Изобретение относится к области обработки металлов давлением, в частности к способу изготовления корпусов из алюминиевых сплавов методом объемной горячей штамповки, и может быть использовано в цветной металлургии при изготовлении корпусных деталей, имеющих форму нескольких взаимно пересекающихся цилиндров.
Цель изобретения - улучшение качества поковок путем вынесения трещин, образующихся при предварительной штамповке по контуру разъема поковки, за линию среза в удаляемый металл без дополнительного нагрева и повышение стойкости инструмента.
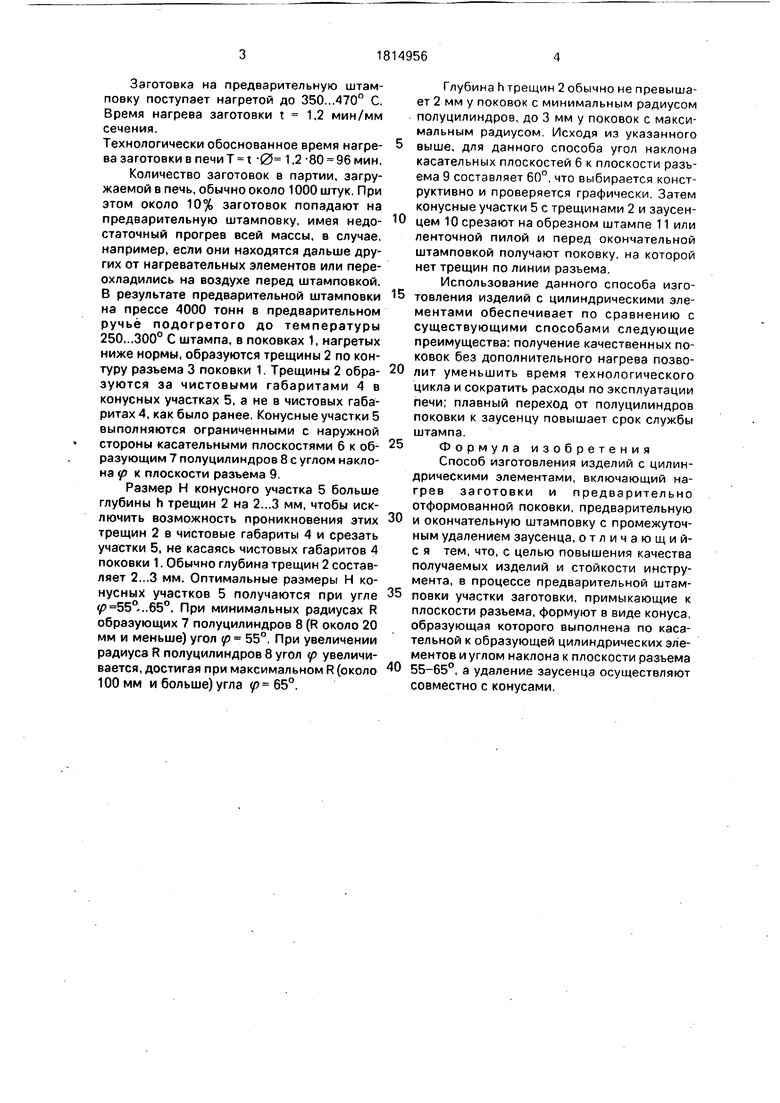
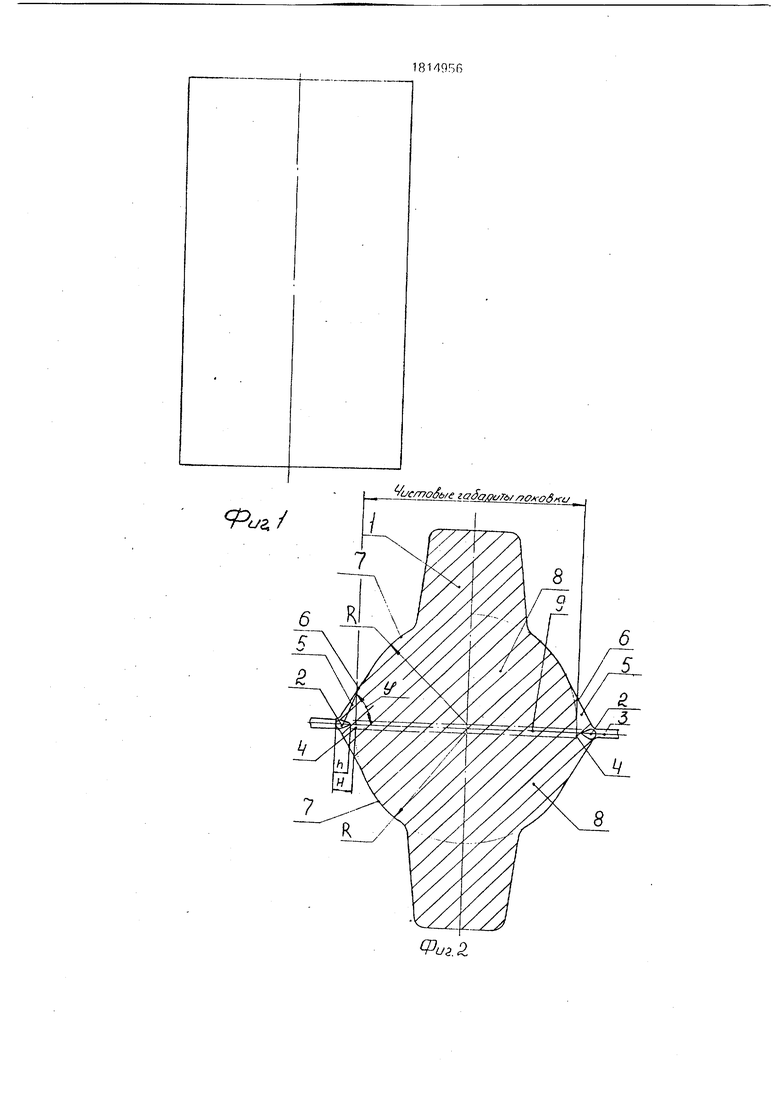
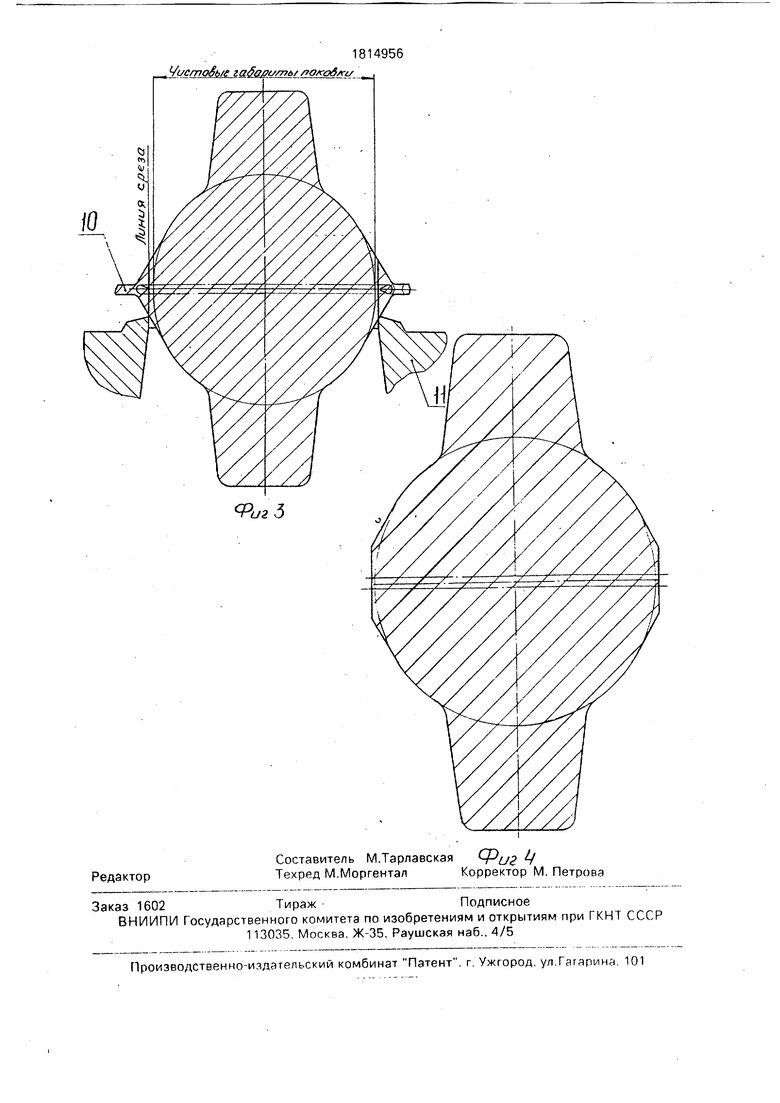
На фиг.1 изображена исходная заготовка перед нагревом ее в печи и предварительной штамповкой; на фиг.2 - поковка после предварительной штамповки с отформованными конусными выступами, расположенными по контуру разъема поковки за ее . чистовыми габаритами с трещинами в их объеме; на фиг.З - операция среза конусных выступов с трещинами в их объеме и заусенца; на фиг.4 - поковка перед окончательной штамповкой.
Данный способ изготовления изделий с цилиндрическими элементами реализован следующим образом. Партию заготовок из сплава АМГ 6 диаметром 080 мм и длиной 100 мм каждая загружают в нагревательную -печь ЭЦЭП-100, температура в которой 470°±15° С.
