ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления длинномерных полимерных изделий | 1988 |
|
SU1579785A1 |
| СПОСОБ ОБЛИЦОВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙПОЛИМЕРОМ | 1972 |
|
SU324165A1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ВНУТРЕННЕЙ ОБЛИЦОВКИ ВЫТЯНУТОГО ЭЛЕМЕНТА | 2009 |
|
RU2476318C2 |
| Устройство для нанесения на наружную поверхность трубы полимерной рукавной оболочки | 1988 |
|
SU1636244A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
Использование: изготовление облицованных полимерным материалом изделий, в частности труб с внутренним полимерным покрытием. Сущность изобретения: зажим для трубы выполнен в виде заглушки с уплотнением под торец трубы, расположенной напротив рабочего торца оправки и установленной с возможностью вращения на подвижной в продольном направлении опор. Одна из опор для поддержания трубы кинематически связана с приводом вращения. Благодаря использованию зажима трубы в виде заглушки обеспечивается продольное перемещение за счет давления сжатого воздуха, подаваемого в зазор между заглушкой и торцем оправки. 2 ил.
Изобретение относится к области, применения полимерных материалов в виде облицовок деталей, непосредственно касается техники защиты полых деталей путем внутренней облицовки их стенок термо- лластичными полимерными материалами.
Целью изобретения является упрощение конструкции за счет обеспечения продольного перемещения трубы под действием сжатого воздуха.
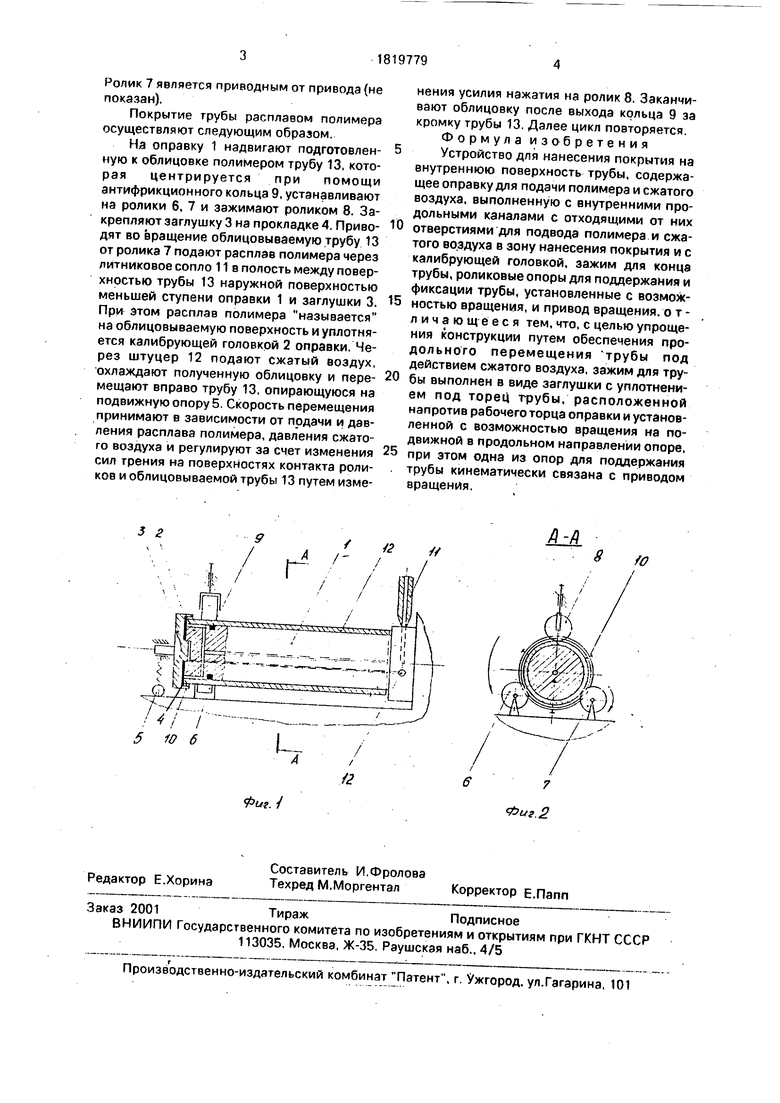
На фиг. 1 схематично дано устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит ступенчатую оправку 1 для подачи полимера и сжатого воздуха, выполненную с внутренними продольными каналами и отходящими от них отверстиями для подвода полимера и сжатого воздуха в зону нанесения покрытия с калибрующей головкой 2, образованную
меньшей ступенью оправки, зажим для конца трубы, выполненной в виде заглушки 3 с уплотнением 4 под торец трубы, расположенной напротив рабочего торца оправки 1, Заглушка 3 установлена с возможностью вращения на подвижной в продольном направлении опоре 5. Устройство имеет также роликовые опоры 6 и 7 для поддержания трубы и нажимной ролик 8 для фиксации и обеспечения вращения покрываемой трубы вокруг ее продольной оси. Изменяя усилие прижатия нажимного ролика 8, регулируют величину аксиальной сдвигающей силы, создаваемой давлением сжатого воздуха на торец заглушки. На большей ступени оправки смонтировано уплотнительное антифрикционное кольцо 9. Заглушка 3 средством крепления 10 закрепляется на конце облицовываемой трубы. Для подачи расплава устройство снабжено литниковым соплом 11, а для подачи сжатого воздуха снабжено штуцером.
