Изобретение относится к машиностроению, в частности к способам изготовления ступенчатых деталей на токарном станке с двумя оппозитно расположенными шпинделями, на котором реализуется полный технологический процесс изготовления деталей с эксцентричными ступенями.
Цель изобретения - повышение точно- сти изготовления деталей с эксцентричными ступенями.
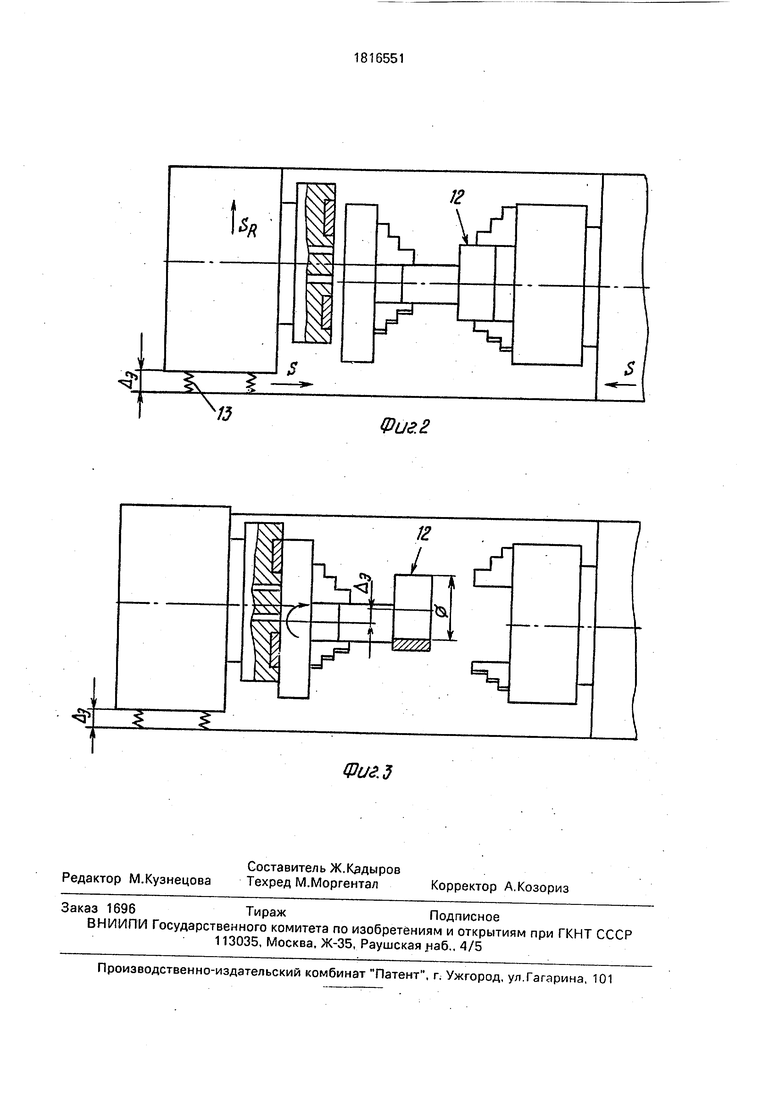
На фиг.1-3 приведен пример реализации способа, где на фиг.1 изображен токарный станок с двумя соосными оппозитно расположенными шпинделями с зажатой в патроне шпинделя деталью; на фиг.2 - положение патронов и детали в момент смещения шпиндельной бабки на заданную величину эксцентриситета; на фиг.З - положение смещенной шпиндельной бабки, патрона и детали перед обработкой второй стороны детали.
Предлагаемый способ изготовления ступенчатых деталей на токарном станке с
двумя соосными оппозитно расположенными шпинделями с патронами реализуется следующим образом.
Изготавливаемую на токарном станке с двумя соосными оппозитно расположенными шпинделями с патронами деталь сначала закрепляют в одном патроне и производят обработку одной ступени, затем закрепляют в обоих патронах и производят смещение шпиндельной бабки, несущей второй патрон, предварительно разорвав связь с последним, на заданную величину эксцентриситета, после чего освобождают для обработки вторую ступень детали.