00
д Јь
ю ел
ON
Заготовка на предварительную штамповку поступает нагретой до 350..,470° С. Время нагрева заготовки t 1,2 мин/мм сечения.
Технологически обоснованное время нагрева заготовки в печи Т t -0 1,2 -80 96 мин.
Количество заготовок в партии, загружаемой в печь, обычно около 1000 штук, При этом около 10% заготовок попадают на предварительную штамповку, имея недостаточный прогрев всей массы, в случае, например, если они находятся дальше других от нагревательных элементов или переохладились на воздухе перед штамповкой. В результате предварительной штамповки на прессе 4000 тонн в предварительном ручье подогретого до температуры 250...300° С штампа, в поковках 1, нагретых ниже нормы, образуются трещины 2 по контуру разъема 3 поковки 1. Трещины 2 образуются за чистовыми габаритами 4 в конусных участках 5, а не в чистовых габаритах 4, как было ранее. Конусные участки 5 выполняются ограниченными с наружной стороны касательными плоскостями б к образующим 7 полуцилиндров 8 с углом наклона р к плоскости разъема 9.
Размер Н конусного участка 5 больше глубины h трещин 2 на 2...3 мм, чтобы исключить возможность проникновения этих трещин 2 в чистовые габариты 4 и срезать участки 5, не касаясь чистовых габаритов 4 поковки 1. Обычно глубина трещин 2 составляет 2...3 мм. Оптимальные размеры Н конусных участков 5 получаются при угле (р 55°..65°. При минимальных радиусах R образующих 7 полуцилиндров 8 (R около 20 мм и меньше) угол р 55°. При увеличении радиуса R полуцилиндров 8 угол р увеличивается, достигая при максимальном R (около 100мм и больше) угла .
Глубина h трещин 2 обычно не превышает 2 мм у поковок с минимальным радиусом полуцилиндров, до 3 мм у поковок с максимальным радиусом. Исходя из указанного
выше, для данного способа угол наклона касательных плоскостей 6 к плоскости разь- ема 9 составляет 60°. что выбирается конструктивно и проверяется графически. Затем конусные участки 5 с трещинами 2 и заусенцем 10 срезают на обрезном штампе 11 или ленточной пилой и перед окончательной штамповкой получают поковку, на которой нет трещин по линии разъема.
Использование данного способа изготовления изделий с цилиндрическими элементами обеспечивает по сравнению с существующими способами следующие преимущества: получение качественных поковок без дополнительного нагрева позволит уменьшить время технологического цикла и сократить расходы по эксплуатации печи; плавный переход от полуцилиндров поковки к заусенцу повышает срок службы штампа.
Формула изобретения
Способ изготовления изделий с цилиндрическими элементами, включающий нагрев заготовки и предварительно отформованной поковки, предварительную
и окончательную штамповку с промежуточным удалением заусенца, отличающий- с я тем, что, с целью повышения качества получаемых изделий и стойкости инструмента, в процессе предварительной штамловки участки заготовки, примыкающие к плоскости разъема, формуют в виде конуса, образующая которого выполнена по касательной к образующей цилиндрических элементов и углом наклона к плоскости разъема
55-65°, а удаление заусенца осуществляют совместно с конусами.
Составитель М.Тарлавская fy
Техред М.МоргенталКорректор М. Петрова
Редактор
Заказ 1602Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.. 4/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2007 |
|
RU2350423C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ОСЕЙ ДЛЯ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304483C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ | 2003 |
|
RU2254198C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
Использование: изобретение относится к технике обработки металлов давлением, в частности к способу изготовления корпусов из алюминиевых сплавов методом объемной горячей штамповки при изготовлении корпусных деталей, имеющих форму несколько взаимно пересекающихся цилиндров. Сущность изобретения: заготовку и предварительно отформованную поковку нагревают, затем осуществляют предварительную и окончательную штамповку с про- межуточным удалением заусенца. В процессе предварительной штамповки участки заготовки, примыкающие к плоскости разъема, формуют в виде конуса, образующая которого выполнена по касательной к образующей цилиндрических элементов и углом наклона к плоскости разъема 55...65°, а удаление заусенца осуществляют совместно с конусами. Плавный переход от полуцилиндров поковки к заусенцу повышает срок службы штампа. Данный способ позволяет уменьшить время технологического цикла и сократить расходы по эксплуатации печи за счет получения качественных поковок без дополнительного нагрева. 4 ил. Ё
| Хацинский М.Т | |||
| и Казаков И.Д | |||
| Горячая штамповка алюминиевых сплавов, Дом техники, 1964, с.67-68, рис.23 | |||
| Там же, с.170-171, рис.97 |
