Изобретение относится к обработке деталей на стенках токарной группы, преимущественно двухшпиндельно с оппозитно расположенными шпиндельными бабками и служит для закрепления деталей с различной величиной эксцентриситета между по- верхностями после их перехвата по завершении обработки одной стороны детали.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности зажима деталей с различной величиной эксцентриситета между поверхностями.
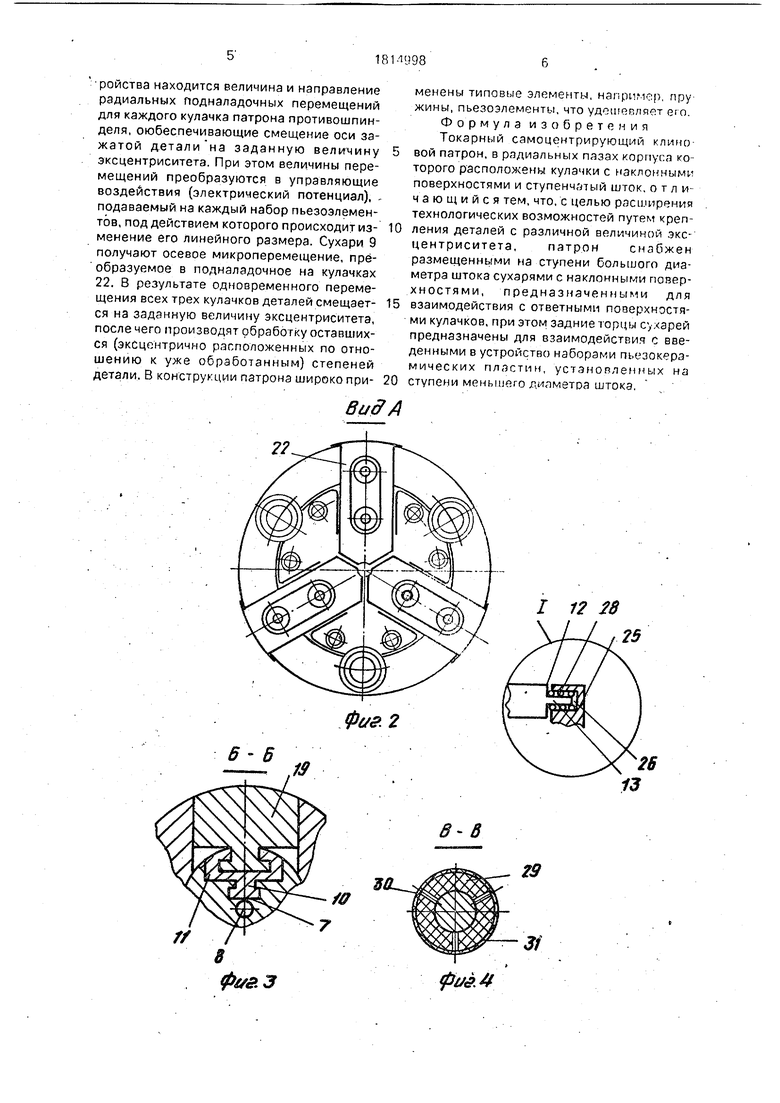
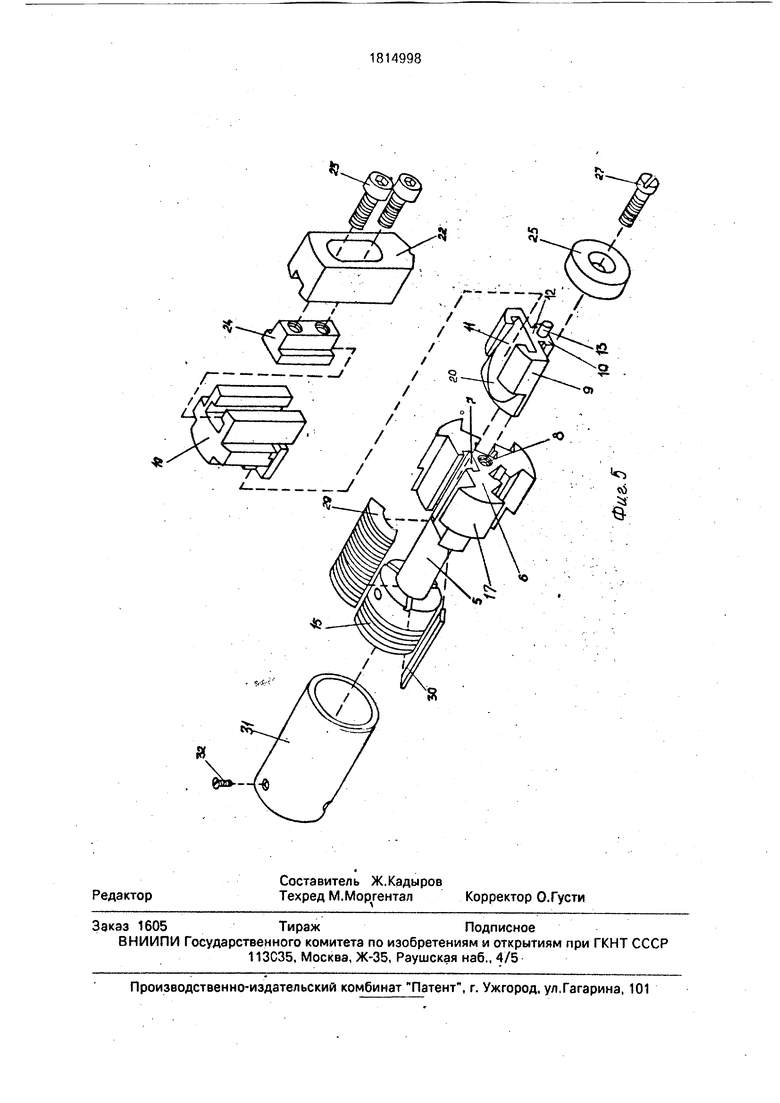
На фиг. 1 изображен патрон в осевом сечении; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - аксонометрическое изображение патрона.
Патрон состоит из корпуса 1, который винтами 2 крепится к выходному концу шпинделя 3 станка. Внутри корпуса 1 размещен с.борный шток в виде ступенчатого валика 4 с малой 5 и большой ступенями, с выполненными на последнем сегментами 6 с Т-образными пазами 7, ориентированными параллельно .продольной оси штока и резьбовым отверстием 8. В состав штока входят также сухари 9 с Т-образными выступами 10. На сухарях 9 выполнены под углом 12° к продольной оси штока клиновые поверхности с Т-образными пазами 11, каждый из которых ограничен, с одной стороны, торцовой поверхностью 12 с цилиндрическими направляющими элементами ТЗ и заднейлорцовой поверхностью 14 - с противоположной. Валик 4 имеет резьбовой хвостовик 15, соединенный тягой 16 с силовым приводом возвратно-поступательного движения (не показан).
