ел
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки многослойных швов | 1987 |
|
SU1530385A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ТРУБ ПОД СВАРКУ | 2005 |
|
RU2288827C1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1990 |
|
SU1755486A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 1995 |
|
RU2111102C1 |
| СБОРНАЯ ПАНЕЛЬ СКЛАДЧАТОЙ ФОРМЫ | 1992 |
|
RU2032037C1 |
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННОГО ОТВОДА ТРУБОПРОВОДА БОЛЬШОГО УСЛОВНОГО ДИАМЕТРА, ОТВОД ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ПОД СВАРКУ КРОМОК ЕГО СКОРЛУП | 2012 |
|
RU2481180C1 |
| Установка для сварки стыковых соединений | 1984 |
|
SU1214381A1 |
Использование: область сварки между собой многослойных панелей, каждая из которых состоит из двух стенок, соединенных между собой элементами связи. Сущность изобретения: осуществляют нахлесточное соединение стенок панелей, для этого совмещают панели с теоретическим контуром и расплавляют перекрытия свариваемых кромок. Причем перед сваркой обе свариваемые кромки стенок одной панели, не изменяя расстояния между ними, пластически отгибают от теоретического контура4. Обе свариваемые кромки стенок присоединяемой панели отгибают так же, как и у первой панели, но в обратном направлении. Способ позволит повысить качество и снизить трудоемкость сварки. 5 ил.
Изобретение относится к сварке и мо- . жет быть использовано в машиностроительной, авиационной и прочих отраслях промышленности при сборке-сварке многослойных панелей между собой, а более конкретно-трехслойных панелей состоящих из двух стенок соединенных между собой элементами связи.
Цель изобретения - повышение качества и снижение трудоемкости сборки-сварки нахлесточного соединения трехслойных панелей.
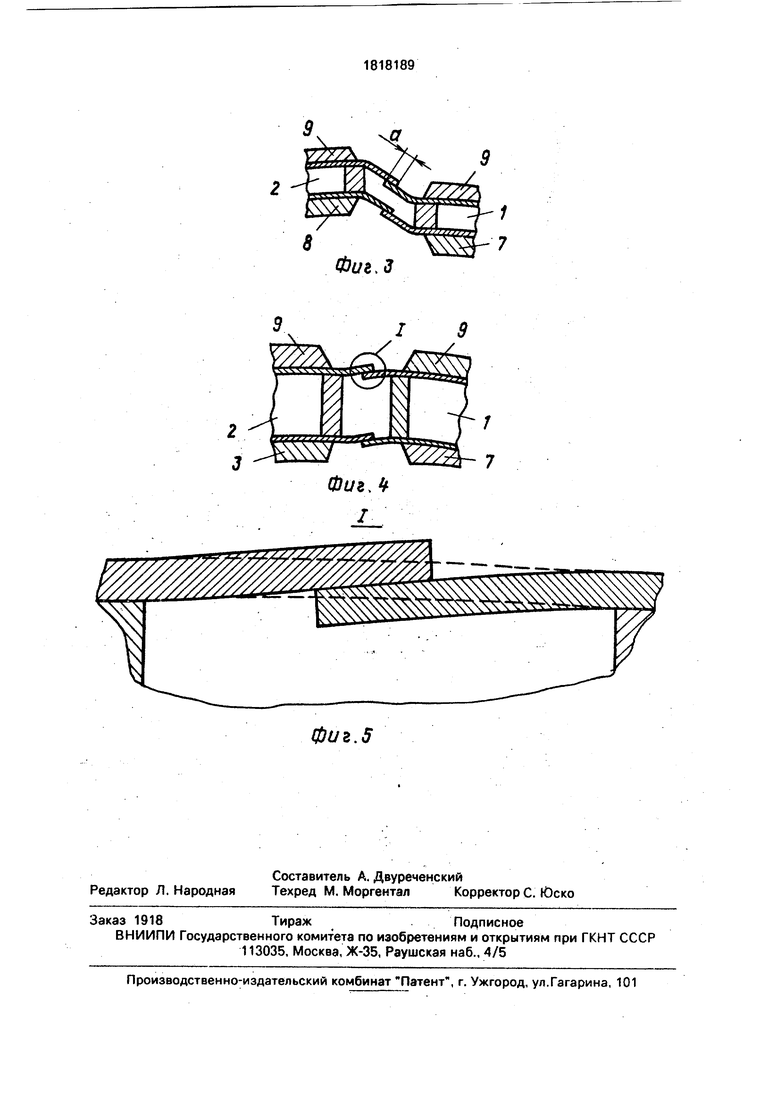
На фиг.1 представлены свариваемые кромки 5, 6 трехслойных полных панелей 1, 2, состоящих из стенок 3 и проставок 4; на фиг.2 - кромки стыкуемых панелей после пластического отгиба стенок; на фиг.З - нахлесточное соединение свариваемых кромок панелей в процессе сборки; на фиг.4 нахлесточное соединение с упругим деформированием свариваемых кромок после сборки панелей под сварку; на фиг.5 - выносной элемент фиг.4 относительного рас- положения свариваемых кромок при совмещении панелей с теоретическим контуром.
