при холодной прокатке труб. Цель изобретения является повышение производительности стана за счет сокращения его простоев. На фиг. 1 дан общий вид предлагаемого валка; на фиг. 2 - разрез на Б-Б на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4- поперечный разрез одной из обойм фиксирующего элемента. полукольцо 2 с ручьем переменного сечения, фиксирующий элемент и шпонки. Ось валка 1 выполнена полой и имеет по концам посадочной ее поверхности два поперечных отверстия а. С обоих боковых поверхностей полукольца 2 выполнены полукольцевые выступы 5 и 6. Фиксирующий элемент выполнен в виде .расположенных с обоих боковых поверхностей полукольца 2 двух кольцевых обойм 3, 4, на одной из боковых сторон которой выполнены полукольцевые пазы с, а на другой стороне - диаметрально расположенные шпоночные пазы d и сегменты 5 и 6. В поперечных отверстиях d оси валка 1 размещены две шпонки 7 и 8, контактирующие со шпоночными пазами d обойм 3 и 4. По обоим концам.оси 1 валка размещены два винта 9 и 10. При этом торцы А и В сегментов 5 и 6 обойм 3 и 4 контактируют с торцами полукольца 2, а полукольцевые выступы б полукольца 2 входят в полукольцевые пазы В обойм 3 и 4. Концы винтов 9 и 10 фиксируют на оси 1 валка гайками 11 и 12.4 ил. Предлагаемый ручьевой валок содержит ось 1 с цилиндрической посадочной поверхностью, установленное на ней полукольцо 2 с ручьем переменного сечения, причем ось 1 валка выполнена полой и имеет по концам посадочной ее поверхности два поперечных отверстия а. С обоих боковых поверхностей полукольцо 2 выполнены полукольцевые выступы б. Фиксирующий элемент выполнен в виде расположенных с обоих боковых поверхностей полукольца 2 двух кольцевых обойм 3,4. на одной из боковых сторон кото(Л 00 4 О СА) О
Фие.1
Фиг.2 / - $
&иг.З ... . Фиг. V
| Валок пильгерстана | 1972 |
|
SU409746A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| РУЧЬЕВОЙ ВАЛОК ПИЛИГРИМОВОГО СТАНА XOЛOД^ | 0 |
|
SU376135A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
