1
Изобретение относится к деревообработке и может быть использовано при шлифовании, например, лыж.
Цель изобретения - повышение качества обработки деталей путем обеспечения согласованного перемещения следящего ролика на шлифовальной головке.
На фиг. 1 показана схема шлифовального станка на фиг. 2 - то же, вид сверх.у , на фиг. 3 - схема расположения контактного ролика и шлифуемого барабана в момент обработки.
Шлифовальный станок состоит из основания, включающего стол 1, шлифовальной головки, содержащей приводной 2, натяжной 3, контактньш 4 и свободный 5 барабаны, обхватьша емые- шлифовальной лентой 6. Контактный 4 и свободный 5 барабаны соединены жестко между собой планками 7. Планки 7 закреплены на шарнирном параллелограмме 8, установленнй м на опоре 9. Одноплечий рычаг 10, являющийся продолжением одной из сторон шарнирного параллелограмма 8, посредством стержня 11 соединен с одноплечим рычагом 12, установленным на оси опоры 13. Одноплечий рычаг 12 соединен через стержень 14 с одним плечом двуплечего рычага 15 установленного на оси опоры 16. Второе плечо двуплечего рычага 15 соединено стержнем I7 с параллелограммом 18, установленным на стойке 19, на параллелограмме 18 крепится контактный ролик 20. Одноплечие рычаги 10 и 12 и двуплечий рычаг I5 установлены с возможностью поворота в одной плоскости. Для базирования и подачи детали 21 служат три пары вертикально расположенных роликов 22. Силовое замыкание следящей системы осуществляется пружиной 23. Приводной барабан 2 связан с двигателем 24. Минимальное расстояние между контактным роликом 20, контактным барабаном 4 устанавливается винтом 25. С целью обеспечения равных перемещений контактного ролика 20 и контактного барабана 4 двуплечий рычаг 15 имеет плечи одинаковой длины. Рычаг 12 взаимодействует ср ед ней своей частью через стержень 14 с рычагом 15, а рычаг 10 взаимодействует средней своей частью с шарнирным параллелограммом шлифовальной головки.
02824
При зтом необходимо соблюдение условия .,
Ч(
5 где Dp - диаметр контактного ролика-j
D - диаметр барабанов. Станок работает следующим образом.
Деталь 21 укладывается на стол 1
10 основания и подается между базирующими и подающими роликами 22. Ролики 22, вращаясь, направляют ее между контактным роликом 20 следящей системы и контактным барабаном 4
15 шлифовальной головки. При равенстве диаметров контактного ролика и контактного барабана касание детали с роликом и барабаном происходит одновременно. Контактный ролик 20
20 перемещается под действием детали вместе с параллелограммом 18, передавая движение через стержень I7 двуплечему рычагу 15, который, поворачиваясь вокруг оси опоры 16, пе25 ремещает стержень I4. Стержень 14 поворачивает рычаг 12 вокруг оси опоры.13. Рычаг 12 передает движение через стержень 11 рычагу 10, который, поворачиваясь вокруг оси
30 опоры 9, перемещает параллелограмм 18 вместе с планками 7, жестко соединяющими контактный 4 и свободный 5 барабаны, огибаемые шлифовальной лентой 6. Контактный барабан 4 соj вершает движение по траектории, симметричной той, которую задает контактный ролик 20. Двигатель 24 приводит во вращение приводной барабан 2, передающий движение шлифоваль40 ной ленте 6. Деталь 21, совершая движение (по стрелке), обрабатьша- ется шлифовальной лентой.