В совокупности на фиг.1-5 представлены видоизменения в процессе подготовки панелей под сварку, которые предполагают одновременный отгиб свариваемых кромок 5, 6 стенок 3 панелей 1, 2 в противоположном направлении А,
установку панели 1 на неподвижный ложемент 7 с жестким закреплением прижимом 9;
установку панели 2 на подвижный ложемент 8 и поджим ее с упругим деформированием свариваемых кромок 5. 6 до
00
00
00
о
совмещения панелей с теоретическим контуром и одновременным обеспечением регламентированного перекрытия свариваемых кромок 5, 6 на величину а с последующим жестким зажимом прижимом 9.
Пример. Выполняли электронно-лучевую сварку плоских панелей состоящих из двух стальных с.тенок (материал 12Х18Н10Т) толщиной 0,4 мм соединенных между собой ребрами из того же материала высотой 3,0 мм, толщиной 1,5 мм. Перед сборкой двух панелей произведено пластическое деформирование одновременно обеих свариваемых кромок стенок каждой панели на угол 30°, длина деформированной части 3,0 мм.
Сборка панелей под сварку произведена совмещением стенок с противоположным направлением гиба свариваемых кромок, упругим их деформированием при совмещении панелей с плоскостью.
Перекрытие свариваемых кромок составляло 1,0 мм. Зазор в нахлесточном соединении при совмещении панелей с плоскостью и одновременным упругим деформированием свариваемых кромок практически отсутствовал.
Сварка осуществлялась электронным лучом направленным по центру перекрытия на режимах:
Uycic 24 кВ - ускоряющее напряжение;
Ice - 7,0 мА - ток сварки;
ф н + 1,5 мА - ток фокусирующей линзы, где н - настроечный ток фокусирую0
5
0
5
0
щей линзы с фокусировкой электронного луча на поверхности детали;
а- 1,5 мм - амплитуда колебания луча;
VCB 25 м/ч - скорость сварки.
ЭЛС обеспечили полное расплавление свариваемых кромок с величиной проплав- ления до 0,3 мм, смещение свариваемых кромок до 0,1 мм, т.е. достигнуты условия выполнения требований конструкции по величине проплавления и отклонению поверхностей стенок панелей от теоретического контура.
Способ позволяет сократить материальные и трудовые затраты за счет упрощения технологического процесса и обеспечения требуемого качества без дополнительных операций.
Формула изобретения Способ сборки и сварки сварных конструкций, при котором в процессе сборки осуществляют пластическое деформирование свариваемых кромок путем их отгиба от теоретического контура, и затем выполняют сварку, отличающийся тем, что, с целью снижения трудоемкости и повышения качества сварки между собой трехслойных панелей путем нахлесточного соединения стенок этих панелей, обе свариваемые кромки стенок одной панели, не изменяя расстояния между кромками, пластически отгибают в одну сторону, а обе свариваемые кромки стенок другой панели - в обратном направлении.
Фиг. 3
Фиг.5
| Бойцов В.В | |||
| и др | |||
| Сборочные и монтажные работы | |||
| М.: Госиздат оборонной про- мышл | |||
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
| Сопалевич В.М | |||
| Методы устранения сварочных деформаций и напряжений | |||
| М.: Машиностроение, 1974, с.20-21 | |||
