Изобретение относится к обработке металлов давлением и сварке и может быть использовано для изготовления труб и теплообменников.
Цель изобретения - расширение технологических возможностей и увеличение производительности изготовления.
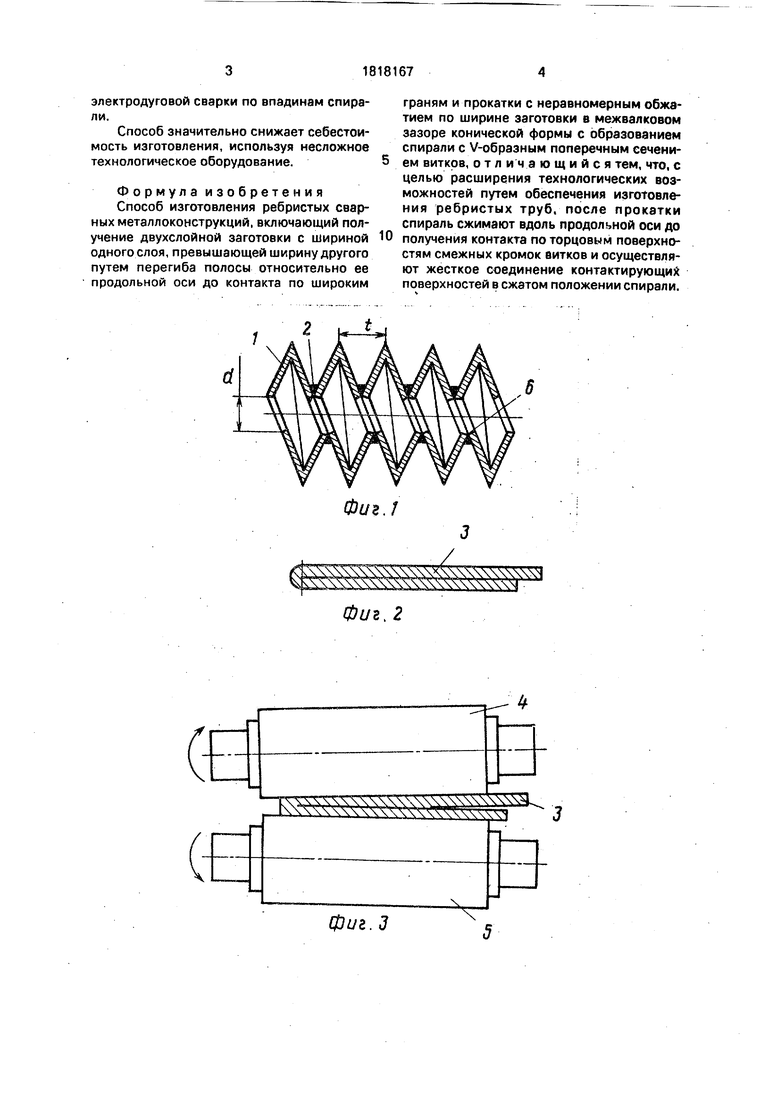
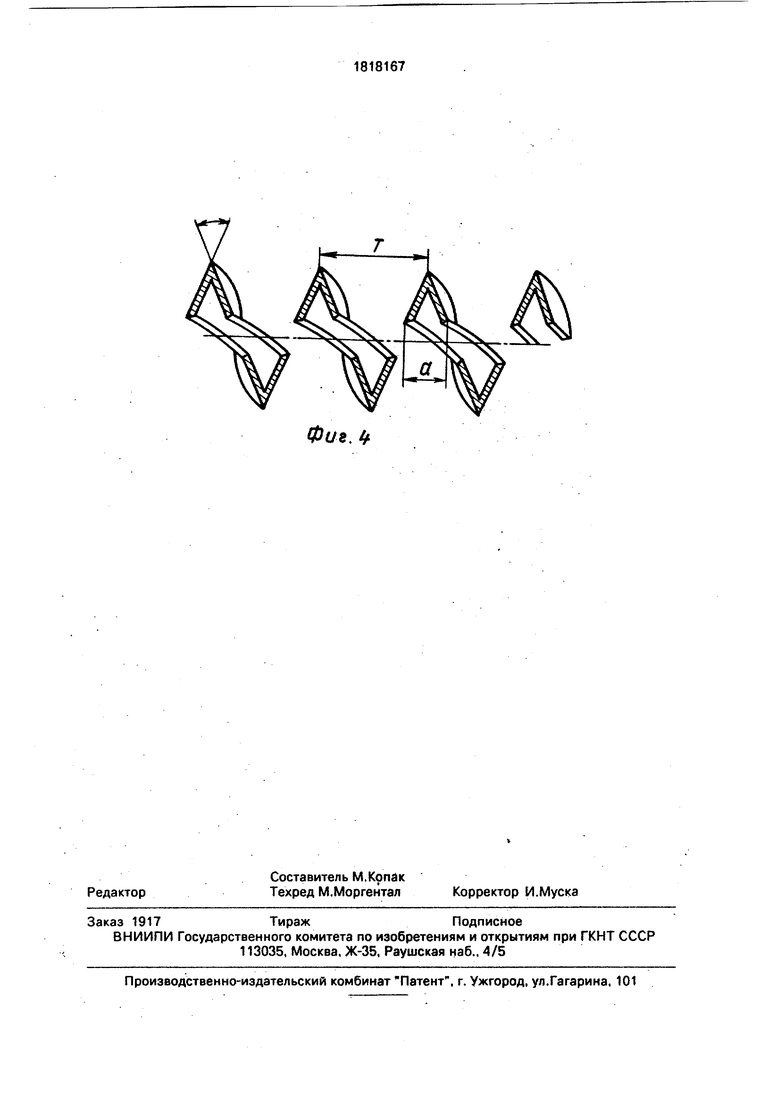
На фиг.1 изображен вариант конструкции винтовой ребристой трубы; на фиг.2 - исходная полосовая заготовка, полученная гибкой, поперечный разрез; на фиг.З - прокатка заготовки в валках; на фиг.4 - заготовка винтовой спирали, продольное сечение по оси.
Винтовая ребристая труба (фиг.1) состоит из V-образной спирали 1, жестко соединенной, например, при помощи сварки 2 по впадинам.
Изготовление трубы осуществляют в следующей последовательности.
Из листового металла получают заготовку, в виде сдвоенной полосовой заготовки 3
(), которую формируют путем наложения одной полосы на другую с совпадением односторонних боковых кромок. Для получения спирали-с V-образным сечением витка, площадь поперечного сечения одной части сдвоенной полосовой заготовки принимают не менее чем 5% большим площади другой ее части. После этого заготовку 3 прокатывают в валках 4 и 5, между которыми .имеется коническая щель, обеспечивающая неравномерную вытяжку по сечению сдвоенной заготовки, в результате чего формируется спираль, витки которой имеют V-образную форму, и ее стенки расходятся на некоторый угол у. Спираль формируется с шагом Т, величина которого больше размера а спирали. После прокатки заготовку сжимают, известным способом, относительно ее оси до совпадения нижних кромок б (фиг.1). При этом шаг t равен размеру спирали а. В сжатом положении производят жесткое соединение, например, при помощи
ел
с
00
00
ск
VJ
электродуговой сварки по впадинам спирали.
Способ значительно снижает себестоимость изготовления, используя несложное технологическое оборудование.
