Изобретение относится к строительству и может быть применено в строительной индустрии и при монолитном бетонировании.
Цель изобретения - повышение качества поверхности изделий при исключении операций нанесения смазки и очистки форм.
Это достигается тем, что в способе изготовления бетонных и железобетонных изделий, включающем приготовление бетонной смеси, укладку ее в форму, уплотнение, пред- барительную выдержку отформованных изделий, воздействие ультразвуковых колебаний, термообработку и распалубку, воздействие ультразвуковых колебаний осуществляют на палубу формы в процессе предварительной выдержки изделий.
При воздействии на поверхность формы, соприкасающейся с твердеющим после формования изделием, ультразвуком по поверхности палубы происходит образование
слоя кавитационных пузырьков, которые захлопываясь нарушают образующиеся при твердении связи между опалубкой и изделием. В результате микроударов повышается качество и прочность защитного слоя изделий и как следствие их долговечность, атакже сокращаются операции по очистке и смазке форм перед укладкой бетонной смеси и улучшаются условия труда.
Кроме того, в связи с различной энергоемкостью ультразвуковой и электромагнитный установок и незначительным интервалом ультразвуковой обработки снижается расход электроэнергии.
Пример. Производилось изготовление бетонного фрагмента размером 0.4x0.3x0,1 м. Образцы изготавливались из цементного раствора состава 1:3 с В/Ц 0,65. Раствор приготаоливэлся на наиболее распространенном мелкозернистом песке с портландце- ментами марок M5QO и М400. После укладки. вформу без смазки производилось виПроупел
с
00 |СП
кэ
Я о
лотнение частотой 100 Гц до появления цементного молочка, после чего фрагменты в течение 3 ч выдерживались на открытом воздухе, при этом поверхность палубы из конструкционной стали обрабатывалась ультразвуком.
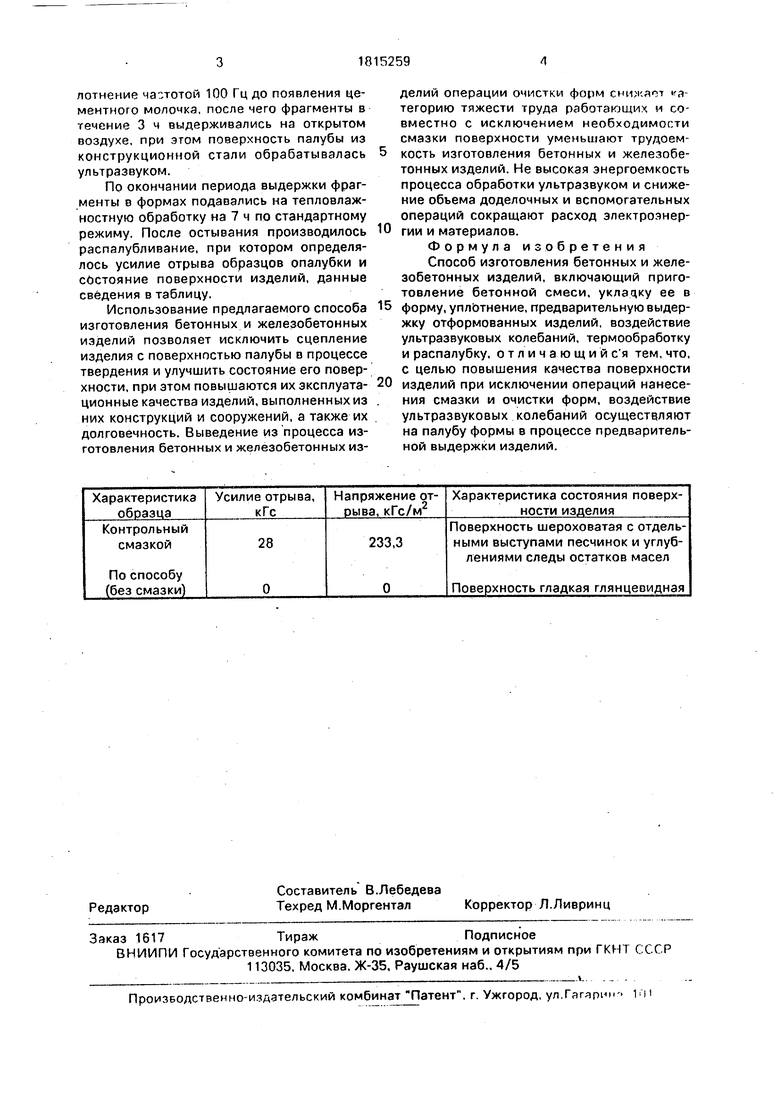
По окончании периода выдержки фрагменты в формах подавались на тепловлаж- ностную обработку на 7 ч по стандартному режиму. После остывания производилось распалубливание, при котором определялось усилие отрыва образцов опалубки и состояние поверхности изделий, данные сведения в таблицу.
Использование предлагаемого способа изготовления бетонных и железобетонных изделий позволяет исключить сцепление изделия с поверхностью палубы в процессе твердения и улучшить состояние его поверхности, при этом повышаются их эксплуатационные качества изделий, выполненных из них конструкций и сооружений, а также их долговечность. Выведение из процесса изготовления бетонных и железобетонных из0
делий операции очистки форм снижат м- тегорию тяжести труда работающих и совместно с исключением необходимости смазки поверхности уменьшают трудоемкость изготовления бетонных и железобетонных изделий. Не высокая энергоемкость процесса обработки ультразвуком и снижение объема доделочных и вспомогательных операций сокращают расход электроэнергии и материалов.
Формула изобретения Способ изготовления бетонных и железобетонных изделий, включающий приготовление бетонной смеси, укладку ее в 5 форму, уплотнение, предварительную выдержку отформованных изделий, воздействие ультразвуковых колебаний, термообработку и распалубку, о т л и ч а ю щ и и с я тем, что, с целью повышения качества поверхности изделий при исключении операций нанесения смазки и очистки форм, воздействие ультразвуковых колебаний осуществляют на палубу формы в процессе предварительной выдержки изделий.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, МОНОЛИТНЫХ КОНСТРУКЦИЙ И СООРУЖЕНИЙ | 2014 |
|
RU2552271C1 |
| Способ изготовления бетонных и желе-зОбЕТОННыХ издЕлий | 1979 |
|
SU833450A1 |
| Смазка для форм и опалубок | 1979 |
|
SU833448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2003 |
|
RU2270091C2 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2063335C1 |
| Способ изготовления ванн из полимерсиликатного железобетона | 1990 |
|
SU1782231A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ | 2010 |
|
RU2452620C2 |
| Способ распалубки бетонных и железобетонных конструкций | 1990 |
|
SU1766674A1 |
Использование: в области строительства при монолитном бетонировании строительных конструкций и при заводском их изготовлении. Сущность изобретения: бетонную смесь укладывают в форму или опалубку, уплотняют и выдерживают в нормальных условиях при воздействии ультразвуковых колебаний на палубу формы или опалубочного щита, после чего изделие подвергают тепловой обработке и распалубливают. Формы опалубки после распалубки имеют чистую поверхность, не нуждаются в очистке и смазке. 1 табл.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Способ изготовления строительных изделий | 1983 |
|
SU1217675A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для термообработки бетонных и железобетонных изделий | 1980 |
|
SU996397A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
