Изобретение относится к области сварки и, в частности, к электронно-лучевой сварке стыкозамковых соединений тонкостенных оболочек с заглушками.
Известен способ контроля глубины проплавления при электронно-лучевой сварке по смещению шва относительно стыка, при котором выполняют сварку изделия с предварительным фиксированием места положения стыка с последующим нанесением риски на его поверхности лучом малой мощности (см. а.с. СССР 742075).
Недостатками этого решения являются:
- отсутствие возможности оперативного контроля за стабильностью глубины проплавления во время сварки при поточном производстве или в процессе сварки партии изделий, находящейся в вакуумной камере сварочной установки;
- невозможность определить наличие непровара или приближение глубины проплавления к минимально допустимому значению за счет уменьшения тепловложения или увеличения теплоотвода от сварочной ванны.
Наиболее близким к предлагаемому решению является способ контроля качества сварных соединений, заключающийся в сварке собранного образца-спутника, изготовленного в виде пакета листов, из которого затем выполняют шлиф сварного соединения и по отсутствию стыков между листами определяют геометрию сварного шва (см. а.с. СССР 638441, В23К 28/00 - прототип).
Недостатком известного способа является отсутствие возможности оперативного контроля за стабильностью глубины проплавления во время сварки при поточном производстве или в процессе сварки партии изделий, находящейся в вакуумной камере сварочной установки.
Технической задачей изобретения является повышение оперативности контроля за глубиной проплавления и предотвращение массового брака.
Поставленная задача достигается тем, что в известном способе контроля глубины проплавления при электронно-лучевой сварке, заключающемся в сборке свариваемых деталей в упор и последующей их сварке, согласно предлагаемому решению сборку осуществляют, по крайней мере, с одним местным зазором в стыке, распространяющимся на всю его глубину и имеющим протяженность в направлении сварки не менее величины сварочной ванны в этом направлении при ширине 0,2-0,4 толщины стенки оболочки, который создают за счет вертикального канала, выполняемого на свариваемом торце заглушки при ее изготовлении, при этом сварку в зоне зазора осуществляют с уменьшенной теплоотдачей в заглушку за счет выполнения при ее изготовлении на посадочном месте в оболочку лыски, соединяющейся с вертикальным каналом в нижней части стыка, а наличие требуемой величины проплавления определяют по отсутствию недопустимых наружных дефектов сварного шва в зоне расположения зазора.
Указанная совокупность признаков является новой, неизвестной из уровня техники и решает поставленную задачу, так как:
- наличие в стыке зазора на всю его глубину в виде канала на свариваемом торце заглушки при его протяженности в направлении сварки больше величины сварочной ванны в этом направлении уменьшает объем сварочной ванны на участке зазора и способствует образованию наружных дефектов сварного шва при уменьшении глубины проплавления. Увеличение ширины зазора более 0,4 от толщины оболочки приводит к образованию недопустимого провала сварного шва на участке стыка с зазором даже при нормальных условиях сварки. При ширине зазора менее 0,2 от толщины стенки возможно получение глубины проплавления менее требуемой при качественном внешнем виде сварного шва;
- нарушение теплоотдачи в заглушку за счет выполнения на ней лыски, соединяющейся с каналом в нижней части стыка, способствует быстрому оплавлению участка оболочки над лыской, что при наличии относительно холодной заглушки в этом месте приводит к образованию недопустимого наружного дефекта сварного шва в виде несплавления;
- появление наружных дефектов сварного шва в месте расположения зазора и лыски свидетельствует о недопустимом изменении режимов сварки и дает основание остановить сварку последующих изделий, что предотвращает либо массовый брак, либо попадание сварных швов с недопустимой величиной проплавления в годную продукцию.
Предлагаемый способ поясняется чертежами.
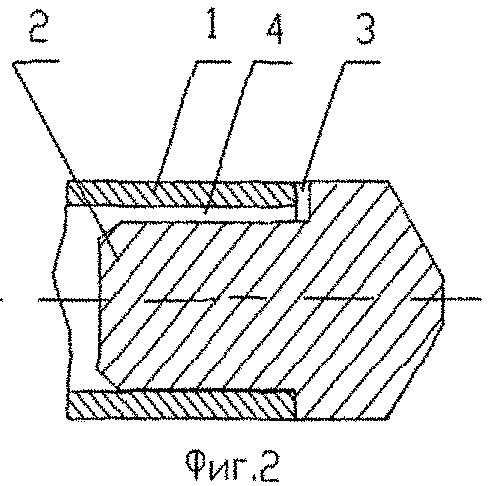
На фиг.1 представлена схема реализации предлагаемого способа.
На фиг.2 показано сечение собранного соединения.
Способ реализуется следующим образом.