Центрирование штока в корпусе осуществляется за счет взаимодействия сопряженных цилиндрических поверхностей 17 и 18, принадлежащих, соответственно, сухарям 9 и корпусу 1 патрона, а трансформация осевых перемещений штока в радиальные перемещения кулачков 19 - за счет взаимодействия сопряженных клиновых поверхностей 20 и 21, принадлежащих, соответственно, сухарям 9 и кулачкам 19. В состав патрона входят также три мягких кулачка 22, жестко закрепленных винтами 23 к сухарям 24 и прижимной диск 25 с глухими отверстиями 26. Диск 25 посредством винта
27 связан с валиком 4 штока таким образом, что размещенные на элементах 13 пружины
28 взаимодействуют с дном его глухих отверстий 26,
Для создания подналадочных микроперемещений в состав патрона дополнительно введены по числу кулачков три набора пьезоэлементов, представляющих собой сегментные по форме пластины 29 с внутренним диаметром, равным диаметру малой
ступени 5 валика 4 штока и с наружным диаметром, равным диаметру пространст- венно углового сектора в 120, наборы разделены изоляционными прокладками 30, а от внешней среды - изоляционной втулкой
0 31, закрепленной винтом 32 к хвостовику 15 валика штока.
Подвод электропитания к наборам осуществляется через многосекционный контактный.токосъемник, в состав которого
5 входят изоляционная втулка 33, напрессованная на корпус 1 патрона и медные диски 34, взаимодействующие с подпружиненными щетками (не показаны).
Сборка и регулировка патрона осущест0 вляется следующим образом.
