Изобретение относится к обработке металлов давлением, а именно к листовой штамповке.Целью изобретения является повышение производительности и снижение трудоемкости при изготовлении днища с горловиной.
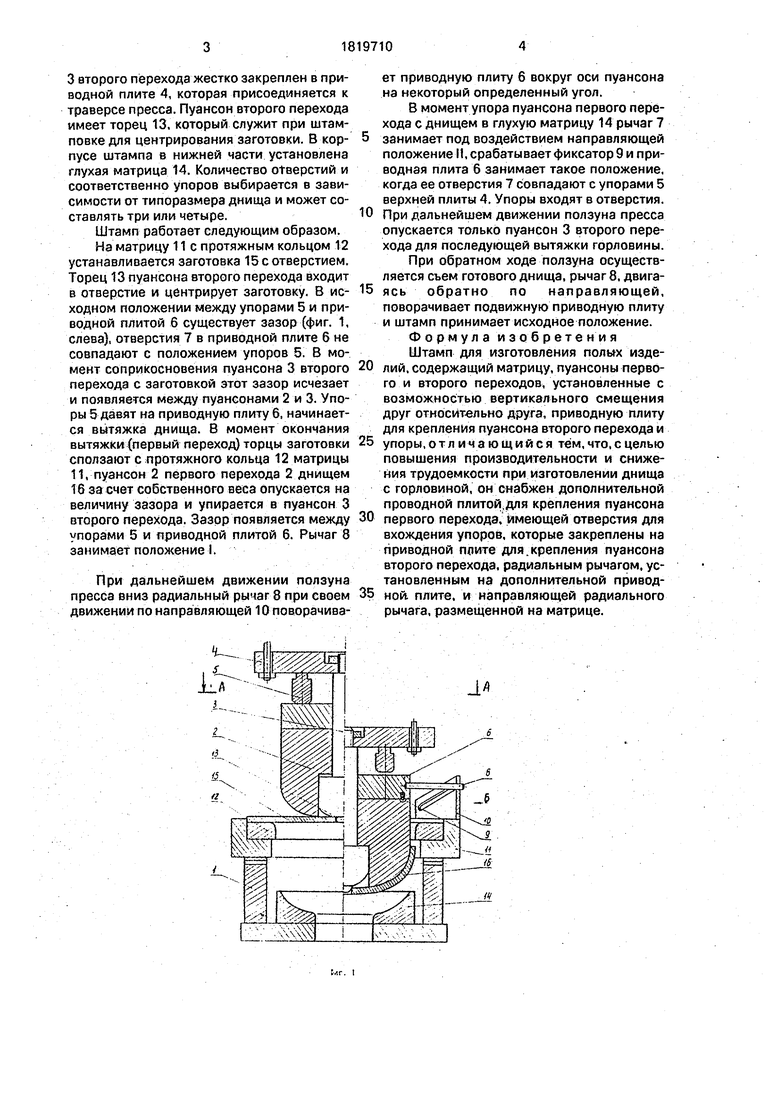
На фиг. 1 изображен штамп для изготовления полых изделий в разрезе, где слева от оси показано исходное положение, справа
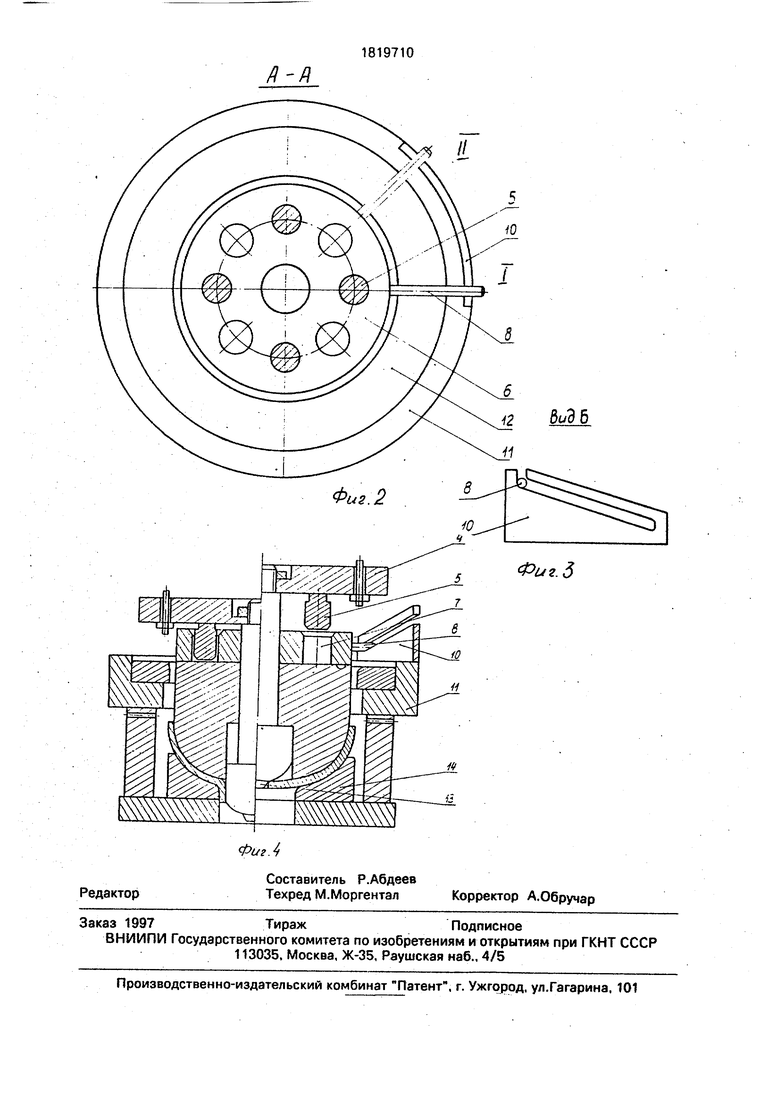
- момент вытяжки днища (первый переход): на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3
- вид Б на фиг. 1; на фиг. 4 - справа изображен момент завершения первого перехода,
слева - момент завершения второго перехода.
