&Ј/г.1
Изобретение относится к металлообработке, а именно к приспособлениям для рас- точки отверстий в крупногабаритных деталях.
Целью изобретения является повышение точности, и чистоты обработки поверхности растачиваемых отверстий при одновременном расширении диапазона обрабатываемых диаметров.
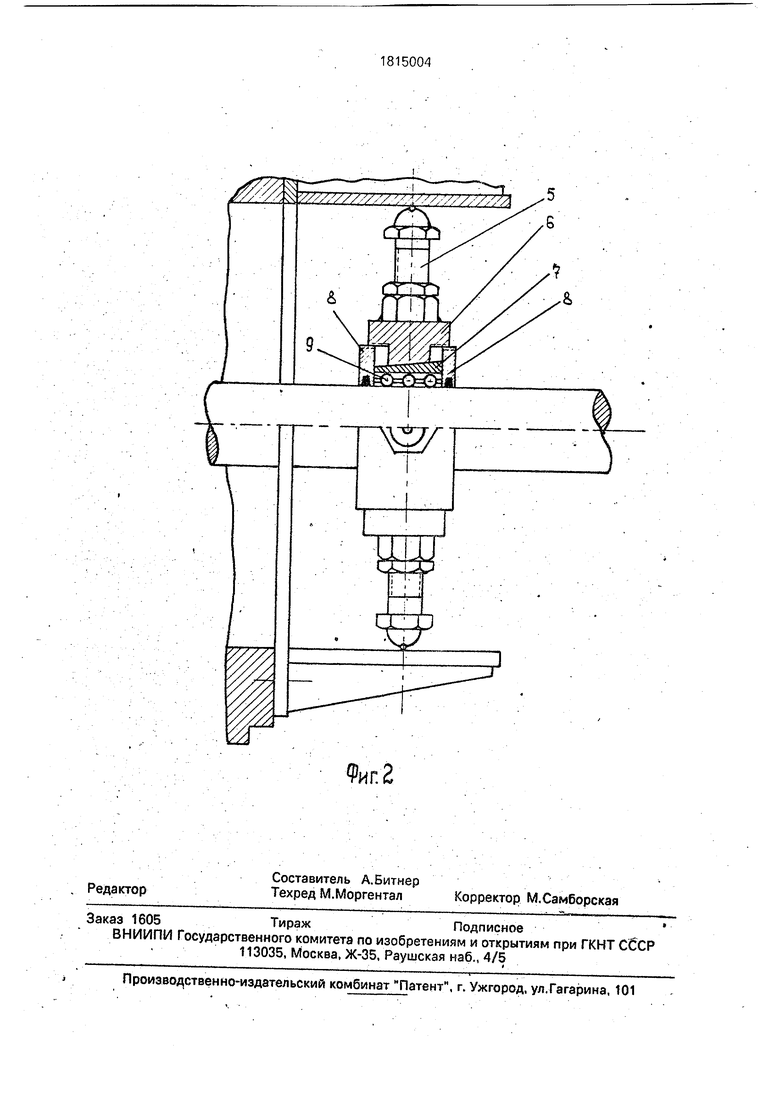
На фиг.1 представлен общий вид приспособления при расточке детали с подшипниковыми опорами; на фиг.2 - конструкция люнета.
Приспособление содержит борштангу 1 с резцедержателем 2. На борштанге 1 размещены центраторы 3, которые выполнены в виде люнетов 4. Каждый из люнетов (фиг.2) имеет четыре шаровых распорных упора 5, которые закреплены на обойме 6, имеющей внутреннюю конусную поверхность. Внутри обоймы 6 с возможностью установочного осевого перемещения расположена разрезная конусная втулка 7. Установочное пере- мещение втулки 7 осуществляется посредством резьбовых крышек 8. Каждый люнет 4 установлен на борштанге 1 посредством шарикового, сеператора 9. Привод борштанги может быть осуществлен, например, от коробки скоростей сверлильного станка 10. Шпиндель привода и борштанга связаны кинематически посредством шарнирной муфты 11. На деталь 12 приспособление устанавливается посредством направляющих фланцев 13. которые крепятся сорсно растачиваемым отверстиям, на- Прим ер, посредством болтового соединения-.
Работа предполагаемого приспособления заключается в следующем.
На обрабатываемой.детали 12 крепятся направляющие фланцы 13. Они могут быть закреплены, например, посредством болтов в отверстиях для крепления подшипниковых крышек. Могут быть закреплены в специальных вспомогательных отверстиях.
