Изобретение относится к деревообрабатывающей промышленности и может быть использовано на фанерно-мебельных комбинатах в производстве щитового паркета для непрерывной подпрессовки ленты пакета шпона бесконечной длины.
Целью изобретения является повышение качества подпрессовки и долговечности устройства, снижение энергоемкости.
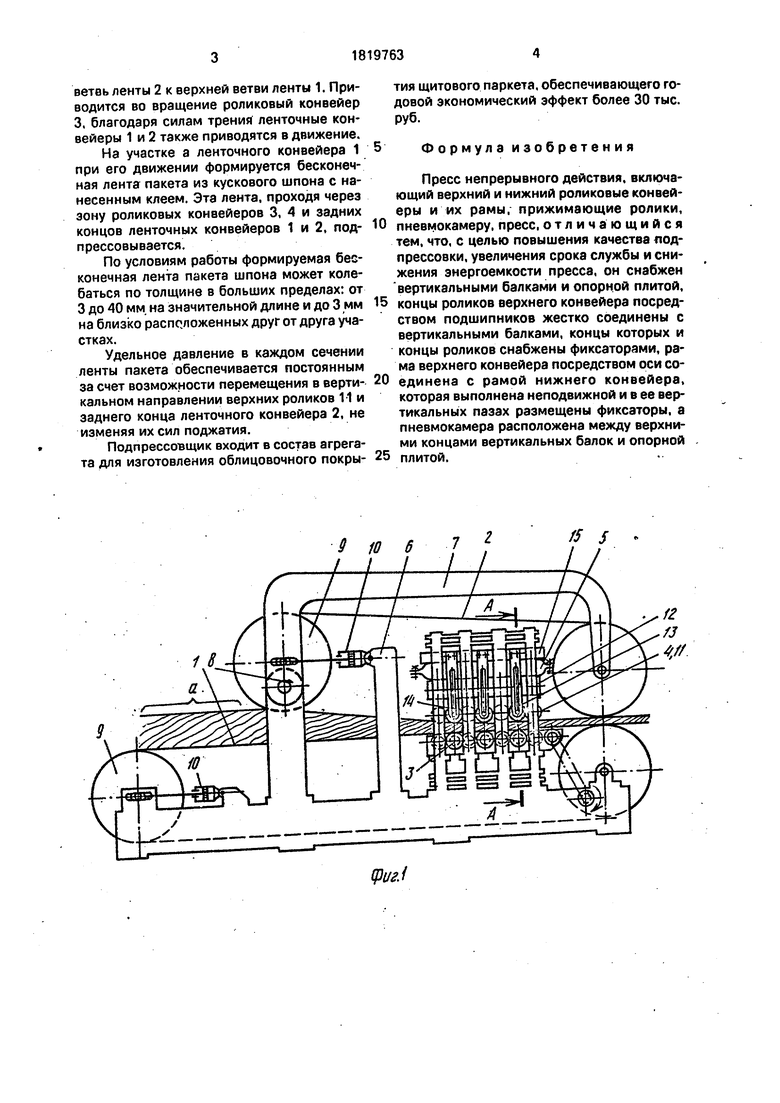
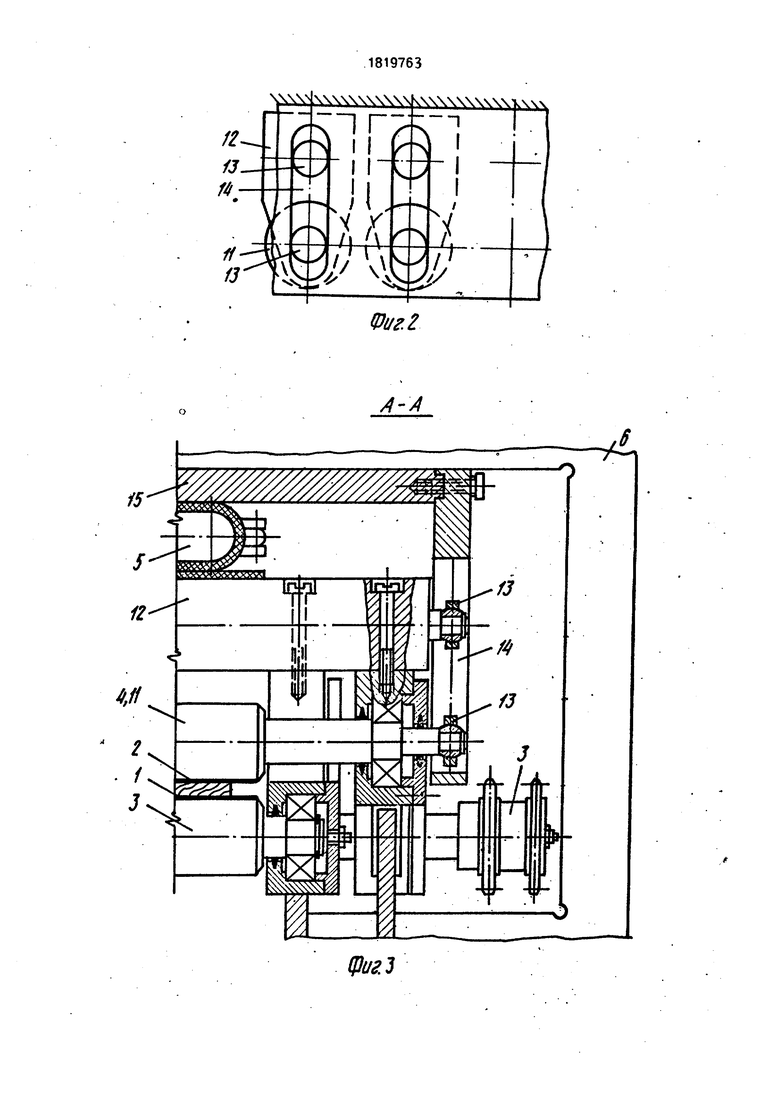
На фиг. 1, 2, 3 и 4 изображен подпрес- совщик; на фиг. 5 - кинематическая схема приводного роликового конвейера.
Подпрессовщик содержит два бесприводных ленточных конвейера 1 и 2, приводной роликовый конвейер 3, расположенный над ним бесприводной роликовый конвейер 4 и пневмокамеру 5. Нижний ленточный конвейер 1 расположен на неподвижной раме б, верхний 2 - на подвижной раме 7, которая может поворачиваться относительно оси 8, Оси передних барабанов 9 заключены в горизонтальные направляющие и. снабжены пневмоцилиндрами 10, обеспечивающими
автоматическое постоянное усилие натяжением лент 1 и 2. Приводной роликовый конвейер 3 размещен на неподвижной раме 6, и на нем лежит верхняя ветвь ленты конвейера 1. Верхний неприводной роликовый конвейер 4 состоит из отдельных роликов 11, жестко связанных по концам через подшипники качения с балками 12. Каждый ролик 11с балкой 12 по концам имеет подшипники 13 (фиксаторы), заключенные в вертикальные пазы 14, и может перемещаться в вертикальном