Изобретение относится к механической обработке деталей и может быть использовано при расточке глубоких отверстий, на- примертруб, с обеспечением осевой подачи самой расточной головкой.
Целью изобретения является повышение технологичности процесса растачивания глубоких отверстий за счет обеспечения осевой рабочей подачи самой расточной головкой, уменьшения габаритов применяемого оборудования и производственных площадей.
..На фиг.1 изображена предлагаемая головка в рабочем положении, общий вид; на фйг.2 .-. сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1..
Расточная головка содержит цилиндрический корпус 1с установленным на нем фиксирующим элементом в виде кольца 2, сцентрированных между собой и имеющих попарно противоположно расположенные радиальные окна, в которых размещены вкладыши 3, подпружиненные в радиальном направлении плоскими пружинами А. В сферических растрчкэх вкладышей 3, расположенных попарно друг против друга, располагаются сферические цапфы приводных роликов 5, которые контактируют в процессе работы с обработанной поверхностью. Угловое положение корпуса 1 и установленного на нем фиксирующего элемента 2 друг относительно друге устанавливается с помощью нониуса 6 и фиксируется винтами 7. В передней части корпуса 1 расположены режущие элементы 8 и уплотнительное кольцо 9, предохраняющее зону контакта роликов с обработанной поверхностью детали от попадания стружки.
Расточная головка работает следующим образом.
Непосредственно перед обработкой производится настройка головки на необходимую величину рабочей подачи S. Это производится за счет установки контактных роликов 5 под определенным углом а путем поворота корпуса 1 и элемента 2 друг относительно друга. Соответствен но. оси роли- : ков сместятся относительно оси головки на угол а. При этом величина угла ore величиной рабочей подачи S связаны следующим соотношением:
9 Л
где S - величина рабочей подачи, мм/об.де- тали;
D - диаметр растачиваемого отверстия, мм.
Затем хвостовик 10 головки соединяется со штангой токарного станка (не показано), предохраняющего головку от вращения и сидящей в подшипнике скольжения на
скользящей шпонке (не показано) сцентрированной с осью вращения детали. После этого расточная головка вводится в предварительно расточенный под требуемый диаметр D конец детали (например трубы)
таким образом, чтобы ролики 5, расположенные по периферии головки, вошли в контакт с обработанной поверхностью. Усилия контакта роликов 5 при этом определяются пластинчатыми пружинами 4, расположенными под вкладышами 3. С момента начала вращения детали ролики 5, повернутые под углом а.к плоскости, перпендикулярной оси вращения, начинают обкатывать обработанную поверхность и головка получает постунательное движение вдоль оси детали со скоростью рабочей подачи S tg a ж Р на один оборот детали..
Необходимая сцепляембсть роликов с контактируемой поверхностью достигается
за счет усилия контакта последних при помощи соответствующей жесткости пластинчатых пружин 4, - . . -.
По окончании обработки после останова вращения детали головка снимается со
штанги. По сравнению с прототипом предлагаемая головка позволяет растачивать детали практически неограниченной длины за счет того, что при этом не требуется специального механизма подач (суппорта) и соот1
ветствующей длины направляющих станка (станины). Кроме того, уменьшаются необходимые производственные площади, что в комплексе позволяют получить экономиче-: ский эффект,
. - :
Формула изобретения
Расточная головка, содержащая корпус с режущими элементами и направляющие ролики, каждый из которых установлен на валике с возможностью поворота относительно оси, пересекающей продольную ось головки и ось вращения каждого ролика перпендикулярно последней, о т л и ч а ю - щ а я с я тем, что, с целью расширения
области применения за счет осуществления самоподачи головки, она снабжена фиксирующим элементом, выполненным в виде кольца, установленного на корпусе с воз- можностью поворота и предназначенного для взаимодействия с валиками, один конец которых закреплен в корпусе.