00
Ю vj
VI О
Ролик 7 является приводным от привода (не показан),
Покрытие трубы расплавом полимера осуществляют следующим образом.
На оправку 1 надвигают подготовленную к облицовке полимером трубу 13, которая центрируется при помощи антифрикционного кольца 9, устанавливают на ролики 6, 7 и зажимают роликом 8. Закрепляют заглушку 3 на прокладке 4. Приводят во вращение облицовываемую трубу 13 от ролика 7 подают расплав полимера через литниковое сопло 11 в полость между поверхностью трубы 13 наружной поверхностью меньшей ступени оправки 1 и заглушки 3. При этом расплав полимера называется на облицовываемую поверхность и уплотняется калибрующей головкой 2 оправки. Через штуцер 12 подают сжатый воздух, охлаждают полученную облицовку и перемещают вправо трубу 13, опирающуюся на подвижную опору 5. Скорость перемещения принимают в зависимости от подачи и давления расплава полимера, давления сжатого воздуха и регулируют за счет изменения сил трения на поверхностях контакта роликов и облицовываемой трубы 13 путем измеФиг. /
0
5
0
5
нения усилия нажатия на ролик 8. Заканчивают облицовку после выхода кольца 9 за кромку трубы 13. Далее цикл повторяется. Формула изобретения Устройство для нанесения покрытия на внутреннюю поверхность трубы, содержащее оправку для подачи полимера и сжатого воздуха, выполненную с внутренними продольными каналами с отходящими от них отверстиями для подвода полимера и сжатого воздуха в зону нанесения покрытия и с калибрующей головкой, зажим для конца трубы, роликовые опоры для поддержания и фиксации трубы, установленные с возможностью вращения, и привод вращения, о т - личающееся тем, что, с целью упрощения конструкции путем обеспечения продольного перемещения трубы под действием сжатого воздуха, зажим для трубы выполнен в виде заглушки с уплотнением под торец трубы, расположенной напротив рабочего торца оправки и установленной с возможностью вращения на подвижной в продольном направлении опоре, при этом одна из опор для поддержания трубы кинематически связана с приводом вращения.
/ы
8 /о
/ /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОБЛИЦОВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙПОЛИМЕРОМ | 0 |
|
SU324165A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1706144, кл | |||
| Солесос | 1922 |
|
SU29A1 |