Затем на обрабатываемой детали, например на раме, экскэсатора, может быть с помощью специальных направляющих закреплен привод 10 от сверлильного или любого другого металлообрабатывающего станка. Привод должен перемещаться по направляющим для создания подачи резца
при обработке. В приводе шпиндель посредством шарнирной муфты 11 соединяется с борштангой 1, на которой посредством хомутов крепится резцедержатель 2.
Затем на борштанге устанавливают центра- торы 3, которые размещают в направляю- щих фланцах 13. Центрирование борштанги 1 производят путем перемещения шаровых распорных упоров 5 обоих центраторов 3.
После центрирования борштанги, производится ее Закрепление в люнетах 4 посредством выборки зазора между шариками г шарикового сепаратора 9 и борштангой 1. Это производится путём перемещения втул-
ки 7 посредством резьбовых крышек 8.
После этого производится растачивание одного отверстия. Отсутствие биения борштанги позволяет получить при этом обработанное по И-у классу точности отверстие с чистотой поверхности до 7-го класса. После расточки первого отверстия, резцедержатель 2 снимается с борштэнги 1 и устанавливается перед вторым обрабатываемым отверстием. Операция расточки производится таким же образом. Качество соосных отверстии получается очень высоким, что позволяет без дальнейшей обработки производить монтаж подшипников в опорных узлах..
Фор мула изобретения Приспособление для растачивания отверстий в крупногабаритных деталях, содержащее борштангу с резцедержателем,
установленную посредством центрирующих элементов в направляющих фланцах, предназначенных для крепления приспособления на обрабатываемой детали, и привод борштанги, отличающееся тем,
что, с целью повышения точности и чистоты обработки, каждый центрирующий элемент выполнен в виде четырех шаровых опор, закрепленных на обойме с внутренней конической поверхностью, разрезной втулки,
