Изобретение относится к станкостроению и может быть использовано в накладных кондукторах для сверления центровых отверстий в деталях цилиндрической формы с образованием по цилиндрической поверхности.
Цель изобретения - повышение точности за счет самоустановки кондукторной втулки относительно базирующих опор.
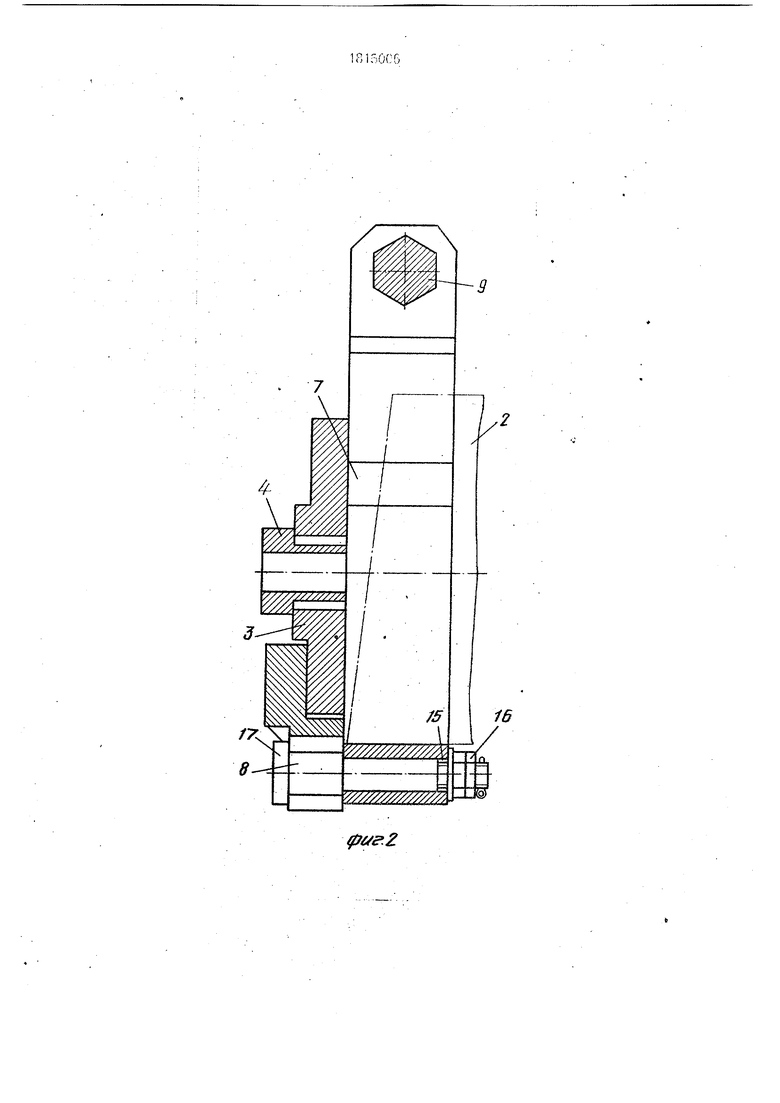
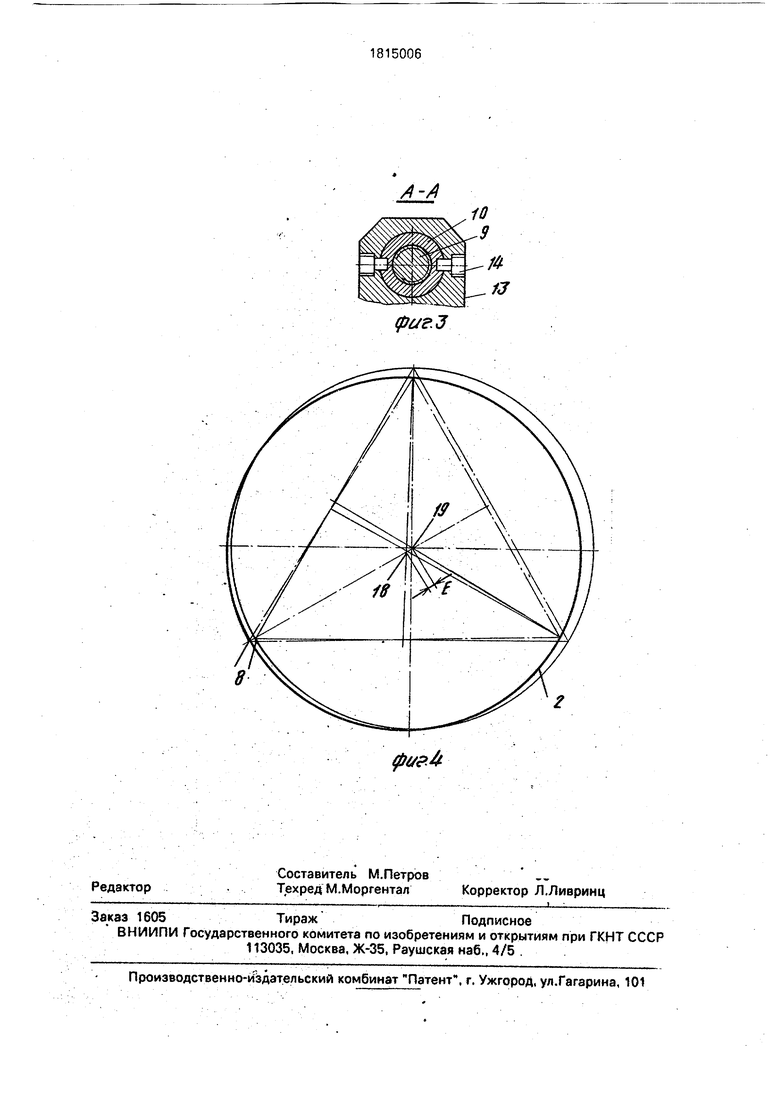
На фиг. 1 изображен кондуктор, общий вид; на фиг,2 - вид сбоку, разрез; на фиг.З - разрез А-А на фиг. 1; на фиг. 4 - схема перемещения центра кондукторной втулки при установке кондуктора на цилиндрическую - поверхность, где контурной линией обозначена деталь, тонкими сплошными линиями показано номинальное положение центра детали, штрихпунктирными линиями показано действительное положение центра де- « тали.