Пример реализации способа. В соответствии с предлагаемым способом деталь 1 сначала закрепляют в кулачках 2 патрона 3 и производят обработку ступени 4 детали, после чего движением с ускоренной подачей S навстречу друг другу двух шпиндельных бабок 5 и 6 перемещают деталь в зону зажима кулачками 7 патрона 8 ступени 4.
ел
00
CN СЛ СЛ
Не разжимая кулачки 2 патрона 3, кулачками 7 патрона 8 зажимают первоначально обработанную ступень 4 детали. Разрывают силовую связь между патронами 8 и планшайбой 9 шпинделя 10, для чего подают сжатый воздух по каналам 11, в результате образования воздушной подушки между торцовыми поверхностями планшайбы 9 и корпусом патрона 8 связь разрывается. От падения деталь удерживается за ступень 12 кулачками 2 патрона 3.
Осуществляют смещение корпуса шпиндельной бабки 6 на заданную величину эксцентриситета Лэ (фиг.2), для чего например, размещенным в опорах 13 пьезокерамическим приводам микроперемещений подают пропорциональный электрический сигнал. Одновременное корпусом шпиндельной бабки 6 смещается на заданную величину эксцентриситета Дэ и ось шпинделя 10. При этом смещение корпуса шпиндельной бабки 6 может происходить как в вертикальной (фиг.З), так и в горизонтальной плоскостях.
Прекращением подачи сжатого воздуха в каналы 11 восстанавливают разорванную ранее силовую связь между патроном 8 и планшайбой 9 шпинделя 10. При этом силовая связь обеспечивается постоянными магнитами 14, встроенными в планшайбу 9 шпиндельной бабки 6.
Освобождают для обработки вторую ступень 12 детали, для чего разжимают кулачки 2 патрона 3 и отводят шпиндельную бабку 5 в исходное положение, после чего производят обработку ступени 12 детали диаметром Ј3 , обеспечивая заданную величину эксцентриситета Л между ступенями.
Окончательно изготовленная деталь 1 удаляется при разжатых кулачках 7 схватом промышленного робота или вручную оператором.
Формула изобретения
Способ изготовления ступенчатых деталей на токарном станке с двумя соосными оппозитно расположенными шпинделями с патронами, при котором заготовку последовательно закрепляют в патронах, отличающийся тем, что, с целью повышения точности изготовления, деталь сначала закрепляют в одном патроне и производят обработку одной ступени, затем закрепляют в обоих патронах и производят смещение 5 шпиндельной бабки, несущей второй патрон, предварительно разорвав связь с последним, на заданную величину эксцентриситета, после чего освобождают для обработки вторую ступень детали.
0
5
0
IS
Фиг2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки деталей на токарном станке и устройство для его осуществления | 1990 |
|
SU1784409A1 |
| Токарный самоцентрирующий клиновой патрон | 1991 |
|
SU1814998A1 |
| ТОКАРНЫЙ САМОЦЕНТРИРУЮЩИЙ КЛИНОВОЙ ПАТРОН | 1990 |
|
SU1834110A1 |
| Устройство для центрирования заготовки на планшайбе | 1990 |
|
SU1773571A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2190503C2 |
| Устройство для точения эксцентриковых деталей с эксцентриситетом от 0 мм до 10 мм | 2023 |
|
RU2828802C1 |
| Металлорежущий станок | 1983 |
|
SU1079363A1 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
Использование: в машиностроении, в частности в способах изготовления ступенчатых деталей на токарном станке с двумя оппозитно расположенными шпинделями, на котором реализуется полный цикл изготовления детали с эксцентричными ступенями. Сущность изобретения: деталь сначала закрепляют в одном патроне и производят обработку одной ступени, затем закрепляют в обоих патронах и производят смещение шпиндельной бабки, несущей второй патрон, предварительно разорвав связь с последним, на заданную величину эксцентриситета, после чего освобождают для обработки вторую ступень детали. 3 ил.
| ВСПОМОГАТЕЛЬНОЕ УСТРОЙСТВО К ТОКАРНОМУАВТОМАТУ | 0 |
|
SU358091A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
