Изобретение относится к механической обработке труб давлением, а точнее к способам изменения диаметров концов труб, и может быть использовано при герметизации конца технологического капилляра.
Целью изобретения является повышение надежности герметизации и уменьшение трудоемкости.
Указанная цель достигается тем, что капилляр обжимают в двух взаимно перпенди- кулярных плоскостях в специальном приспособлении до получения холодного спая. Обжим осуществляется двухопераци- онно; сначала капилляр обжимают в вертикальном направлении при помощи подвижного пуансона, а затем пуансон смещается в горизонтальном направлении относительно опорной плиты с двумя взаимно перпендикулярными рабочими поверхностями.
Примером конкретного применения предполагаемого способа является способ герметизации конца капиллярной трубки с наружным диаметром 3 мм и внутренним 2 мм термосистемы.
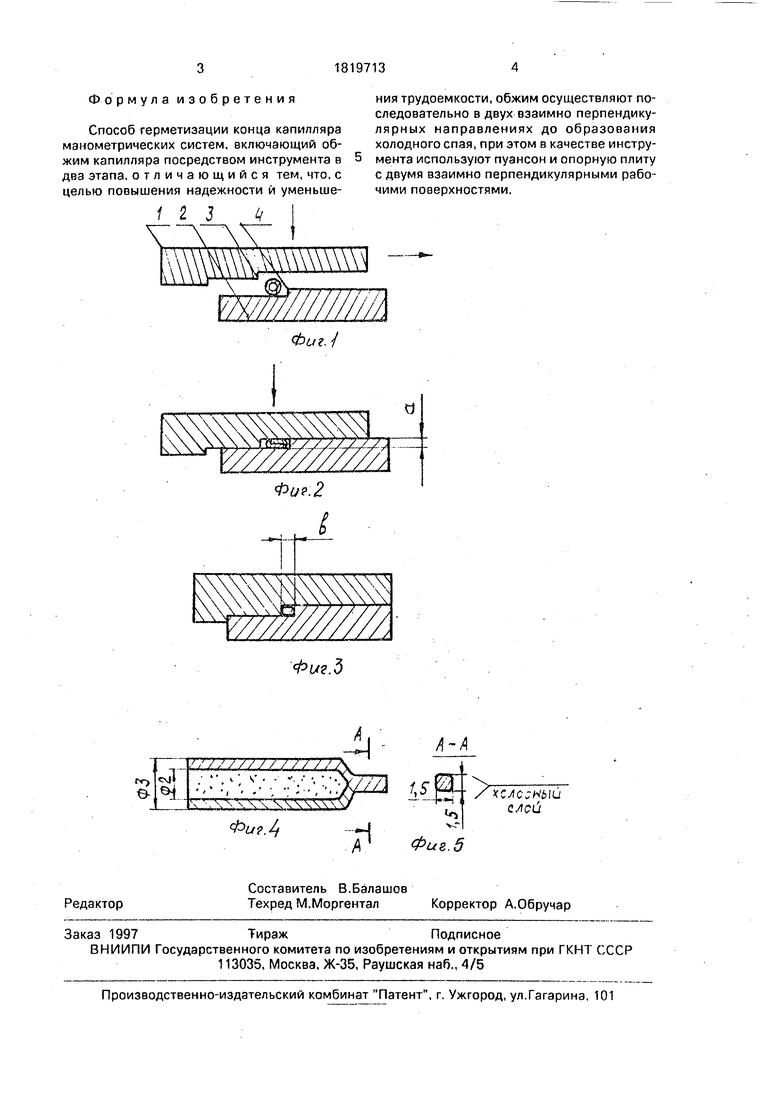
Способ состоит в том, что капилляр обжимают на приспособления, схематично изображенном на фиг. 1-5 в два приема.
Сначала пуансон 1 опускается вниз на рабочую величину а, равную 1/2 наружного диаметра капилляра, т.е. на 1,5 мм. Затем пуансон перемещается вправо относительно нижней опорной плиты, обеспечив величину Ь, равную 1/2 наружного диаметра капилляра, т.е. 1,5 мин. При этом способе станки капилляра не раздавливаются пуансоном, отсутствуют микротрещины. По сравнению с прототипом, который является базовым объектом, предлагаемый способ герметизации повышает надежность.
Кроме того, уменьшается трудоемкость и металлоемкость за счет уменьшения количества операций и отсутствия электродуговой сварки с применением противодавления инертного газа. На Орловском заводе приборов изготавливается около 10 мин приборов теплового контроля. Брак по герметизации систем составляет в среднем 2%.
te СЛ
С
оо
ю
ч
СО
Формула изобретения
Способ герметизации конца капилляра манометрических систем, включающий обжим капилляра посредством инструмента в два этапа, отличающийся тем, что, с целью повышения надежности и уменьшения трудоемкости, обжим осуществляют последовательно в двух взаимно перпендикулярных направлениях до образования холодного спая, при этом в качестве инструмента используют пуансон и опорную плиту с двумя взаимно перпендикулярными рабочими поверхностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| Способ изготовления деталей из трубных заготовок | 1985 |
|
SU1338934A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2002 |
|
RU2232661C2 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления деталей с наклонным фланцем | 1986 |
|
SU1375379A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления оболочек сложного профиля с внутренними рифлями | 2021 |
|
RU2777380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
Сущность изобретения: способ включает обжим капилляра посредством инструмента в два этапа, при этом обжим осуществляют последовательно в двух взаимно перпендикулярных направлениях до образования холодного спая. 5 ил.
Фиг. /
Фи.2
Фм.З
| Способ герметизации конца капилляра | 1986 |
|
SU1342566A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
