Изобретение относится PC станкостроению, а именно к устройствам для обработки деталей из древесины шлифованием.
Цель изобретения - повышение качества и снижение себестоимости обработки деталей диаметром 0,008-0,02 м путем оптимизации использования абразивной ленты.
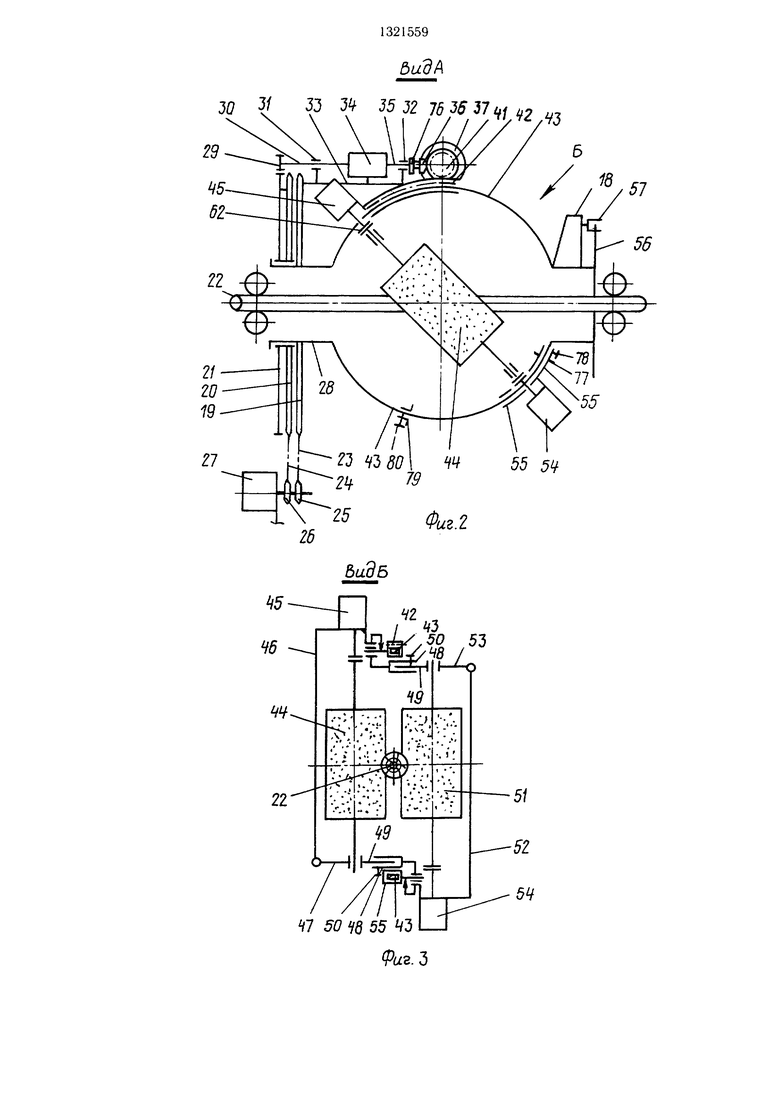
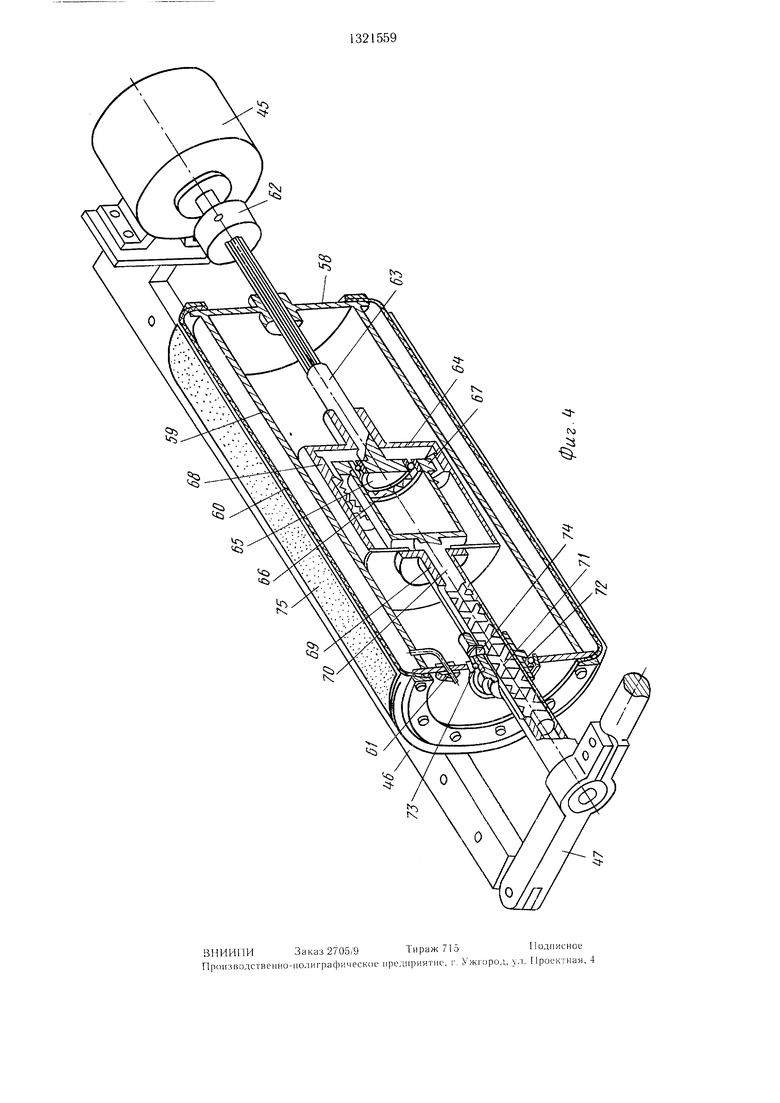
На фиг. 1 представлена кинематическая схема устройства для шлифования деталей из древесины; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - шлифовальный цилиндр, разрез.
Устройство содержит стол 1, неподвиж- Eiyro 2 и регулируемую 3 направляющие, подающие вальцы 4 со звездочк-ами Бис приводом через цепь 6 и звездочку 7 на выходном валу редуктора 8 от электродвигателя 9, прижимные вальцы 10, каждый из которых смонтирован на рычаге 11, оттянутом пружиной 12 до упора в ограничитель 13. Шатун 14 и кривошипы 15 образуют шарнирный параллелограмм, удерживаемый в исходном положении двумя противодействующими пружинами 16 с регулировочными винтами 17. Параллелограмм несет на себе полый вращаюш,ийся ротор 18, состоящий из звездочек 19 и 20 и зубчатого колеса 21 с центральными отверстиями для прохождения деталей 22 и направляюш,их 2 и 3.
Разница в зубьях звездочек 19 и 20 составляет один зуб. Например, у звездочки 19 число зубьев 119, а у звездочки 20 число зубьев 120. Звездочки 19 и 20 через цепи 23 и 24 связаны с одинаковыми звездочками 25 и 26 (имеющими, например, по 10 зубьев), насаженными на вал электродвигателя 27 привода вращения ротора 18, установленного на шатуне 14 1парнирного параллелограмма. Звездочка 19 жестко закреплена на роторе 18, а звездочка 20 жестко скреплена с зубчатым колесом 21 и установлена на горловине 