Изобретение относится к автоматизации производства металлического полосового материала, а именно к автоматическому измерению диаметра разматывающегося рулона металлической полосы, и предназначено для определения диаметра рулона в линиях раскроя металла.
Цель изобретения - упрощение процесса измерения текущего диаметра разматывающегося рулона металлической полосы.
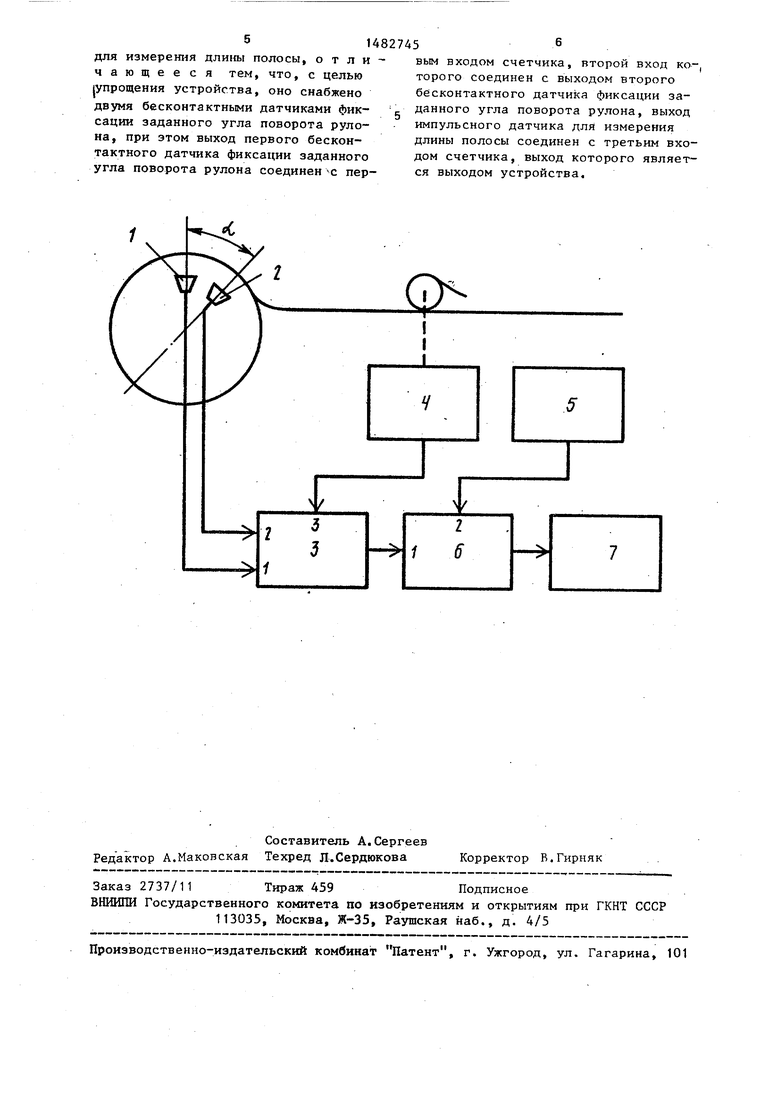
На чертеже изображена структурная схема устройства автоматического измерения диаметра разматывающегося рулона металлической полосы.
Устройство автоматического измере ния диаметра разматывающегося рулона металлической полосы состоит из бесконтактных датчиков 1 и 2 угла поворота рулона, счетчика 3, импульсного датчика 4 для измерения длины полосы, закрепленного на оси мерительного ролика, задатчика 5, блока 6 сравнения, привода 7 разматывающего устройства.
Выход бесконтактного датчика 1 угла поворота рулона подключен к первому входу счетчика 3, второй вход которого соединен с выходом бесконтактного датчика 2 угла поворота рулона, выход импульсного датчика 4 для измерения длины полосы подключен к третьему входу счетчика 3, выход которого подключен к первому входу блока 6 сравнения, на второй вход которого подключен выход зачатчика 5, выход бпока 6 сравнения подключен
4
ОС Ю 1
Јъ
сд
к входу привода 7 разматывающего устройства.