Оболочка 1 собирается в упор с заглушкой 2, на которой предварительно выполнен канал 3 и лыска 4. После сборки между торцом заглушки 2 и оболочки 1 образуется местный зазор, образованный каналом 3 и торцом оболочки 1, протяженностью в направлении сварки не менее величины сварочной ванны 5. Подготовленные таким образом изделия загружаются в вакуумную камеру сварочной установки, где после создания необходимого разряжения начинается их сварка по заданному режиму. Если в процессе сварки уменьшается тепловложение в сварной шов 6 по причинам, которые сложно определить аппаратурно, то при достижении критической величины проплавления, равной, как правило, толщине стенки оболочки, из-за уменьшения объема расплавленного металла в сварочной ванне при прохождении луча по зазору 3 и уменьшения теплоотвода в заглушку за счет зазора между внутренней поверхностью оболочки 1 и посадочным местом заглушки 2, в месте расположения лыски 4 в сварном шве формируется недопустимый дефект внешнего вида типа несплавления или провала. При появлении такого дефекта сварка последующих изделий прекращается до выяснения и устранения причины изменения условий сварки. Это позволяет недопустить появления большого количества изделий с непроварами сварного шва, которые, в лучшем случае, будут обнаружены и забракованы в дальнейшем неразрушающими методами контроля, а в худшем, если величина непровара соизмерима с предельной чувствительностью применяющихся методов неразрушающего контроля, могут попасть в годную продукцию и явиться причиной выхода из строя изделий при их эксплуатации. Конкретные величины лыски, зазора определяются экспериментально в зависимости от режима сварки, геометрии торца оболочки. Так, например, если торец оболочки перед сборкой обрабатывается со снятием фасок, уменьшающих объем расплавленного металла в сварочной ванне, размеры канала и лыски выбираются ближе к их минимальному значению.
Предлагаемый способ реализован в технологии производства тепловыделяющих элементов типа ВВЭР с оболочками из сплава циркония при приварке к ним электронно-лучевой сваркой заглушек. Толщина стенки оболочки составляет 0,65 мм. Наружный диаметр 9,15 мм. Торец оболочки обрабатывался со снятием фасок величиной 0,15-0,2 мм. Предварительно на заглушке при ее изготовлении выполняется канал и лыска. После сборки канал образует с торцом оболочки местный зазор шириной 0,25-0,15 мм, протяженность которого вдоль стыка составляет около 3,5 мм. Диаметр сварочной ванны составляет 3 мм. Величина лыски на посадочном месте заглушки в радиальном направлении находится в пределах 0,15-0,2 мм. По ширине канал и лыска совпадают. Сварка выполняется в установках камерного типа с одновременной загрузкой изделий в количестве более 100 шт. Сварка выполняется при ускоряющем напряжении 30 кВ, токе сварки порядка 15 мА и скорости сварки 1 оборот за 3 секунды. При уменьшении проплавляющей способности луча до величины, равной или меньшей толщины стенки оболочки, в месте расположения зазора и лыски образуются недопустимые, явно видимые наружные дефекты типа несплавления или провала, при появлении которых сварка прекращается до устранения причин, вызывающих эти дефекты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ ЦИРКОНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2254216C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2301137C2 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |
Изобретение относится к области сварки, а именно к электронно-лучевой сварке стыкозамковых соединений тонкостенных оболочек с заглушками. Собирают в упор тонкостенную оболочку с заглушкой и сваривают их электронно-лучевой сваркой. Сборку осуществляют, по крайней мере, с одним местным зазором в стыке, распространяющимся на всю его глубину и имеющим протяженность вдоль стыка не менее величины сварочной ванны в этом направлении и ширину, составляющую 0,2-0,4 толщины стенки оболочки. Зазор получают за счет создания на свариваемом торце заглушки при ее изготовлении вертикального канала. Сварку в зоне нахождения зазора осуществляют с уменьшенной теплоотдачей в заглушку за счет предварительного выполнения на посадочном месте заглушки лыски, соединяющейся с вертикальным каналом в нижней части стыка. Требуемую величину проплавления определяют по отсутствию недопустимых наружных дефектов сварного шва в зоне расположения зазора. Повышается оперативность контроля за глубиной проплавления и предотвращается массовый брак. 1 з.п. ф-лы, 2 ил.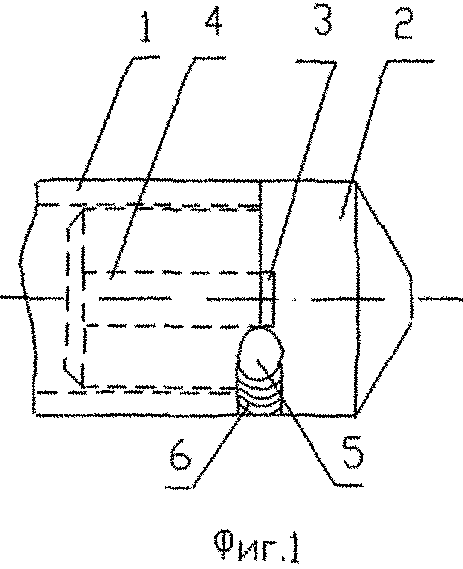
| Способ контроля качества сварных соединений | 1976 |
|
SU638441A1 |
| СПОСОБ И ОБРАЗЕЦ ДЛЯ КОНТРОЛЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ ЛАЗЕРНОЙ СВАРКЕ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2248867C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1977 |
|
SU742075A1 |
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1978 |
|
SU733921A1 |
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1985 |
|
SU1268347A1 |
| Способ электронно-лучевой сварки сКОНТРОлЕМ и РЕгулиРОВАНиЕМ глубиНыпРОплАВлЕНия | 1971 |
|
SU401105A1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1985 |
|
SU1358226A1 |
| Способ контроля глубины проплавления при электронно-лучевой обработке | 1979 |
|
SU818092A1 |
| GB 1439910 A, 16.06.1976 | |||
| Индукторная машина с жидкостным охлаждением | 1987 |
|
SU1453526A2 |