28 ротора 18 с возможностью вра- шения. С зубчатым колесом 21 зацепляется шестерня 29, сидящая на валу 30, установленном на подшипниках 31 и 32, закрепленных на кронштейне 33, жестко закрепленном на звездочке 19, составляюшей с ротором 18 одно целое.
Шестерня 29 через вал 30 связана с волновым редуктором 34, на выходном валу 35 которого насажена коническая шестерня 36, находящаяся в зацеплении с коническим колесом 37, насаженным на валу 38, установленном на подшипниках 39 и 40 на кронштейне 33. На валу 38 установлена также шестерня 41, находящаяся в зацеплении с зубчатым сектором 42, установленным на круговых направляющих 43 ротора 18 с возможностью перемещения. С зубчатым сектором 42 связан 1плифовальный цилийдр 44 с возможностью перестановки и фиксации через электродвигатель 45.
Узел шлифовального цилиндра 44, включающий кронштейн 46 и поворотную опору
47, посредством телескопических валов 48 и 49, фиксируемых винтами 50, связан с узлом шлифовального цилиндра 51, соединенного кронштейном 52 и поворотной опорой
53 с электродвигателем 54. Узел шлифовального цилиндра 51 перемещается на круговых направляющих 43 на втулках 55, с которыми он связан также с возможностью перестановки и фиксации. Благодаря связи узлов шлифовальных цилиндров 44 и 51
между собой через телескопические валы 48 и 49, а с зубчатым сектором 42 и с втулками 55 также с возможностью перестановки и фиксации, щлифовальные цилиндры 44 и 51 можно симметрично раздвигать, либо сдви5 гать относительно оси вращения ротора, чем достигается настройка их на определенный диаметр шлифуемых деталей. Для подвода тока к электродвигателям 45 и 54 на шатуне 14 установлены кольца 56, а на роторе - щетки 57.