Штамп состоит из корпуса 1. пуансона 2 первого перехода, внутри которого соосно расположен пуансон 3 второго перехода для вытяжки горловины, приводной плиты 4 с упорами 5, расположенными перпендикулярно плите. Пуансон 2 первого перехода крепится к дополнительной приводной плите 6 с отверстиями 7 под упоры. На приводной плите 6 установлены радиальный рычаг 8 и фиксатор 9. Рычаг 8 взаимодействует с направляющей 10, установленной на основной матрице 11. На основной матрице 11 установлено протяжное кольцо 12. Пуансон
00
чэ
V4 О
3 второго перехода жестко закреплен в приводной плите 4, которая присоединяется к траверсе пресса. Пуансон второго перехода имеет торец 13, который служит при штамповке для центрирования заготовки. В корпусе штампа в нижней части установлена глухая матрица 14. Количество отверстий и соответственно упоров выбирается в зависимости от типоразмера днища и может составлять три или четыре.
Штамп работает следующим образом.
На матрицу 11 с протяжным кольцом 12 устанавливается заготовка 15 с отверстием. Торец 13 пуансона второго перехода входит в отверстие и центрирует заготовку. В исходном положении между упорами 5 и приводной плитой б существует зазор (фиг. 1, слева), отверстия 7 в приводной плите 6 не совпадают с положением упоров 5. В момент соприкосновения пуансона 3 второго перехода с заготовкой этот зазор исчезает и появляется между пуансонами 2 и 3. Упоры 5 давят на приводную плиту 6, начинается вытяжка днища. В момент окончания вытяжки (первый переход) торцы заготовки сползают с протяжного кольца 12 матрицы 11, пуансон 2 первого перехода 2 днищем 16 за счет собственного веса опускается на величину зазора и упирается в пуансон 3 второго перехода. Зазор появляется между упорами 5 и приводной плитой 6. Рычаг 8 занимает положение I.
При дальнейшем движении ползуна пресса вниз радиальный рычаг 8 при своем движении по направляющей 10 поворачивает приводную плиту б вокруг оси пуансона на некоторый определенный угол.
В момент упора пуансона первого перехода с днищем в глухую матрицу 14 рычаг 7
занимает под воздействием направляющей положение И, срабатывает фиксатор 9 и приводная плита 6 занимает такое положение, когда ее отверстия 7 совпадают с упорами 5 верхней плиты 4. Упоры входят в отверстия.
При дальнейшем движении ползуна пресса опускается только пуансон 3 второго перехода для последующей вытяжки горловины. При обратном ходе ползуна осуществляется съем готового днища, рычаг 8, двигаясь обратно по направляющей, поворачивает подвижную приводную плиту и штамп принимает исходное положение. Формула изобретения Штамп для изготовления полых изделий, содержащий матрицу, пуансоны первого и второго переходов, установленные с возможностью вертикального смещения друг относительно друга, приводную плиту для крепления пуансона второго перехода и
упоры, отличающийся тем, что, с целью повышения производительности и снижения трудоемкости при изготовлении днища с горловиной, он снабжен дополнительной проводной плитой,для крепления пуансона
первого перехода, имеющей отверстия для вхождения упоров, которые закреплены на приводной плите для.крепления пуансона второго перехода, радиальным рычагом, установленным на дополнительной приводной. плите, и направляющей радиального рычага, размещенной на матрице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1031574A2 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Способ получения горловин полых изделий и штамп для его осуществления | 1989 |
|
SU1690917A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Штамп для двухпереходной вытяжки | 1979 |
|
SU845981A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Устройство для горячей вытяжки днища | 1986 |
|
SU1366261A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
Использование: при обработке металлов давлением, а именно при листовой штамповке. Цель - повышение производительности и снижение трудоемкости процесса изготовления днища с горловиной. Сущность изобретения: штамп включает пуансоны первого и второго переходов, соос- но расположенные и подвижные относительно друг друга, верхнюю плиту с упорами. Пуансон первого перехода снабжен подвижной плитой с отверстиями под упоры. На подвижной плите установлен радиальный рычаг, взаимодействующий с направляющей, установленной на матрице. Ползун пресса движется вниз, торец пуансона первого перехода входит в отверстие заготовки и центрирует ее. Упоры давят на подвижные плиты, начинается процесс вытяжки днища. При дальнейшем движении ползуна пресса вниз, когда осуществляется свободный ход пуансонов внутри корпуса, рычаг поворачивает подвижную плиту на некоторый угол. В момент упора пуансона первого перехода с днищем в матрицу срабатывает фиксатор, упоры входят в отверстия подвижной плиты. При дальнейшем движении пресса опускается только пуансон второго перехода, происходит вытяжка горловины. 4 ил. Ё
Фи г А
Редактор
Составитель Р.Абдеев Техред М.Моргентал
Корректор А.Обручар
| Штамп для изготовления деталей изТРубчАТыХ зАгОТОВОК | 1977 |
|
SU797820A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
