Фиг.1
Изобретение относится к оснастке для обработки давлением, а именно к устройствам для разделения листовых материалов, и может быть использовано в различных отраслях промышленности, например, автомобилестроении, для безотходного получения заготовок с фигурными кромками (преимущественно с чередующимися впадинами и выступами трапециевидной формы) на автоматических штамповочных линиях.
Цель изобретения - повышение надежности работы штампа в автоматическом режиме.
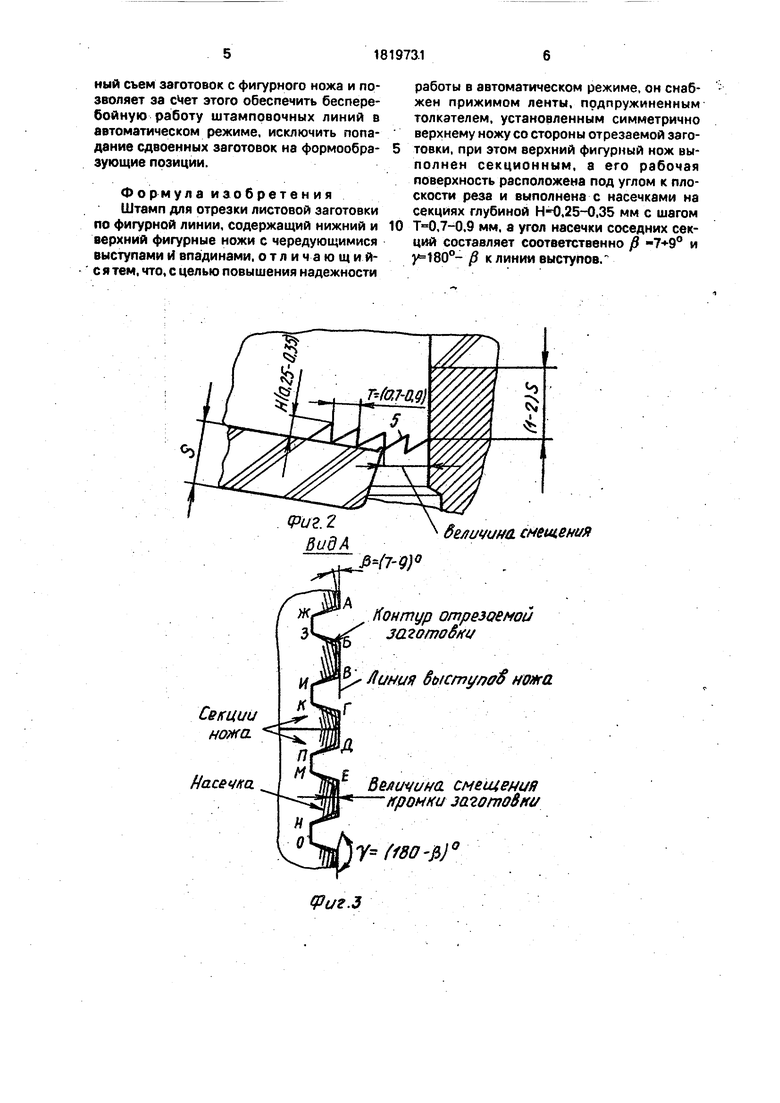
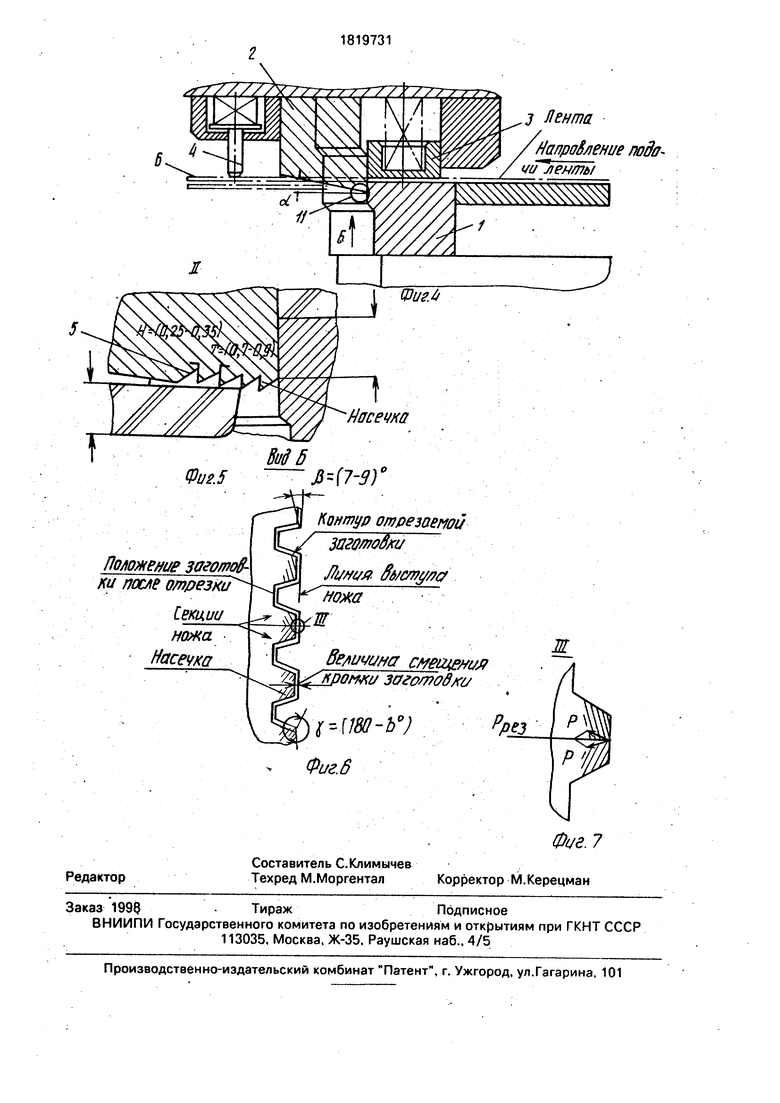
На фиг. 1 представлен штамп для отрезки листовой заготовки по фигурной линии в промежуточный момент отделения заготовки; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 1 (на рабочие части штампа); на фиг. 4 - штамп по окончании отрезки заготовки в момент распрямления ее выступов; на фиг, 5 -узел II на фиг. 4; на фиг. 6- вид Б на фиг. 4 (на рабочие части штампа); на фиг. 7 - узел IIi на фиг. 6.
Штамп для отрезки заготовки по фигурной линии с чередующимися выступами и впадинами (фиг, 1) содержит нижний фигурный нож 1 с горизонтальной верхней рабочей плоскостью, верхний фигурный нож 2 со скосом нижней плоскости в направлении подачи ленты под углом к горизонтали, прижим ленты 3 и подпружиненный толкатель 4. Верхний фигурный нож на скошенной грани имеет насечку 5 (фиг. 2) глубиной ,25-0,35 мм с. шагом ,7-0,9 мм. Угол насечки соседних секций ножа составляет соответственно и у 180°-/ к линии выступов. Выступы и впадины ножей в плане выполнены, преимущественно, в виде равнобедренных трапеций.
Штамп работает следующим образом.
