Изобретение относится к станкостроению, в частности к станкам для шлифования криволинейных деталей переменного сечения из древесины. .
Цель изобретения - повышение производительности обработки деталей разной длины. .
На фиг. 1 изображен шлифовальный станок; нафиг.2-тоже, вид сверху: на фиг.З - изображена лента механизма подачи с одним из переставных упоров; на фиг.4 дан вид сверху на станок, настроенный на обработку коротких деталей. . Шлифовальный станок включает стол 1 с регулируемыми направляющими 2 и 3, между которыми проходит лента 4 механизма подачи с переставными упорами 5 над которой расположен ряд прижимных роликов 6. Стол 1 и механизм подачи выполнены в виде двух секций А и Б. между которыми образована зона шлифования В. Над столом 1 размещена связанная с ним посредством
поводков 7 и 8 следящая система, образованная двумя телескопическими шарнирными параллелограммами 9, 10и 11, 12, фиксация длины которых производится фиксирующими винтами 13 и 14. Шарнирные параллелограммы имеют общую, выполненную телескопической, сторону 15 и 16, фиксация длины которой производится фиксирующим винтом 17. Шарнирные параллелограммы 9. 10 и 11, 12 стягиваются между собой пружиной 18. Шарнирная опора поводка 7 установлена на втулке 19, установленной с возможностью перемещения и фиксации винтом 20 на скалке 21, закрепляемой на столе 1 параллельно ему.
В передних (по ходу подачи детали) шарнирных параллелограммов в зоне шлифования В размещены абразивные инструменты 22 с приводом 23, а в задних - щупы 24.
Расстояние между абразивными инструментами 22 и щупами 24, т.е. длина звеньт
С
х. ел
(
ев шарнирных параллелограммов 9,10 и 11, 12 и их общей стороны 15; 16, устанавливаемое при переналадках станка принимается равным шагу между переставными упорами 5 механизма подачи, длина которого принимается равной длине обрабатываемой детали плюс величина зазора на удобство загрузки деталей на обработку.
Для охвата широкого диапазона длин обрабатываемых деталей на ленте 4 механизма подачи предусмотрены отверстия с определенным шагом (например, равным 50 мм), а на переставных упорах выполнены пазы (см.фиг.3). Фиксацияупоровбна ленте 4 производится винтами 25 с гайками 26.
Работа шлифовального.станка осуществляется следующим образом.
В зависимости от длины обрабатываемых деталей устанавливается необходимая длина шарнирных параллелограммов 9, 10 и 11,12 и их общей стороны 15 и 16 для чего они удлиняются, либо укорачиваются, после чего винтами 13. 14 и 17 ПРОИЗВОДИТСЯ фиксация их длин. При этом втулка 19 с шарнирной опорой поводка 7 также перемещается на скалке 21 в соответствующее место и фиксируется винтом 20. Требуемое расстояние устанавливается и между переставными упорами 5. Для этого они переставляются на ленте 4 на необходимые отверстия и фиксируются винтами 25 с гайками.2б. После чего станок включается.
Непрерывно поступающие иа обработку по ленте 4 механизма подачи детали 27 базируются на нем при помощи упоров 5, направляющих2-3 и ряда прижимных роликов 6. Преодолевая усилие пружины 18, деталь 27 через щупы 24.проходит к абразивным инструментам 22, В этот момент к щупам 24 поступает очередная де- таль. которая, раздвигая их, также вынуждает расходиться и абразивные.инструменты 22, через которые идет обрабатываемая деталь. Таким образом удается поддерживать постоянным, независимо от изменения сечения обрабатываемой детали, усилие шлифования, выбранное при настройке станка.
При обработке коротких криволинейных деталей (длиной до 0,3 м)упоры на ленте механизма подачи выставляются на расстоянии 0,34 м друг от друга при длинен.
деталей, например, равной 0,3 м, а длина шарнирных параллелограммов и их общей стороны и втулка с шарнирной опорой поводка 7 на скалке 21 устанавливаются таким образом, чтобы расстояние между щупами и
абразивными инструментами было бы крат- но шагу упоров (наприме.р,б2 - 1,36м). При этом, если абразивные инструменты шлифуют первую по ходу, перемещения деталей деталь, то команду на их перемещение в
этот момент дают щупы, взаимодействующие либо с.третьей (если расстояние между щупами и абразивными инструментами кратно трем шагам упоров), либо с четвертой (если это расстояние кратно четырем).
