Изобретение относится к сварочному производству, а именно к технологии лучевых методов сварки. Оно может быть использовано в различных отраслях промышленности, где требуется получение. стабильного качества сварных швов, в том числе при сварке различных металлов, а также при соединении деталей различной жесткости, например, транспортном машиностроении, приборостроении (гиро- скопии) и т.д.
Целью изобретения является повышение стабильности качества сварного шва. регулирование химсостава металла шва при сварке различных металлов и распределения тепловложения между свариваемыми деталями.
Цель достигается направлением нормально падающего луча на линию отстоящую от линии стыка на расстоянии X - h tg a.
чтобы осевая линия луча пересекалась с поверхностями выполненными под углом и к этой оси, величина которого должна удовлетворять соотношению
сс arctg -- -г-или arctg -ус-
а
1
К arctg .-j(Ai +A2)
(D
00
ел о
00
о
где b - ширина шва;
h - требуемая глубина проплавления;
АШВ - среднее содержание элемента А в сварном шве;
AI - содержание элемента А в детали, на поверхность которой направляют луч;
А-2 - содержание элемента А в сопрягаемой детали;
К - коэффициент, учитывающий потери элемента А на испарение.
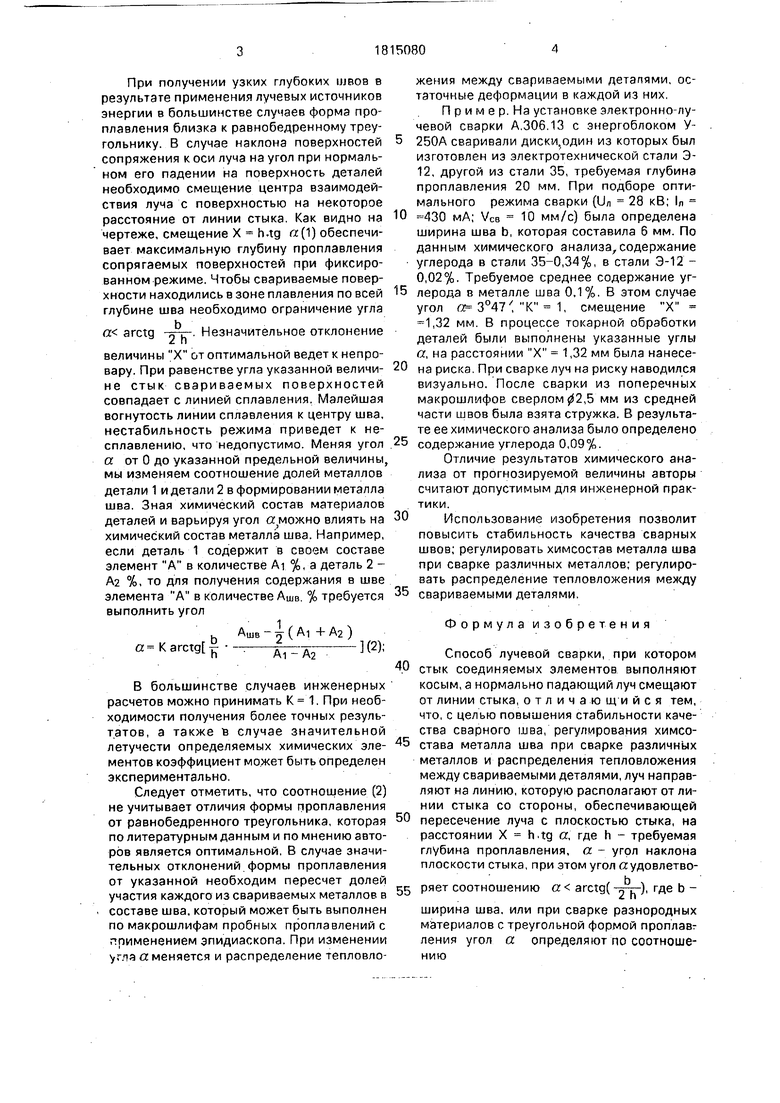
При получении узких глубоких швов в результате применения лучевых источников энергии в большинстве случаев форма про- плавления близка к равнобедренному треугольнику. В случае наклона поверхностей сопряжения к оси луча на угол при нормальном его падении на поверхность деталей необходимо смещение центра взаимодействия луча с поверхностью на некоторое расстояние от линии стыка. Как видно на чертеже, смещение X h.tg 7(1) обеспечивает максимальную глубину проплавления сопрягаемых поверхностей при фиксированном режиме. Чтобы свариваемые поверхности находились в зоне плавления по всей глубине шва необходимо ограничение угла b
и
а arctg
2 h
Незначительное отклонение
величины X от оптимальной ведет к непровару. При равенстве угла указанной величине стык свариваемых поверхностей совпадает с линией сплавления. Малейшая вогнутость линии сплавления к центру шва, нестабильность режима приведет к не- сплавлению, что недопустимо. Меняя угол а от 0 до указанной предельной величины, мы изменяем соотношение долей металлов детали 1 и детали 2 в формировании металла шва. Зная химический состав материалов деталей и варьируя угол с можно влиять на химический состав металла шва. Например, если деталь 1 содержит в своем составе элемент А в количестве AI %, а деталь 2 - А2 %, то для получения содержания в шве элемента А в количестве Ашв. % требуется выполнить угол
к Ашв - n- ( AI + А2 )
-1(2);
а К arctg -rAi-A2
В большинстве случаев инженерных расчетов можно принимать К 1. При необходимости получения более точных результатов, а также te случае значительной летучести определяемых химических эле ментов коэффициент может быть определен экспериментально.