направлении независимо от других роликов. Пазы 14 выполнены в неподвижной раме 6. Внизу ролики лежат на нижней ветви ленты конвейера 2. Пневмокамера 5 выполнена из эластичного материала и заключена в пространство между балками 12 и опорной плитой 15, жестко связанной с рамой 6.
Подпрессовщик работает следующим образом.
Подается воздух в пневмокамеру 5, ролики 11 через балки 12 прижимают нижнюю
О
XI
Оч
со
ветвь ленты 2 к верхней ветви ленты 1. Приводится во вращение роликовый конвейер 3, благодаря силам трения ленточные конвейеры 1 и 2 также приводятся в движение.
На участке а ленточного конвейера 1 при его движении формируется бесконечная лента пакета из кускового шпона с нанесенным клеем. Эта лента, проходя через зону роликовых конвейеров 3, 4 и задних концов ленточных конвейеров 1 и 2, под- прессовывается.
По условиям работы формируемая бесконечная лента пакета шпона может колебаться по толщине в больших пределах: от 3 до 40 мм на значительной длине и до 3 мм на близко расположенных друг от друга участках.
Удельное давление в каждом сечении ленты пакета обеспечивается постоянным за счет возможности перемещения в вертикальном направлении верхних роликов 11 и заднего конца ленточного конвейера 2, не изменяя их сил поджатия.
Подпрессовщик входит в состав агрегата для изготовления облицовочного покрытия щитового паркета, обеспечивающего годовой экономический эффект более 30 тыс. руб.