Использование изобретения позволит . значительно повысить производительность станка при обработке деталей переменного сечения различной длины и вместе с тем обеспечит возможность обработки на тлифовальном станке криволинейных деталей превосходящих по длине заднюю ножку стула ..;-. -. , . -
Ф о р м у л а и з о б р е т е н и я Шлифовальный станок для обработки
деталей сложного профиля, содержащий стол, механизм базирования и подачи деталей, абразивные головки с приводами их вращения и связывающие головки, два шарнирных параллелограмма с общей пэраллельной столу стороной с щупами, при этом
концы общей стороны параллелограмма установлены на поводках с шарнирными опорами, одна из которых, наиболее удаленная
от щупов, установлена на механизме подачи, отличающийся тем, что, с целью повышения производительности обработки деталей разной длины, общая сторона параллелограммов и параллельные ей их стороны выполнены телескопическими с
возможностью относительной фиксации элементов телескопии, а ставок снабжен связанной со столом скалкой для установки и фиксации на ней опоры другого поводка и регулируемыми упорами механизма подачи.
е J //# Р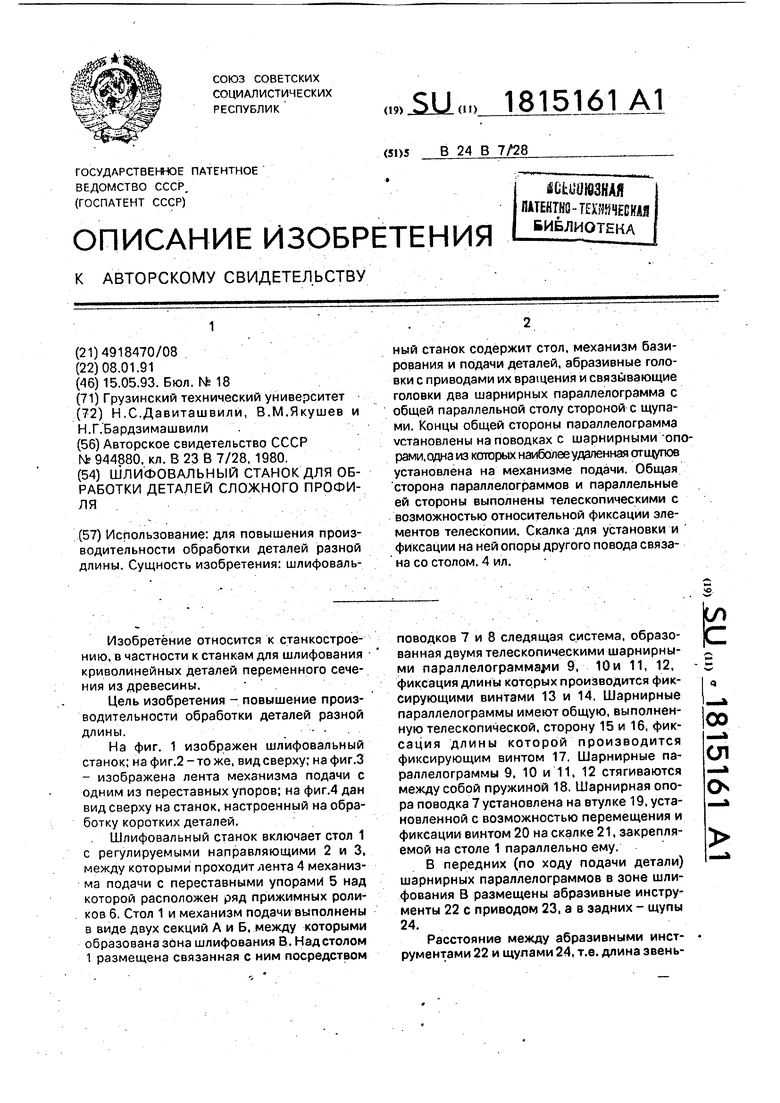
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок для обработки деталей сложного профиля | 1980 |
|
SU944880A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| Устройство для шлифования деталей круглого сечения | 1985 |
|
SU1321559A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1093495A1 |
| Шлифовальный станок | 1983 |
|
SU1202824A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
Использование: для повышения производительности обработки деталей разной длины. Сущность изобретения: шлифовальный станок содержит стол, механизм базирования и подачи деталей, абразивные головки с приводами их вращения и связывающие головки два шарнирных параллелограмма с общей параллельной столу стороной с щупами. Концы общей стороны параллелограмма установлены на поводках с шарнирными опорами, одна из которых наиболее удаленная отщупов установлена на механизме подачи. Общая сторона параллелограммов и параллельные ей стороны выполнены телескопическими с возможностью относительной фиксации элементов телескопии. Скалка для установки и фиксации на ней опоры другого повода связана со столом. 4 ил.
| Шлифовальный станок для обработки деталей сложного профиля | 1980 |
|
SU944880A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