При условии неравенства диамет- 45 ров D больше 1 при прохождении детали между шлифовальной головкой и следяпщм роликом в начальный момент времени в контакт с деталью вступает следящий ролик, так как ди- 50 аметр его больше. На фиг. 3 в положении Г деталь контактирует со следящим роликом 20 в точке С, точка К, симметрично расположенная относительно оси А детали, со шлифу- J5 ющим .барабаном 4 не контактирует. При перемещении детали в положение П следящий ролик перемещается влево на расстояние, равное
Ъ -2-а,
где В - ширина детали в данном сечении ,
а - половина расстояния между следящим роликом и шлифующим барабаном
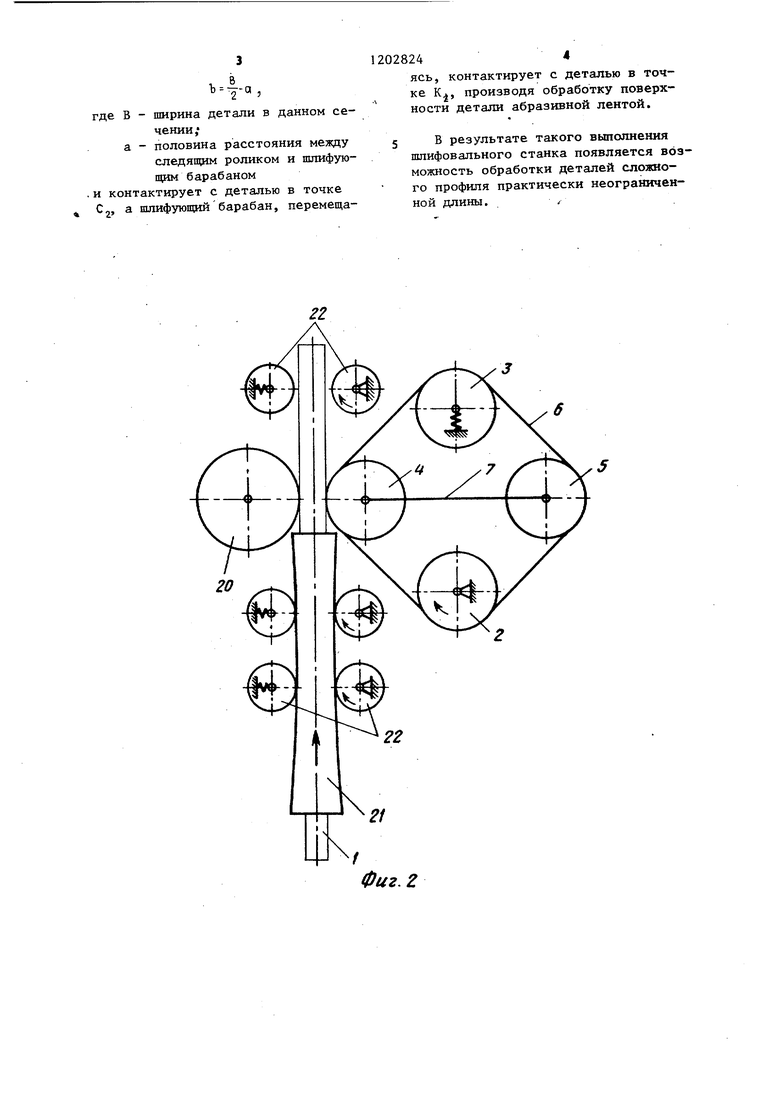
. и контактирует с деталью в точке Cj, а шлифующий барабан, перемеща12028244
ясь, контактирует с деталью в точке Ki, производя обработку поверхности детали абразивной леитой.
5 В результате такого выполнения шлифовального станка появляется возможность обработки деталей сложного профиля практически неограниченной длины. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Швейный полуавтомат | 1976 |
|
SU672250A1 |
| Полуавтомат для зачистки деталей, имеющих форму тел вращения | 1978 |
|
SU779026A1 |
| Устройство для полирования криволинейных поверхностей деталей | 1981 |
|
SU982877A1 |
| Полуавтомат для зачистки деталей,имеющих форму тел вращения | 1979 |
|
SU891353A2 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1036648A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Устройство для шлифования гнутых деталей из древесины | 1982 |
|
SU1065152A1 |
| Устройство для полирования криволинейных поверхностей деталей | 1982 |
|
SU1085780A2 |
| Устройство для намотки ленты на катушку на текстильных машинах | 1966 |
|
SU268949A1 |


Фиг. г
f--а
/
--1--4 7
Редактор А.Сабо
Составитель А.Афанасьева
Техред О.Ващишина Корректор В.Бутяга
Заказ 8362/17 Тираж 768Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ГПШ Патент, г. Ужгород, ул. Проектная, 4
| Шлифовальный станок для обработки деталей сложного профиля | 1980 |
|
SU944880A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