Сначала, перед очередным рабочим циклом, передний конец ленты выдвигается до упора (не показан) на величину i от линии впадин ножа 1 (фиг. 1), равную ширине получаемой заготовки. Затем при ходе ползуна вниз лента предварительно зажимается прижимом 3 и верхним ножом производится отрезка листовой заготовки 6. Сначала из-за наличия скоса под углом а производится надрёзка лепестков листовой заготовки по линиям А-Б, В-Г, Д-Е и т.д. (фиг. 3) и их отгибка скошенной гранью верхнего ножа под углом а. Угол а рассчитывается или определяется экспериментально при наладке штампа из условия обеспечения упругого изгиба надрезанных лепестков, без остаточ- ной деформации при их освобождении. При надрезке выступов листовая заготовка
удерживается от поворота вверх относительно режущей кромки ножей подпружиненным толкателем 4 устанавливаемым симметрично верхнему ножу со стороны отрезаемой заготовки. Таким образом, в про- межуточный момент рабочего цикла, предшествующий окончательной отрезке заготовки, она находится в горизонтальном положении с частично надрезанными и упруго отогнутыми выступами и соединена с лентой только по линии Ж-З.И-К, Л-М, Н-0 и т.д. (фиг. 3). При этом кромки отогнутых выступов отрезаемой заготовки смещаются относительно линии выступов рабочей
кромки верхнего отрезного ножа (фиг. 2, 3). В ходе дальнейшего движения верхнего нижа вниз заготовка 5 окончательно отрезается от ленты (фиг. 4). При этом выступы заготовки 5 стремятся упруго распрямиться
и упираются своей задней (по ходу подачи ленты) острой верхней кромкой в пересекающие ее наклонные выступы тормозящей насечки (фиг, 5). При этом за счет выполнения насечки на соседних секциях верхнего
отрезного ножа под углом соответственно / 7- -90иу 1800-/3 к линии выступов ножа предотвращается смещение отрезанной заготовки к одной из сторон трапециевидных впадин нижнего ножа и ее заклинивание.
