31816599 4
Изобретение относится к контактнойновании поточной линии (не показаны). За- стыковой сварке и может быть использова- тем все механизмы сварочной машины воз- но-при сварке труб малых диаметров (j#114- iвращаются в исходное положение. После 325 мм) в условиях строительстваэтих операций сваренные трубы выводятся магистральных трубопроводов. 5рольгангом, установленным на основании Целью изобретения является повыше-поточной линии (не показан), на расстояние, ние производительности линии за счет улуч-необходимое для приемки под сварку шения условий обслуживания итретьей трубы. Процесс сварки секций из эксплуатации сварочной машины.трех труб повторяется.
На фиг. 1 представлена часть механизи-10Для повышения устойчивости сварочрованной поточной линии, предлагаемые наной машины точки крепления опор к обойрассмотрение элементы конструкции линиимам б и 10 были расположены выше центра
для установки сварочной машины; на фиг. 2тяжести сварочной машины. Это и реализу- вид А на фиг. 1. ется в предлагаемом варианте подвески
Механизированная поточная линия со- 15(фиг. 2).
держитосйование линии, которое связаноПримером конкретного применения со сварочной машиной 2 клещевого типапредлагаемого изобретения может служить опорами 3 и 4.использование сварочной машины в меха- Опора 3 жёстко прикреплена к основа-визированной линии по сварке труб 245 мм. нию. 1 и связана шарнирно с возможностью 20Сварочную машину К-584 М располагают в проворота вокруг оси 5 через обойму 6сразработанной подвеске. Процесс подачи, центральной осью 7 сварочной машины 2 созачистки и сварки труб ведут по той же схе- стороны ее неподвижного зажима 8.ме,чтоивлинииПЛТ321 ИТКУП321. Нопри Опора 4, связанная шарнирно осью 9использовании предлагаемого варианта об- через обойму 10с центральной осью 7 ма- 25легчается визуальный контроль состояния шины, соединена с основанием 1 поточнойповерхности токоподводящих зажимных линии с помощью шарнира 11, при этомбашмаков и их обслуживание. По этой при- опора 4 установлена со стороны подвижно-чине время зачистки башмаков после 5-6 го зажима 12 сварочной машины. Каждаясварок составляет 5 мин. Это позволяет no- опора 3 и 4 снабжена механизмом 13 регу- 30высить производительность процесса свар- лировки высоты известной конструкции (на-ки и значительно упростить подвеску пример, типа домкрата). Свариваемыесварочной машины в механизированной ли- трубы обозначены поз. 14 и 15.нии, а также повысить безопасность работ Предлагаемая поточная линия работаетпри проведении обслуживания сварочной следующим образом. 35машины.
После установки свариваемой трубы 14Формула изобретения оператором так, чтобы ее торец.находилсяМеханизированная поточная линия для посредине зазора между зажимами 8 и 12контактной стыковой сварки труб, включаю- свзрочной машины, подается вторая трубащая сварочную машину с установленными 15. Предварительная центровка труб произ- 40на осях вращения, одна из которых подвиж- водится с помощью механизмов 13 регули-на, клещевыми зажимами, устройство для ровки высоты опор. Окончательное зажатиеустановки машины на основании линии и и центрирование труб производится двумяподающий рольганг, отличающаяся пазами клещевидных зажимных щек по-тем, что, с целью повышения производи- движного 12 и неподвижного 8 зажимов ма- 45тельности линии за счет улучшения условий шины. Производится сварка (оплавление иобслуживания и эксплуатации сварочной осадка). В процессе осадки подвижный за-машины, устройство для установки свароч- жим 12 перемещается к неподвижному за-ной машины на основании линии выполне- жиму 8 машины с помощью цилиндровнов виде двух регулируемых по высоте опор осадки машины. 50и обойм, закрепленных неподвижно на осях При этом перемещении происходит по-вращения и шарнирно связанных с опора- ворот опоры 4 в шарнире 11, а также лрово-ми, при этом опора, связанная с неподвиж- рот осей 5 и 9 в обоймах 6 и 10. -ным зажимом машины, соединена с После сварки в горячем состоянии уда-основанием жестко, а опора, связанная с ляется внутренний и наружный грат по кон- 55 подвижным зажимом, - шарнирно, точки ТУРУ трубы гратоснимателями,крепления опор к обоймам расположены установленными на сварочной машине и ос-выше-центра тяжести сварочной машины.
8u3 A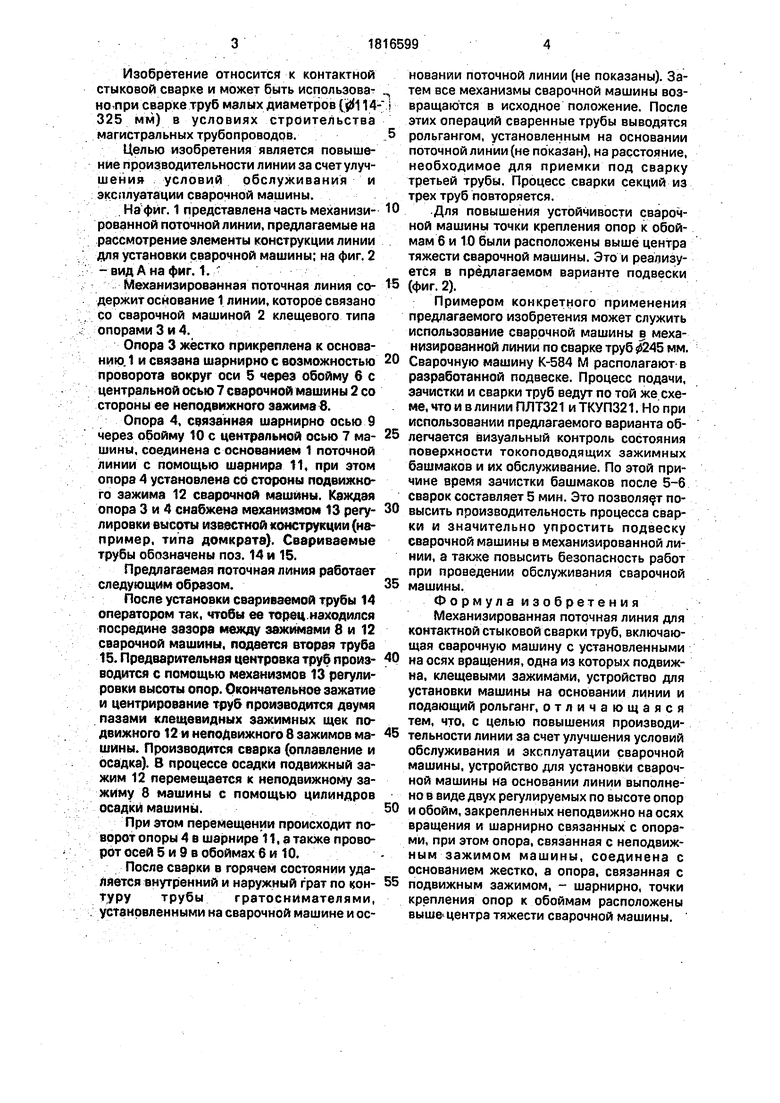
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| Устройство для снятия грата при контактной стыковой сварке деталей | 1980 |
|
SU1049215A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2007 |
|
RU2366550C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
Использование: контактная стыковая сварка, при сварке труб малого диаметра 
Фиг.2.
| Кучук-Яценко С.И | |||
| и др | |||
| Контактная стыковая сварка трубопроводов | |||
| - Киев: Науко- ва думка, 1986, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