Следует отметить, что соотношение (2) не учитывает отличия формы проплавления от равнобедренного треугольника, которая по литературным данным и по мнению авторов является оптимальной, В случае значительных отклонений формы проплавления от указанной необходим пересчет долей участия каждого из свариваемых металлов в составе шва, который может быть выполнен по макрошлифам пробных проплавлений с применением эпидиаскопа. При изменении угла а меняется и распределение тепловло,.
5
10
15
20
25
30
35
40
45
50
55
жения между свариваемыми деталями, остаточные деформации в каждой из них.
П р и м е р. На установке электронно-лучевой сварки А.306.13 с энергоблоком У- 250А сваривали диски один из которых был изготовлен из электротехнической стали Э- 12, другой из стали 35, требуемая глубина проплавления 20 мм. При подборе оптимального режима сварки (ил 28 кВ; л 430 мА; VCB 10 мм/с) была определена ширина шва Ь, которая составила 6 мм. По данным химического анализа, содержание углерода в стали 35-0,34%, в стали Э-12 - 0,02%. Требуемое среднее содержание углерода в металле шва 0,1%. В этом случае угол « 3047, К 1, смещение X 1,32 мм. В процессе токарной обработки деталей были выполнены указанные углы а, на расстоянии X 1,32 мм была нанесена риска. При сварке луч на риску наводился визуально. После сварки из поперечных макрошлифов сверлом 02,5 мм из средней части швов была взята стружка. В результате ее химического анализа было определено содержание углерода 0,09%.
Отличие результатов химического анализа от прогнозируемой величины авторы считают допустимым для инженерной практики.
Использование изобретения позволит повысить стабильность качества сварных швов; регулировать химсостав металла шва при сварке различных металлов; регулировать распределение тепловложения между свариваемыми деталями,
Формула изобретения
Способ лучевой сварки, при котором стык соединяемых элементов выполняют косым, а нормально падающий луч смещают от линии стыка, отличаю щи и с я тем, что, с целью повышения стабильности качества сварного шва, регулирования химсостава металла шва при сварке различных металлов и распределения тепловложения между свариваемыми деталями, луч направляют на линию, которую располагают от линии стыка со стороны, обеспечивающей пересечение луча с плоскостью стыка, на расстоянии X h.tg а, где h - требуемая глубина проплавления, а - угол наклона плоскости стыка, при этом угол аудовлетворяет соотношению а arctg( -учг-), где b ширина шва, или при сварке разнородных материалов с треугольной формой проплавт ления угол а определяют по соотношению
а К arctghr
Ашв-j(Ai +A2)
Ai - А2
,
Ai - содержание химического элемента А в детали; на поверхность которой направляют луч;
А2 - содержание химического элемента 5 А во второй сопрягаемой детали;
где Ашв требуемое среднее содержаниеК - коэффициент, учитывающий потери химического элемента А в сварном шве; элемента А на испарение в процессе плавлени.я.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2015 |
|
RU2615101C1 |
| Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов | 2016 |
|
RU2635445C1 |
| СПОСОБ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2301136C2 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| Способ сварки плавлением высоколегированных высокопрочных титановых сплавов | 1980 |
|
SU904937A1 |

Использование: сварка деталей различной жесткости. Сущность изобретения: при лучевой сварке соединений с косым стыком нормально подающий луч направляют на линию, которую располагают от линии стыка, со стороны, обеспечивающей пересечение луча с плоскостью стыка на расстоянии X h tga , где h - требуемая глубина про- плавления, а- угол наклона плоскости стыка. При этом угол а должен удовлетворять соотношениям а arctgb/2h или arctgb/2h а К arctg Ъ/ггАшв - 1/2 (Ai + ; +A2)/Ai - A2J, где b - ширина шва, h - требу- . емая глубина проплавления; АШв - среднее содержание химического элемента А в сварном шве, Ai - содержание химического элемента А в детали, на поверхность которой направляется луч, А2 - содержание химиче- ского элемента А во второй сопрягаемой детали, К - коэффициент, учитывающий потери элемента А на испарение в процессе плавления.1 ил.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ подготовки под сварку кольце-ВыХ СОЕдиНЕНий ТРуб | 1979 |
|
SU804298A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США №4352004, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
