1
Изобретение относится к валкам станов холодной прокатки труб.
Известны ручьевые валки нилигримового стана холодной прокатки труб, содержащие ось валка с цилиндрической посадочной поверхностью и установленные на ней два скрепленных полукольца.
В таких валках ручей выполнен на двух полукольцах, и в процессе эксплуатации валка усилия прокатки воспринимаются обоими полукольцами, что приводит к износу всей посадочной поверхности оси валка и снижению срока ее службы.
С целью увеличения срока службы посадочной иоверхности валка путем восприятия yenЛИЙ прокатки и износа посадочной иоверхности только со стороны одного полукольца в предложенном валке ручей выполняют на одном полукольце, а другое кольцо непрофилировано.
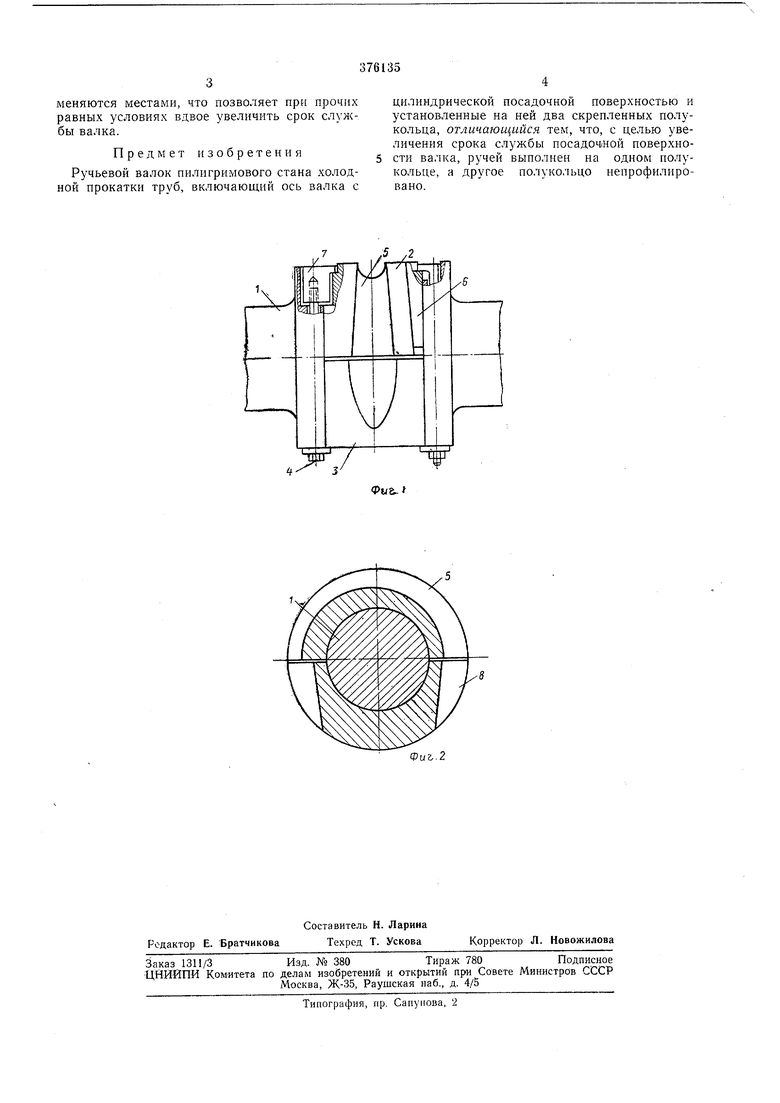
На фиг. 1 представлен общий вид иредлагаемого валка; «а фиг. 2 - то же, поперечный разрез.
Ручьевой валок содержит ось 1 с цилиндрической посадочной поверхностью, ка которой установлены два полукольца 2 и 3, скрепленные между собой болтами 4.
Первое полукольцо представляет собой калибр, на котором выполнен ручей 5 переменного профиля. Это полукольцо закреплено на
2
посадочном месте в вырезе оси валка клином 6 и Г-образной шпонкой 7.
Второе полукольцо выиолнено непрофилированным, кроме зевов нодачи и поворота 8, и представляет собой жесткую вставку, запрессованную на посадочном цилиндрическом leсте, и имеет одинаковые с калибром габариты, т. е. оба полукольца могут меняться местами на посадочной поверхности валка.