Сухари 9 на валике 4 штока ориентируют таким образом, чтобы торцовая поверхность клиньев с цилиндрическими направляющими была обращена в сторону
5 кулачков. Вращением винта 27 добиваются выборки зазоров в сопряжениях валик 4- наборы 29-сухари 9-пружина 28-диск 25 и предварительного сжатия наборов- 29 с небольшим усилием. Перемещением кулачков
0 22с сухарями 24 по пазам кулачков 19 добиваются предварительной установки кулачков на размер зажимаемой детали, после чего винтами 23 кулачки 22 жестко фиксируют,,
5 Патрон работает следующим образом.
По команде от УЧПУ на перехват детали
две шпиндельные бабки токарного двухшпиндельного станка движутся навстречу
друг другу. При этом эксцентричная деталь
0 зажата в кулачках патрона шпинделя, а кулачки патрона противошпинделя разжаты. После того как деталь войдет в зону действия кулачков противошпинделя, подается команда на зажим кулачков патрона проти5 вошпинделя. Привод патрона перемещает через тягу 16 валик 4 штока вместе с сухарями 9 вдоль оси, например, влево, фиг.1, в результате чего, основание 19 и мягкие 22 кулачки перемещаются к оси детали. Проис0 ходит зажим детали Кулачки патрона шпинделя разжимаются и первая шпиндельная бабка возвращается в исходное положение.
8
С помощью внешних измерительных ус- 5 тройств (например, измерительной головки, размещенной в позиции револьверной головки) производится измерение фактического положения .оси зажатой в кулачках патрона противошпинделя детали, после чего, с помощью микропроцессорного устройства находится величина и направление радиальных подналадочных перемещений для каждого кулачка патрона противошпин- деля, оюбеспечивающие смещение оси зажатой детали на заданную величину эксцентриситета. При этом величины перемещений преобразуются в управляющие воздействия (электрический потенциал), подаваемый на каждый набор пьезоэлемен- тов, под действием которого происходит из- менение его линейного размера. Сухари 9 получают осевое микроперемещение, преобразуемое в подналадочное на кулачках 22. В результате одновременного перемещения всех трех кулачков деталей смещает- ся на заданную величину эксцентриситета, после чего производят обработку оставшихся (эксцентрично расположенных по отношению к уже обработанным) степеней детали. В конструкции патрона широко при-
менены типовые элементы, например, пружины, пьезоэлементы, что удешевляет ею. Формула изобретения Токарный самоцентрирующий клиновой патрон, в радиальных пазах корпуса которого расположены кулачки с наклонными поверхностями и ступенчатый шток, отличающийся тем, что, с целью расширения технологических возможностей путем крепления деталей с различной величиной эксцентриситета, патрон снабжен размещенными на ступени большого диаметра штока сухарями с наклонными повер- хностями, предназначенными для взаимодействия с ответными поверхностями кулачков, при этом задние торцы сухарей предназначены для взаимодействия с введенными в устройство наборами пьезокера- мических пластин, установленных на ступени меньшего диаметра штокэ, . 
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ САМОЦЕНТРИРУЮЩИЙ КЛИНОВОЙ ПАТРОН | 1990 |
|
SU1834110A1 |
| Зажимной патрон к токарному станку | 1991 |
|
SU1816552A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ | 1989 |
|
SU1839366A1 |
| Способ изготовления ступенчатых деталей на токарном станке | 1991 |
|
SU1816551A1 |
| Устройство для центрирования заготовки на планшайбе | 1990 |
|
SU1773571A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Шпиндельная бабка | 1987 |
|
SU1604505A1 |
| Токарный автомат | 1988 |
|
SU1565587A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Устройство для управления перемещением кулачков токарного патрона | 1987 |
|
SU1424986A1 |
Использование: в станках токарной группы, преимущественно двухшпиндель- ных с оппозитно расположенными шпиндельными бабками при обработке деталей с различной величиной эксцентриситета. Сущность изобретения: в корпусе 1 размещен ступенчатый шток 4, на котором расположены сухари 9 своими наклонными пазами, взаимодействующие с наклонными поверхностями кулачков 19, Сухари своими задними торцами взаимодействуют с набором пьезокерамических пластин 5, расположенных на меньшей ступени штока. При изменении размера пластин под действием электропитания они перемещают сухари в осевом направлении, которые в свою очередь воздействуют на кулачки. 5 ил.
Ф&&3
Buff А
рж#
| Ансеров М.А | |||
| Приспособления для металлорежущих станков, Л.: Машиностроение, 1975, с | |||
| Устройство для одновременного приема и передачи по радиотелефону | 1921 |
|
SU373A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