1814986
А-А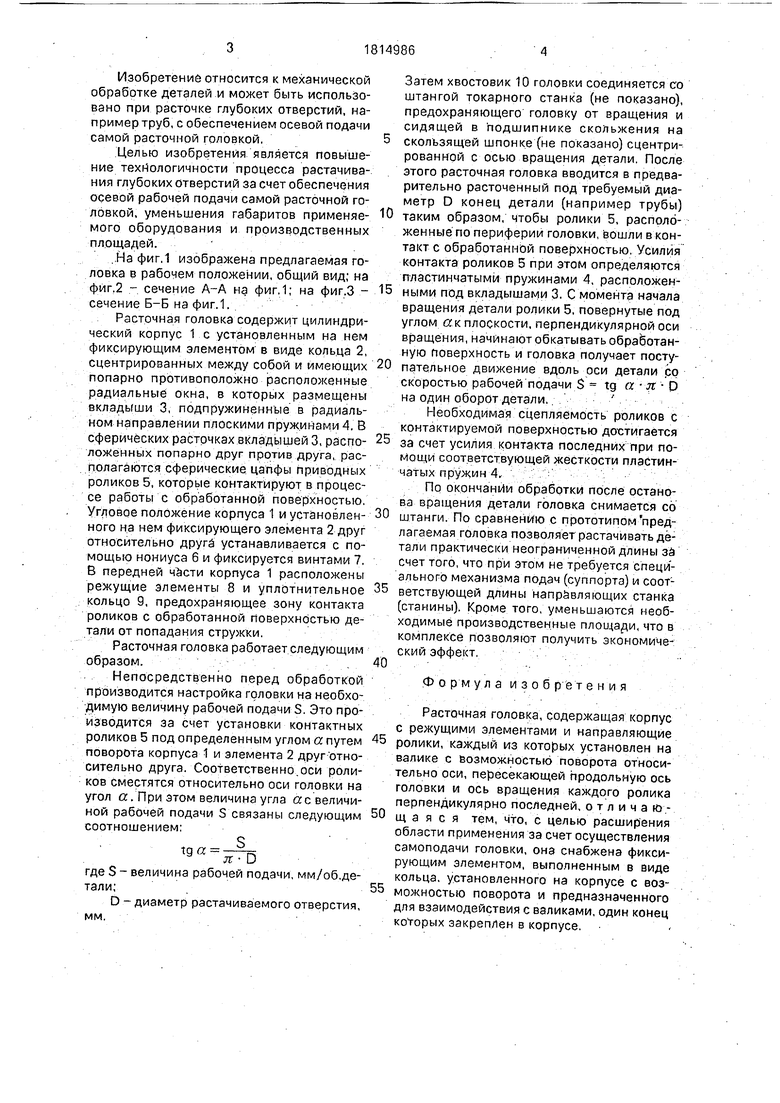
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1989 |
|
SU1808482A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Устройство для растачивания | 1976 |
|
SU555994A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Расточная головка | 1990 |
|
SU1726154A1 |
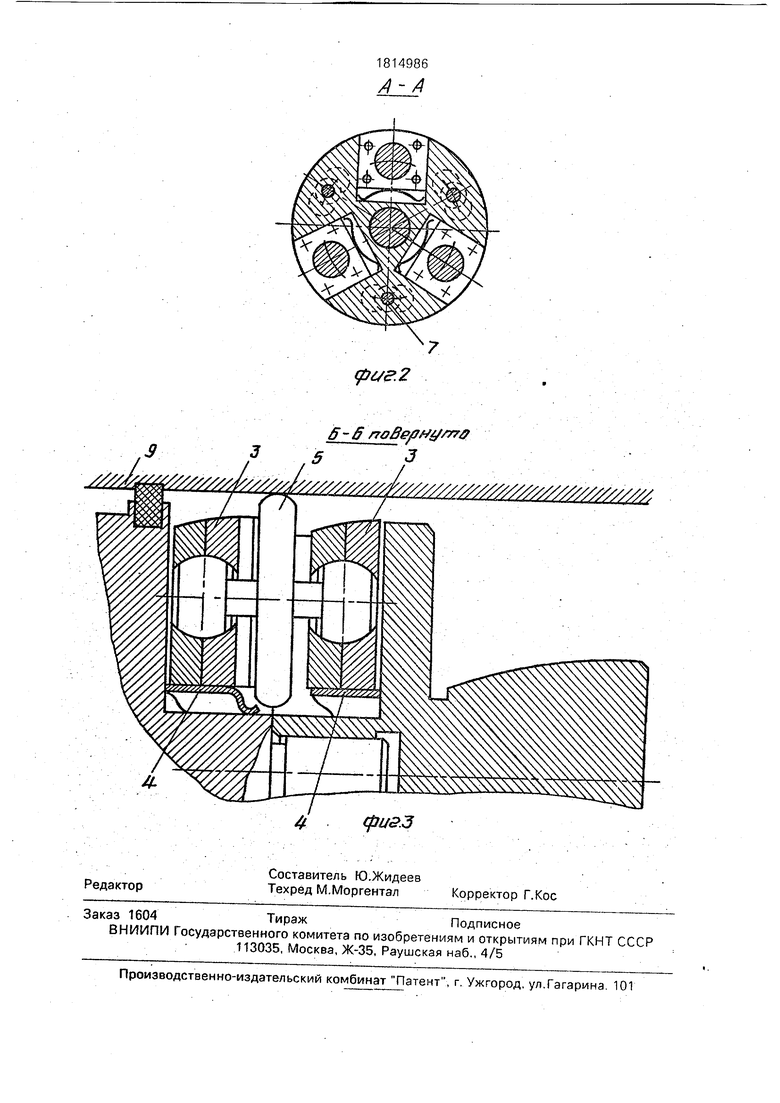
Использование: растачивание глубоких отверстий. Сущность изобретения: на корпусе 1 расточкой головки установлено поворачивающееся кольцо 2, предназначенное для взаимодействия с валиками роликов, один конец которых закреплен в корпусе. За счет поворота кольца 2 осуществляется настройка величины подачи за счет установки роликов 5 под определенным углом а . Затем включается вращение заготовки. За счет сил трения между роликами и поверхностью обрабатываемого отверстия осуществляется самоподача головки.3 ил.
ff-5 гтаВер#Ј/0г0 Э3 5 3
////J/Л //////
(риг.2
| Комбинированный инструмент | 1978 |
|
SU780971A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