размещенной в обойме с возможностью установочного осевого перемещения, и расположенного в разрезной втулке шарикового сепаратора, посредством которого центрирующий элемент установлен на борштанге,
. при этом разрезная втулка выполнена с наружной конической поверхностью, ответной конической поверхности обоймы.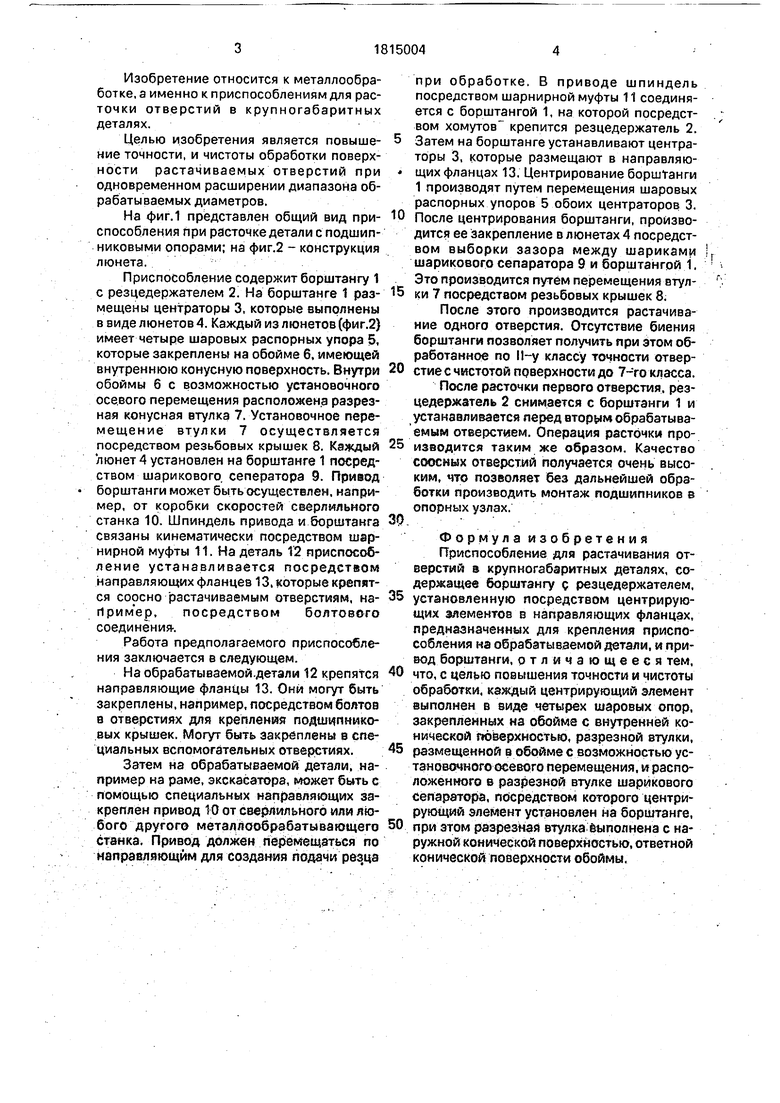
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2008 |
|
RU2391186C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТАЧИВАНИЯ СКВОЗНЫХ КОНИЧЕСКИХ ОТВЕРСТИЙ НА ТОКАРНЫХ СТАНКАХ | 1949 |
|
SU80754A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2004 |
|
RU2273548C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Расточной станок | 1979 |
|
SU850323A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Переносное устройство для растачивания отверстий в крупногабаритных деталях | 1983 |
|
SU1114492A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
Использование: в металлообработке, в частности при расточке отверстий в крупногабаритных деталях. Сущность изобретения: приспособление содержит борштангу 1 с резцедержателем 2 и приводом 10. Борш & Ъ&Шь танга 1 установлена посредством центрирующих элементов 3 в направляющих фланцах 13. предназначенных для крепления приспособления на обрабатываемой детали. Каждый центрирующий элемент 3 выполнен в виде четырех шаровых опор 5, закрепленных на обойме 6. выполненной с внутренней конической поверхностью, разрезной втулки 7, размещенной в обойме б с возможностью установочного осевого перемещения, и шарикового сепаратора 9. расположенного в разрезной втулке 7. Центрирование борштанги 1 производят путем перемещения шаровых опор 5 обоих центрирующих элементов 3. Затем борштангу 1 закрепляют путем перемещения разрезных втулок 7 посредством резьбовых крышек 8. 2 ил. fff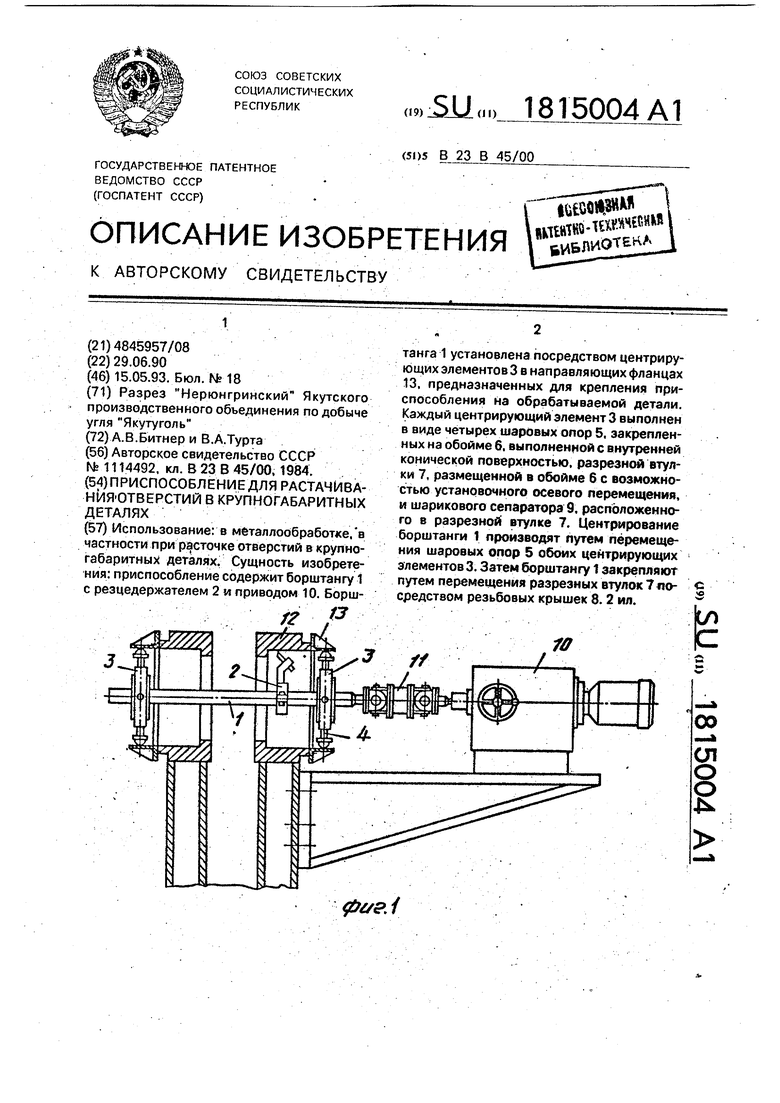
| Переносное устройство для растачивания отверстий в крупногабаритных деталях | 1983 |
|
SU1114492A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