Узлы щлифовальных цилиндров 44 и 51 выполнены одинаковыми по конструкции Шлифовальный цилиндр 44 содержит двг днища 58, соединенные жесткой цилиндри- 5 ческой стенкой 59. На днищах 58 закреплена эластичная резиновая цилиндрическая оболочка 60 так, что между жесткой стенкой 59 и эластичной оболочкой 60 образована герметическая полость, в которую посредством ниппеля 61 закачивается воздух
0 и создается давление, благодаря чему абразивная цкурка удерживается на цилиндре и обеспечивается возможность путем деформации цилиндра при обработке, обеспечивать необходимое пятно контакта. Шлифовальный цилиндр 44 удерживается на крон5 штейне 46 двумя валами. Вал электродвигателя 45 соединен муфтой 62 с входным валом 63 волнового редуктора, и.меющим шлицы для передачи крутящего момента на шли- цевую втулку, жестко закрепленную на дни0 Ще 58 шлифовального цилиндра 44. Корпус 64 волнового редуктора неподвижен и смонтирован внутри шлифовального цилиндра 44. Волновой редуктор содержит кулачок 65, гибкий подшипник 66, гибкое зубчатое колесо 67 и жесткую шестерню 68. Корпус 64 редуктора выполнен с пустотелым цилиндрическим хвостовиком 69 и снабжен сквозным продольным пазом. За этот хвостовик редуктор жестко крепится к кронштейну 46 через ооворотную опору 47, несущую
0 один из телескопических валов 49. Выходной вал 70, связанный с гибким зубчатым колесом 67, имеет винтовую пересекающуюся нарезку 71 и входит в полость хвостовика 69. Шлифовальный цилиндр одним своим концом - щлицевой втулкой опирается на вход5 ной вал 63, а вторым - на цилиндрическую поверхность хвостовика 69. Для этого имеется направляющая втулка 72, установленная на подшипнике 73. Втулка 72 не5
сет на себе палец 74, который проходит сквозь паз в хвостовике 69 и находится в зацеплении с винтовой нарезкой 71 выходного вала. Абразивный рукав (лента), надеваемый на пневмоцилиндр, обозначен позицией 75.
Предохранительная муфта 76 служит для разрыва кинематической цепи от электродвигателя 27 к зубчатому сектору 42 при взаимодействии втулки 55 с упором 77, устанавливаемым на направляющей 43 и фиксируемым винтом 78. Муфта 76 разрывает кинематическую цепь и при возврате (развороте) шлифовальных цилиндров в начальное положение до касания торца одной из втулок 55 в торец упора 79, фиксируемого 15 на направляющей 43 винтом 80. При этом шлифовальные цилиндры занимают положение, когда их оси перпендикулярны оси вращения ротора.
ное возвратно-поступательное движение, обеспечивающее равномерное использование абразивной шкурки на всей длине цилиндра. Это осуществляется за счет осевого
5 движения шлифовальных цилиндров 44 и 51 относительно кронштейнов 46 и 52
Вращательное движение электродвигателя 45 (фиг. 4) через муфту 62 передается на шлицевой вал 63, который передает вра.Q щение через шлицевую втулку, жестко закрепленную на днище 58, шлифовальному цилиндру 44. На конце вала 63 находится кулачок 65 волнового редуктора, от которого через жесткую шестерню 68 корпуса 64 вращение передается гибкой шестерне 67 и далее на выходной вал 70. Последний имеет винтовую пересекающуюся нарезку 71. Палец 74 втулки 72, установленной на под- щипнике 73, жестко закрепленном в осевом направлении на днище 58 шлифовального
зом.