Накладной кондуктор для установки на деталях стержневого типа содержит базовый узел, включающий хомут 1 для установки на центрируемой детали 2, и соосный с ним центрирующий узел, подвижный в поперечном направлении. Центрирующий узел выполнен в виде фланца 3 с кондукторной втулкой 4 и радиальными пазами 5 на наружной боковой поверхности 6, равномерно расположенными по окружности. На внутренней поверхности хомута 1 равномерно по окружности размещены базирующие опоры, выполненные в виде выступов 7, на оси симметрии которых, в плоскости/параллельной оси кондуктора, установлены штыри 8, входящие в пазы 5 фланца 3. Хомут 1 снабжен крепежным узлом, который вы00
о
ел о
полнен в виде винта 9 с правой и левой резьбой. Гайки 10 наружной сферой 1Т установлены в цилиндрических отверстиях 12, выполненных в проушинах 13 хомута 1, и зафиксированы винтами 14, застопоренны- ми посредством кернения.
Штыри 8 закреплены в отверстиях 15 посредством крепежных элементов 16 и имеют бурты 17, предотвращающие спада- ние фланца 3 с кондукторной втулкой 4 во время обработки.
Перед установкой кондуктора на деталь, при помощи винта 9 разжимают хомут 1 на больший размер, чем диаметр обрабатываемой детали 2. Затем кондуктор над- евают на деталь 2 до упора фланца 3 в торец детали. Винтом 9 стягивают хомут 1 до соприкосновения опорных выступов 7 с деталью 2.
Так как штыри 8 хомута 1 находятся напротив опорных выступов 7, расположенных по окружности через 120°, то в зависимости от некруглости детали 2, координаты штырей 8 также изменяются (см. фиг.4). При этом фланец 3 с кондукторной втулкой 4 изменяет свое положение за счет скольжения цилиндрической поверхности штырей 8
по пазам 5 фланца 3, то есть определяется действительный центр 18 детали 2 со смещением на величину Е от номинального положения центра 19.
Т.о. данная конструкция позволяет выполнять центровые отверстия на торцах ва- латурбобура, имеющих неперпендикулярность торцов от 8 до 15 мм и некруглость 5-8 мм.
Формула изобретения Накладной кондуктор, содержащий связанный с базирующими опорами элемент, несущий кондукторную втулку, отличающийся тем, что, с целью повышения точности за счет самоустановки кондукторной втулки относительно базирующих опор, кондуктор снабжен хомутом, на внутренней поверхности которого равномерно по окружности размещено не менее трех базирующих опор, выполненных в виде выступов, при этом на оси симметрии каждого из выступов в плоскости, параллельной оси кондуктора, установлены введенные в кондуктор штыри, которые расположены в пазах, образованных в упомянутом элементе, причем последний представляет собой фланец.
риг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сверления отверстий | 1988 |
|
SU1645075A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Накладной кондуктор для сверления отверстий в деталях | 1980 |
|
SU942905A1 |
| Универсальный кондуктор | 1986 |
|
SU1431898A1 |
| Кондуктор для сверления отверстий | 1983 |
|
SU1152720A1 |
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
| Накладной кондуктор | 1986 |
|
SU1355372A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР | 2008 |
|
RU2366543C1 |
| Кондуктор | 1989 |
|
SU1764857A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА К СТАНКАМ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1994 |
|
RU2072290C1 |
Использование: станкостроение, а именно накладные кондукторы, предназначенные для сверления центровых отверстий в деталях цилиндрической формы с базиро- вэнием по цилиндрической поверхности. Сущность изобретения; перед установкой накладного кондуктора на деталь, при помощи винта 9 разжимают хомут 1, а затем устанавливают на обрабатываемую деталь 2 до упора фланца 3 в торец детали. После этого винтом 9 стягивают хомут 1 до соприкосновения выступов 7 с деталью 2. Поскольку штыри 8, установленные на хомуте 1, находятся напротив выступов 7, размещенных по окружности через 120°, то в зависимости от некруглости детали 2, координаты штырей 8 изменяются. При этом фланец 3 с кондукторной втулкой 4 изменяет свое положение за счет скольжения цилиндрической поверхности штырей 8 по пазам 5 фланца 3, определяя действительный центр детали 2 со смещением от номинального положения центра. 4 ил,
.Ј
| Накладной кондуктор для сверления отверстий в деталях | 1980 |
|
SU942905A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