Формула изобретения
Пресс непрерывного действия, включающий верхний и нижний роликовые конвейеры и их рамы, прижимающие ролики,
пневмокамеру, пресс, отличающийся тем, что, с целью повышения качества под- прессовки, увеличения срока службы и снижения энергоемкости пресса, он снабжен вертикальными балками и опорной плитой, концы роликов верхнего конвейера посредством подшипников жестко соединены с вертикальными балками, концы которых и концы роликов снабжены фиксаторами, рама верхнего конвейера посредством оси соединена с рамой нижнего конвейера, которая выполнена неподвижной и в ее вертикальных пазах размещены фиксаторы, а пневмокамера расположена между верхними концами вертикальных балок и опорной
плитой.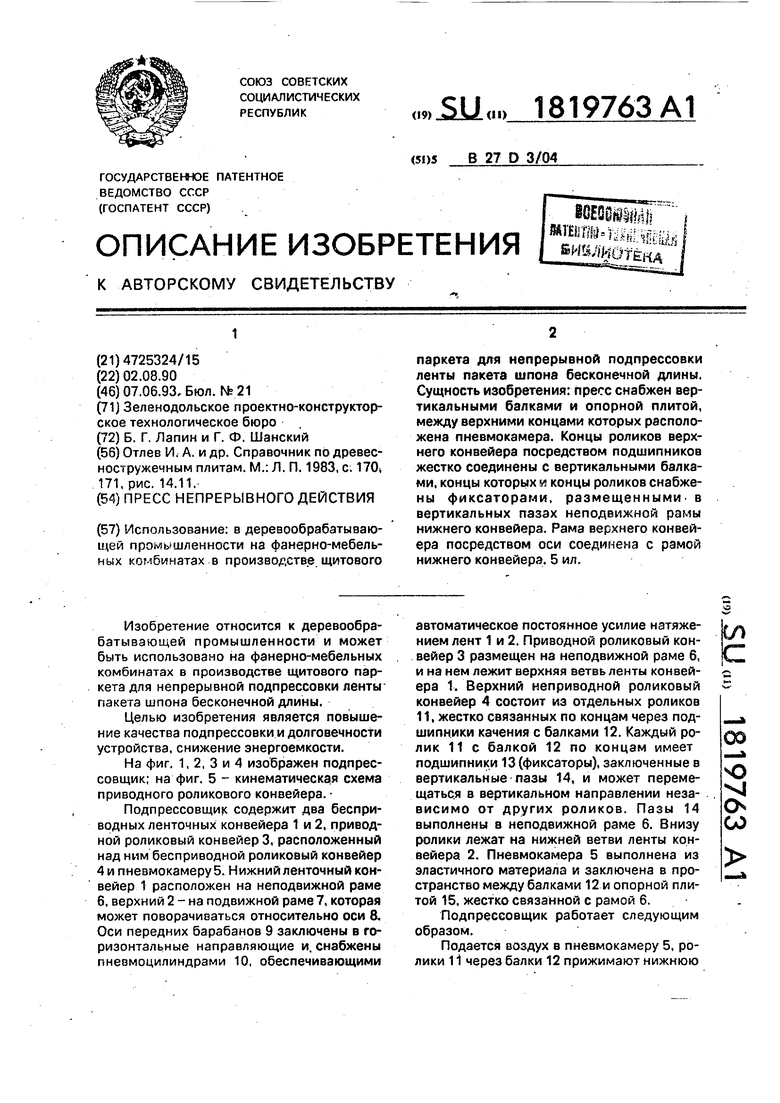
| название | год | авторы | номер документа |
|---|---|---|---|
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Линия изготовления лицевого покрытия щитового паркета | 1986 |
|
SU1371919A1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2356812C1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2009 |
|
RU2394742C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2011 |
|
RU2478075C1 |
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2356813C1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2009 |
|
RU2404107C1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Способ изготовления плосковыклейных профильных деталей и устройство для его осуществления | 1990 |
|
SU1724465A1 |
Использование: в деревообрабатывающей промышленности на фанерно-мебель- иых комбинатах в производстве щитового паркета для непрерывной подпрессовки ленты пакета шпона бесконечной длины. Сущность изобретения: пресс снабжен вертикальными балками и опорной плитой, между верхними концами которых расположена пневмокамера. Концы роликов верхнего конвейера посредством подшипников жестко соединены с вертикальными балками, концы которых к концы роликов снабже- ны фиксаторами, размещенными в вертикальных пазах неподвижной рамы нижнего конвейера. Рама верхнего конвейера посредством оси соединена с рамой нижнего конвейера. 5 ил.
9 10 6 J / / /
f$ /
/ / /
v-v
2 M(D
Ј9A6l8l
Фи г. 4
1819763
| Отлев И | |||
| А | |||
| и др | |||
| Справочник по древесностружечным плитам | |||
| М.: Л | |||
| П | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