Устройство работает следующим обра- п цилиндра 44, при вращении вала 70 перемещается в крайнее положение, например, левой нарезки, затем переходит в правую и перемещается к противоположному крайнему положению, ведя за собой втулку 72 с цилиндром 44, осуществляя возвратно-постуНа шлифовальных цилиндрах 44 и 51 устанавливаются новые (неизношенные) абразивные шкурки 75, и они вместе с зубчатым сектором 42 перемещаются на KpyroBiiix
мещается в крайнее положение, например, левой нарезки, затем переходит в правую и перемещается к противоположному крайнему положению, ведя за собой втулку 72 с цилиндром 44, осуществляя возвратно-постунаправляющих 43 в начальное положение, 25 нательное перемещение щлифовального цикогда оси шлифовальных цилиндров 44 и 51 перпендикулярны оси вращения ротора 18. По размерам шлифуемой детали выставляется направляющая 3 (фиг. 1). Измененилиндра.
При работе устройства (фиг. 1 и 2) вращение от электродвигателя 27 передается через, звездочки 25 и 26, цепи 23 и 24 звезем длины телескопических валов 48 и 49, а .Q дочкам 19 и 20 и связанному жестко с ним также места крепления шлифовальных уз-
лов к зубчатому сектору 42 и к втулкам 55 устанавливается необходимый зазор между шлифовальными цилиндрами 44 и 51 и зажимаются фиксирующие винты. Фиксацией упора 77 на направляющей 43 устанавлива- звездочками 19 и 20 в один зуб начинают
зубчатому колесу 21. При этом звездочка 19, жестко связанная с ротором, вращает его, а звездочка 20 и зубчатое колесо 21, вращаясь вместе с ротором, в то же время, благодаря разнице в числе зубьев между
ется угол наклона шлифовальных цилиндров в процессе обработки. Установленный зазор между шлифовальными цилиндрами обеспечивает необходимый прижим цилиндров к обрабатываемой детали. С помощью винтов 17 и пружин 16 шарнирный параллелограмм устанавливается в исходное положение.
обгонять либо отставать от вращения ротора, совершая относительно него замедленное вращение, которое передается через зубчатое колесо 21 шестерне 29 и входному валу 30 волнового редуктора 34, далее от вы- 0 ходного вала 35 редуктора 34 через предохранительную муфту 76, конические зубчатые колеса 36 и 37 передается шестерне 41, а через нее и зубчатому сектору 42.
обгонять либо отставать от вращения ротора, совершая относительно него замедленное вращение, которое передается через зубчатое колесо 21 шестерне 29 и входному валу 30 волнового редуктора 34, далее от вы- 0 ходного вала 35 редуктора 34 через предохранительную муфту 76, конические зубчатые колеса 36 и 37 передается шестерне 41, а через нее и зубчатому сектору 42.
Зубчатый сектор 42, перемещаясь с заПо столу 1 заготовка 22 подается между
направляющими 2 и 3 к роликам (вальцам) 4медленной скоростью, поворачивает оси шлии 10, которые проталкивают ее между шли- 45 ф льных цилиндров 44 и 51 под углом к фовальными цилиндрами 44 и 51, вращаю- „ вращения ротора до тех пор, пока торец
щимися как вокруг своих осей, так и вмес- 55 не упрется в торец упора 77. При
дальнейшей работе устройства и задаче деталей на шлифование поворот осей шлифо- 50 вальных цилиндров не происходит, так как срабатывает предохранительная муфта 76, разрывающая кинематическую цепь от электродвигателя 27 к зубчатому сектору 42.
те с ротором 18 с такой скоростью, чтобы ширина первоначально установленной шлифуемой полосы была больше величины подачи заготовки на пол-оборота ротора 18 (при двух шлифовальных цилиндрах).
Слежение по криволинейному контуру детали обеспечивается качанием шатуна 14 на кривошипах 15, а возврат шатуна в исходное полох ение осуществляется пружинами 16.
Помимо вращательных движений, шлифовальные цилиндры совершают относительПосле выработки абразивными шкурка- 55 ми ресурса их рабочей стойкости устройство останавливается и производится замена шкурок. После этого шлифовальные цилиндры разворачиваются до упора втулки 55 в то5
ное возвратно-поступательное движение, обеспечивающее равномерное использование абразивной шкурки на всей длине цилиндра. Это осуществляется за счет осевого
движения шлифовальных цилиндров 44 и 51 относительно кронштейнов 46 и 52
Вращательное движение электродвигателя 45 (фиг. 4) через муфту 62 передается на шлицевой вал 63, который передает враQ щение через шлицевую втулку, жестко закрепленную на днище 58, шлифовальному цилиндру 44. На конце вала 63 находится кулачок 65 волнового редуктора, от которого через жесткую шестерню 68 корпуса 64 вращение передается гибкой шестерне 67 и далее на выходной вал 70. Последний имеет винтовую пересекающуюся нарезку 71. Палец 74 втулки 72, установленной на под- щипнике 73, жестко закрепленном в осевом направлении на днище 58 шлифовального
мещается в крайнее положение, например, левой нарезки, затем переходит в правую и перемещается к противоположному крайнему положению, ведя за собой втулку 72 с цилиндром 44, осуществляя возвратно-постунательное перемещение щлифовального цилиндра.