Схема сложения сил Р взаимодействия кромки выступов отрезаемой заготовки с соседними секциями верхнего ножа показана на фиг. 7.
Лучшему контакту заготовки с насечкой
способствует как действие подпружиненного толкателя 4, так и наличие на реальных заготовках небольшого направленного вверх заусенца. Далее заготовка отталкивается от насечки и выдвигается из зоны за
щемления выступов заготовки во впадинах
нижнего ножа до положения П-Р (фиг. 6), после чего свободно падает вниз и передается на следующую позицию штамповки встроенным механизмом штампа (не показан).
Экспериментальные исследования работы заявляемого штампа показали, что наилучшие результаты достигаются при глубине насечки ,25-0,35 мм и шаге
,7-0,9 мм при угле наклона насечки соседних секций верхнего ножа соответственно/3 7+9° и 7 180°-/ к линии выступов ножа. При этих параметрах и выполнении угла не более угла пружинения при изгибе
исходного листового материала (для стали 08ю ОСА, ГОСТ 9045-80) угол изгиба не дол- жен превышать заявленный штамп обеспечивает по сравнению с базовым объектом (см. прототип) более надежный съем заготовок с фигурного ножа и по зволяет за счет этого обеспечить бесперебойную работу штамповочных линий в автоматическом режиме, исключить попадание сдвоенных заготовок на формообра- зующие позиции.
Формула изобретения Штамп для отрезки листовой заготовки по фигурной линии, содержащий нижний и верхний фигурные ножи с чередующимися выступами и впадинами, отличающий- с я тем, что, с целью повышения надежности
работы в автоматическом режиме, он снабжен прижимом ленты, подпружиненным толкателем, установленным симметрично верхнему ножу со стороны отрезаемой заготовки, при этом верхний фигурный нож выполнен секционным, а его рабочая поверхность расположена под углом к плоскости реза и выполнена с насечками на секциях глубиной Н-0,25-0,35 мм с шагом ,7-0.9 мм, а угол насечки соседних секций составляет соответственно ft -7+9° и j 180°- ft к линии выступов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2009 |
|
RU2396150C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2121900C1 |
| СПОСОБ ВЫРУБКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ ИЗ РУЛОНА ТОНКОЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2573464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Устройство для штамповки листового материала | 1980 |
|
SU1118491A1 |
| Штамп для обработки полосового и ленточного материала | 1982 |
|
SU1034817A1 |
Использование: к обработке металлов давлением для разделения листовых материалов, в различных отраслях промышленности, например автомобилестроении, для безотходного получения заготовок с фигурными кромками на автоматических штамповочных линиях. Сущность изобретения: верхняя часть штампа содержит подпружиненный толкатель 4, установленный с возможностью взаимодействия с верхней плоскостью отрезаемой заготовки 6, верхний нож выполнен секционным, на рабочей поверхности верхнего ножа 2 под углом к линии его выступов выполнена насечка 5 глубиной ,25-0,35 мм с шагом ,7+0,9 мм, а угол насечки соседних секций составляет соответственно и у 180°-/ к линии выступов. 7 ил.
Фиг.г
ВидА
Секции ножа.
Насечка.
Фиг.З
бе/гичина. смещения
&(7-д)°
Контур отрезаемой загогпобм
Линия 6ыстум $ нта
Величина, смешений --кромки загогпобки
У (180-&){
Контур отрезаемой 3Q20/nofau
fluwff. ножа Ж
Ве/мчина суешетя /KDOMKIS загоямв/а/
Г-{№-Ъ0) Фиг.6
Редактор
Составитель С.Климычев Техред М.Моргентал
Фс/е. 7
Корректор М.Керецман
| Мещерин В.Т | |||
| Листовая штамповка: Атлас схем | |||
| - М.: Машиностроение, 1975, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
| 780.1. | |||
