Изобретение относится к технологии производства торцевых электрических машин и может быть использовано в электротехнической промышленности при изготовлении витых сердечников статоров и роторов вращающихся машин, а также сердечников трансформаторов.
Целью данного изобретения является расширение диапазона применения предлагаемого способа за счет получения возможности изготовления сердечников с любой формой паза, в том числе с изменяющейся площадью.
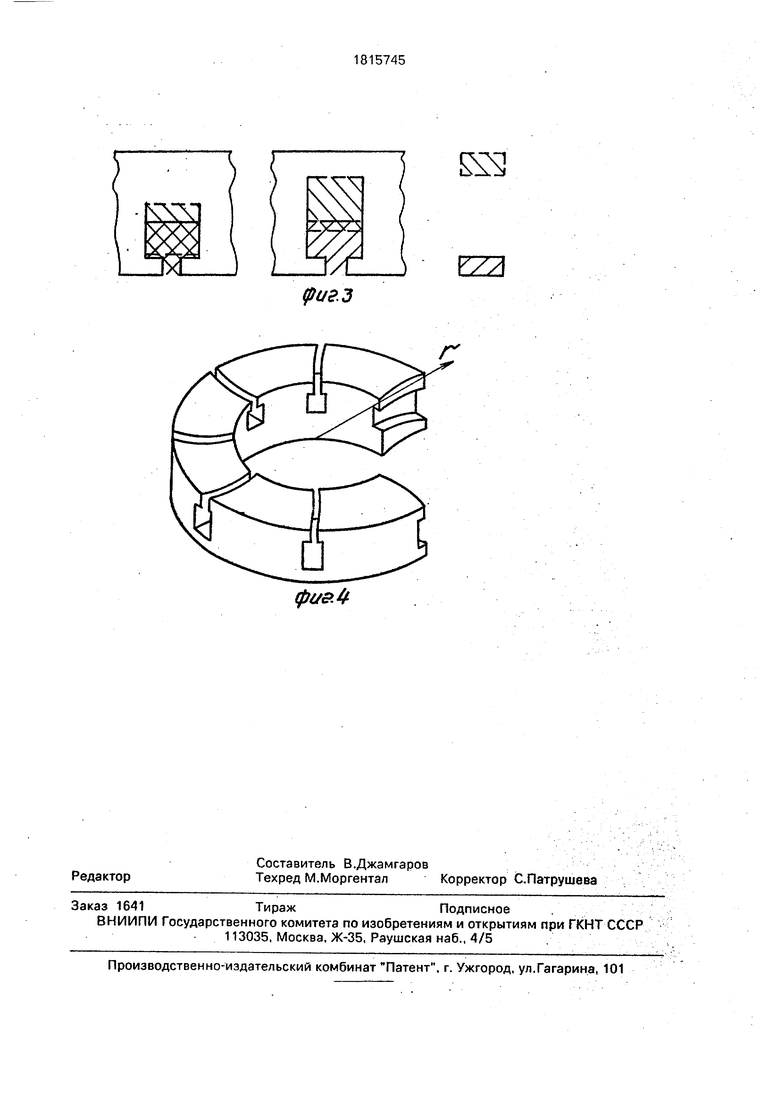
На фиг. 1 изображена лента с изменяющейся площадью пазов; на фиг. 2 изображена схема получения ленты с изменяющейся площадью пазов; на фиг. 3 изображен витой торцевой сердечник с изменяющейся площадью пазов; на фиг, 4 показана упрощенная кинематическая схема устройства для изготовления сердечников с изменяющейся площадью пазов.
Ленту 1 пропускают через штамповочное устройство 2 и наматывают на оправку 5, образуя сердечник 6. Штамповочное устройство состоит из закрепленного на основании штампа 3 и подвижного штампа 4, производящих пазовые отверстия, которые срабатывают одновременно при каждом цикле его работы. Причем, подвижный штамп 4 жестко связан с оправкой 5 при помощи тяги 7 и перемещение его осуществляют по заданной траектории 9 и плоскости ленты. В свою очередь оправка 5 по мере намотки сердечника 6 сама движется при помощи вспомогательного устройства 10 по траектории 8, обеспечивая совпадение пазовых отверстий, получаемых неподвижным 3 и подвижным 4 штампами,, посредством тяги 7.
Поперечное движение подвижного штампа 4 обеспечивается направляющими 9.
ч
sef
fe
00
ел VI
N
СЛ
В результате получают согласованное движение подвижного штампа 4 в плоскости ленты по требуемой траектории.
Наиболее нагретыми зонами в торцевых машинах являются внутренние лобовые части обмотки статора. Температура этих частей на 10 - 20% превышает среднюю температуру статора. Пространство в зоне внутреннего диаметра сердечника налагает жесткое ограничение на размещение внутренних лобовых частей обмотки и увеличивает вероятность механических повреждений обмотки.
В частности, увеличение пазовых отверстий в зоне внутреннего диаметра способствует более плавному распределению температурного поля, возможности рациональнее разместить внутренние лобовые части и уменьшению механических повреждений обмотки.
В качестве примера приведем расчет заданной траектории для случая равномерно увеличивающихся по площади (высоте) пазов. Пусть высота паза уменьшается с ростом радиуса от hi 16 мм, на внутренней периферии (диаметр d 60 мм) до h2 11 мм на наружной периферии, (диаметр D 105 мм). В этом случае в процессе работы для выполнения требования по совпадению пазовых отверстий от двух штампов подвижный штамп должен переместиться вдоль ленты на расстояние равное разности шагов между пазовыми отверстиями в конце и в
начале работы j D - d, (Z
число па0
зов, пусть Z 25). В то же время в направлении, перпендикулярном движению ленты подвижный штамп должен переместиться на расстояние hi - П2. Таким образом, траектория представляет собой прямую, проходящую под углом а
« arctg - f(D-d)
Z
16-11
(105-60)
41,5е
Формула изобретения
1. Способ изготовления витого магнито- провода, согласно которому образуют пазовые отверстия в ленте с переменным шагом и навивают ленту на оправку, отличающийся тем, что, с целью изготовления пазовых отверстий магнитопровода с различным сечением по радиальной координате, сечение пазов каждого последующего витка изменяют.
2. Устройство для изготовления витого магнитопровода, содержащее штамп, закрепленный на основании, и оправку для навивки ленты, отличающееся тем, что оно снабжено штампом, имеющим возможность перемещаться в направлении, перпендикулярном направлению подачи ленты, при этом ось оправки жестко связана со штампом.
35

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповочно-намоточный модуль для изготовления сердечника из штампованной полосы | 1991 |
|
SU1791887A1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Способ изготовления цилиндрического магнитопровода электрической машины с обмоткой | 1981 |
|
SU993397A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТОРЦОВЫХ МАГНИТОПРОВОДОВ | 1994 |
|
RU2074480C1 |
| Устройство для изготовления витых магнитопроводов | 1989 |
|
SU1758780A1 |
Назначение: для изготовления витых сердечников статоров и роторов вращающихся машин и сердечников трансформаторов. Сущность изобретения: одновременно с образованием пазов сердечника изменяют площадь пазовых отверстий каждого слоя, а устройство снабжено дополнительным штампом, который перемещается перпендикулярно подаче ленты, при этом ось оправки, на которую навивается лента, жестко связана со штампом. 2 с.п. ф-лы, 4 ил.
г
и
МЗзЗВ
ft/гз
фи&4
| Патент США № 3581389, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ПУСТОТНЫХ ПРИБОРОВ РТУТЬЮ | 1935 |
|
SU46310A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