Формул а изо бретен и я Способ изготовления ребристых сварных металлоконструкций, включающий получение двухслойной заготовки с шириной одного слоя, превышающей ширину другого путем перегиба полосы относительно ее продольной оси до контакта по широким
граням и прокатки с неравномерным обжатием по ширине заготовки в межвалковом зазоре конической формы с образованием спирали с V-образным поперечным сечением витков, о т л и ч а ю щ и и с я тем, что, с целью расширения технологических возможностей путем обеспечения изготовления ребристых труб, после прокатки спираль сжимают вдоль продольной оси до получения контакта по торцовым поверхностям смежных кромок витков и осуществляют жесткое соединение контактирующий поверхностей в сжатом положении спирали.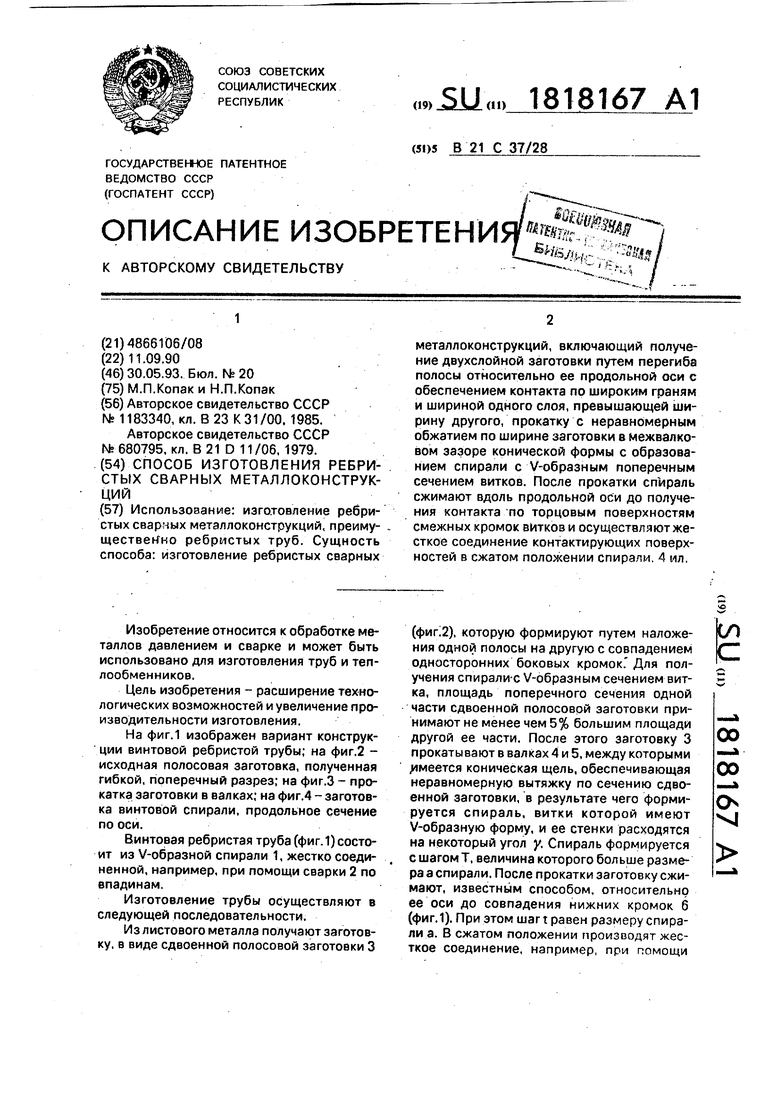
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Способ изготовления теплообменника | 1989 |
|
SU1648717A1 |
| СПОСОБ И ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШНЕКОВОГО ТРУБЧАТОГО ТРАНСПОРТЕРА | 2007 |
|
RU2433878C2 |
| Спиральный распылитель | 1990 |
|
SU1745359A1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Тарельчатая пружина | 1990 |
|
SU1775013A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122910C1 |
| Способ изготовления выпуклых изделий | 1986 |
|
SU1465160A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
Использование: изготовление ребристых сварных металлоконструкций, преимущественно ребристых труб. Сущность способа: изготовление ребристых сварных металлоконструкций, включающий получение двухслойной заготовки путем перегиба полосы относительно ее продольной оси с обеспечением контакта по широким граням и шириной одного слоя, превышающей ширину другого, прокатку с неравномерным обжатием по ширине заготовки в межвалковом зазоре конической формы с образованием спирали с V-образным поперечным сечением витков. После прокатки спираль сжимают вдоль продольной оси до получения контакта по торцовым поверхностям смежных кромок витков и осуществляют жесткое соединение контактирующих поверхностей в сжатом положении спирали. 4 ил.
Фи./
Фиг. 2
lx4 X l X 44XX : L -5
A :4 4 4 44 tv44V VS|J
Фиг. 3
Фиг. fy
| Установка для сварки сильфонов | 1984 |
|
SU1183340A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Способ изготовления шнековых спиралей | 1977 |
|
SU680795A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