При работе устройства (фиг. 1 и 2) вращение от электродвигателя 27 передается через, звездочки 25 и 26, цепи 23 и 24 звездочкам 19 и 20 и связанному жестко с ним
звездочками 19 и 20 в один зуб начинают
зубчатому колесу 21. При этом звездочка 19, жестко связанная с ротором, вращает его, а звездочка 20 и зубчатое колесо 21, вращаясь вместе с ротором, в то же время, благодаря разнице в числе зубьев между
звездочками 19 и 20 в один зуб начинают
обгонять либо отставать от вращения ротора, совершая относительно него замедленное вращение, которое передается через зубчатое колесо 21 шестерне 29 и входному валу 30 волнового редуктора 34, далее от вы- 0 ходного вала 35 редуктора 34 через предохранительную муфту 76, конические зубчатые колеса 36 и 37 передается шестерне 41, а через нее и зубчатому сектору 42.
Зубчатый сектор 42, перемещаясь с замедленной скоростью, поворачивает оси шлиПосле выработки абразивными шкурка- 55 ми ресурса их рабочей стойкости устройство останавливается и производится замена шкурок. После этого шлифовальные цилиндры разворачиваются до упора втулки 55 в торец упора 77. При этом оси цилиндров вновь занимают положение, при котором они находятся в плоскости, перпендикулярной оси вращения ротора, после чего устройство вновь пускается в работу.
Таким образом, по мере износа абразивных шкурок за счет разворота их осей под углом к оси вращения ротора и, следовательно, увеличения площади пятен контакта и линий контакта, а также благодаря резанию под углом к направлению волокон деталей поддерживается постоянной удельная производительность процесса при обработке как деталей диаметром от 0,008-0,02 м так и выще (до 0,06-0,08 м).
Формула изобретения
Устройство для шлифования деталей круглого сечения из древесины, содержаш,ее ста
5
нину, систему прижимных и приводных роликов, установленный на шатуне шарнирного параллелограмма с подпружиненными кривошипами полый ротор с приводом вращения и с подпружиненными коромыслами, несущими шлифовальные пневмоцилиндры с приводом их вращения и продольного перемещения, при этом привод вращения ротора связан с установленным на роторе с возможностью перемещения зубчатым колесом, отличающееся тем, что, с целью обеспечения качества и снижения себестоимости обработки шлифуемой детали, ротор снабжен круговой направляющей, а шлифовальные пневмоцилиндры снабжены установленными с возможностью перемещения и фиксации на круговой направляющей направляющими втулками, на одной из которых выполнен зубчатый сектор, кинематически связанный с зубчатым колесом, установленным на роторе.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| Устройство для шлифования | 1982 |
|
SU1024238A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1266712A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1054027A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1301658A2 |
| Устройство для шлифования гнутых деталей из древесины | 1982 |
|
SU1065152A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU806376A1 |
Изобретение относится к станкостроению, а именно к шлифованию гнутых деталей из древесины. Цель изобретения - повышение качества и снижение себестоимости обработки деталей диаметром 0,008- 0,02 М путем оптимизации использования абразивной ленты. Устройство содержит вальцы, подсекающие деталь к шлифовальным цилиндрам, установленным с возможностью перемещения кольцевых направляющих вращающегося ротора. Зубчатый сектор жестко связан с парой скрепленных между собой с возможностью регулирования зазора шлифовальных цилиндров. Электродвигатель привода вращения ротора через звездочки, волновой редуктор, шестерню связан с зубчатым сектором. 4 ил. ю а ос ю tmmi, СП СЛ СО
,. -
X.
фиг
f
,0 j/ 33 3 f .2.3
budf
3(| w
25
55 5V
Фиг.2
5идБ
7 50 4Q 55 ЧЪ
(риг.Ъ
31-1ИИПИЗаказ2705 9Тираж 715Подписное
Производственно-полиграфическое иреднринтие, i , Ужгород, ул. Проектная, 4
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