В нроцессе работы полукольца 2 и 3 оказывают постоянное по длине хода клети сопротивление изгибу оси / валка. Полукольцо 2 фиксируется в осевом направлении к.ыиюм 6, а в тангенциальном - Г-образной пиюпкой 7. Клин 6 и шпонка 7 фиксируют полукольцо 2 также в радиальном направлении. Возннкающие по поверхности контакта полукольца - калибра 2 с осью / валка силы трения достигают значительной величииы и способствуют надежной фиксации калибра в вырезе валка.
В процессе эксплуатации валка цилиндрическая посадочная поверхность иод полукольцом - калибром 2 изнашивается, а иод полукольцом - вставкой 3 не изнашивается, так как на вставку усилия нрокатки не действуют.
После того как величина износа опорной иосадочпой поверхиости валка иод иолукольцом 2 иревькит допустиiviyio, полукольца . и 3
3
меняются местами, что позволяет при прочих равных условиях вдвое увеличить срок службы валка.
Предмет изобретения
Ручьевой валок пилигримового стана холодной прокатки труб, включающий ось валка с
цилиндрической посадочной поверхностью и установленные на ней два скрепленных полукольца, отличающийся тем, что, с целью увеличения срока службы посадоч|Ной поверхности валка, ручей выполнен на одном полукольце, а другое полукольцо непрофилировано.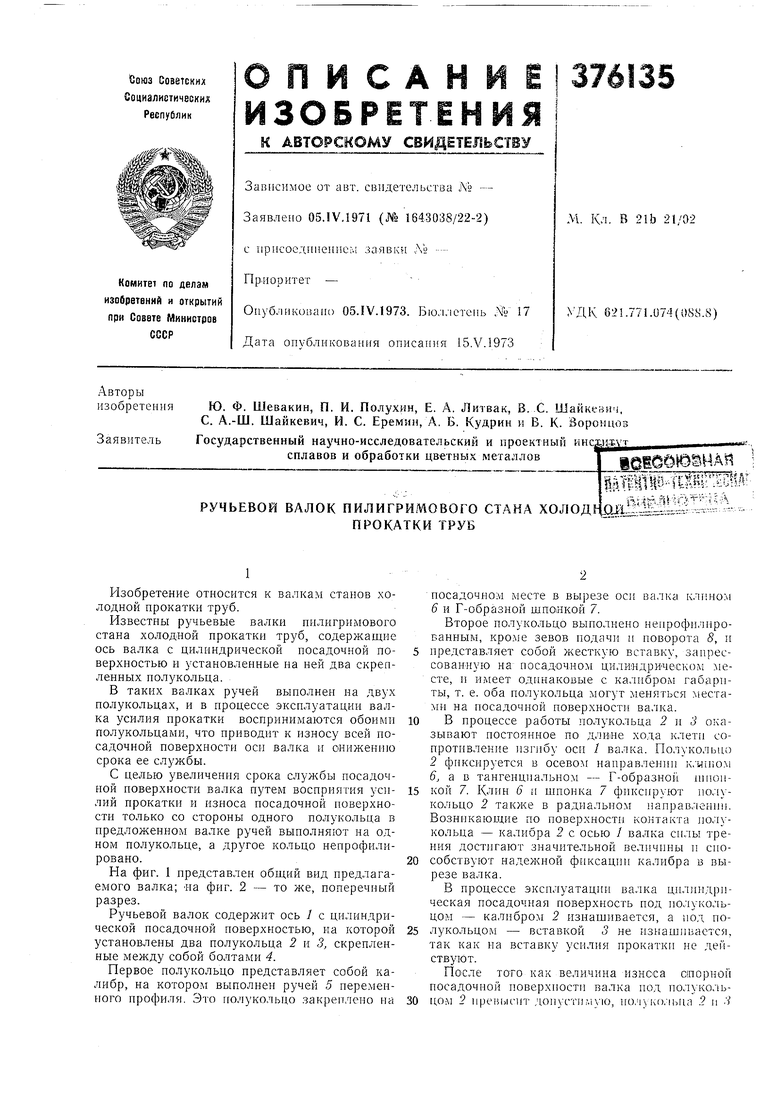
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пилигримовой прокатки труб | 1978 |
|
SU759154A1 |
| Ручьевой валок пилигримового стана холодной прокатки труб | 1991 |
|
SU1814936A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| Валок для холодной пилигримовой прокатки труб | 1982 |
|
SU1126344A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| СБОРНЫЙ ВАЛОК ПИЛЬГЕРСТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2056958C1 |
| Валок стана холодной прокатки труб | 1985 |
|
SU1321494A1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок стана холодной прокатки труб | 1976 |
|
SU569340A1 |
| Валок пильгерстана | 1984 |
|
SU1191129A1 |
Фиг..2