Устройство автоматического измерения диаметра разматывающегося рулона металлической полосы работает следующим образом.
По переднему фронту сигнала от бесконтактного датчика 1 угла поворота рулона, поступающего на первый вход счетчика 3, происходит,его обнуление и начинается подсчет импульсов, поступающих от импульсного датчика 4 для измерения длины полосы на третий вход счетчика 3 По переднему фронту сигнала от бесконтактного датчика 2 угла поворота рулона, поступающего на второй вход счетчика 3, прекращается подсчет импульсов счетчиком 3. Постоянное число импуль сов с выхода счетчика 3 подается на первый вкод блока 6 сравнения, на i второй вход которого подается число от задатчика 5. На выходе блока 6 сравнения выдается сигнал, когда текущий диаметр рулона равен или меньше заданного значения. Данный сигнал подается на вход привода 7 разматывающего устройства, по которому происходит снижение скорости,
Величина угла, образуемого бесконтактными датчиками 1 и 2 угла поворота рулона, определяется следующим образом.
При повороте на угол oi полоса пройдет длину S, соответствующую текущему диаметру DT рулона и определяемую по формуле
S
7-.DT 350
(1)
Количество импульсов К от импульсного датчика для измерения дли- ны полосы при прохождении полосы длиной S определяется по формуле
К
§ц
V
(2)
п - количество импульсов на один оборот импульсного датчика для измерения длины полосы длина окружности мерительного ролика;
L ™
откуда
lit п
(3)
Приравнивая правые части уравнение (1) и (3), получим
Klt TDr п 360
Найдем количество импульсов К:
- D.
Tnoi
т 3601
Р
(4)
Чтобы текущий диаметр рулона рав- гялся числу подсчитанных импульсов К, уголей из уравнения (4) равен
. ЗбОЬ .
ВС ----L.
Таким образом, способ автоматического измерения диаметра разматывающегося рулона металлической полосы и устройство для его реализации позволяют упростить процесс измерения текущего диаметра разматывающегося рулона.
Формула изобретения
1. Способ измерения диаметра раз- ма тывающегося рулона металлической полосы, преимущественно с использованием мерительного ролика с импульсным датчиком для измерения длины полосы, включающий подсчет числа импульсов от датчика для измерения длины полосы на заданном угле поворота рулона, отличающийся тем, что, с целью упрощения процесса измерения текущего диаметра рулона, задаваемый угол поворота рулона об устанавливают в соответствии с выражением
gffi.
Тп
0
5
Р
п где 1„ - длина окружности мерительного ролика} число импульсов, приходящихся на.-один оборот импульсного датчика,
И при этом число подсчитанных импульсов от датчика для измерения длины полосы равно диаметру разматывающегося рулона.
2. Устройство измерения диаметра разматывающегося рулона металлической полосы, содержащее мерительный ролик, счетчик, импульсный датчик
51482745
для измерения длины полосы, отличающееся тем, что, с целью упрощения устройства, оно снабжено двумя бесконтактными датчиками фиксации заданного угла поворота рулона, при этом выход первого бесконтактного датчика фиксации заданного угла поворота рулона соединен ic первым входом счетчика, второй вход ко-( торого соединен с выходом второго бесконтактного датчика фиксации заданного угла поворота рулона, выход импульсного датчика для измерения длины полосы соединен с третьим входом счетчика, выход которого является выходом устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА РАЗМАТЫВАЮЩЕГОСЯ РУЛОНА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1991 |
|
RU2013149C1 |
| Способ определения диаметра рулона полосового материала при намотке или размотке полосы и устройство для его осуществления | 1991 |
|
SU1821262A1 |
| Устройство автоматического определения момента начала замедления привода разматывателя полосы | 1977 |
|
SU738704A1 |
| Устройство измерения длины материала при намотке на барабан | 1977 |
|
SU658398A1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА ИЗМЕРИТЕЛЬНОГО РОЛИКА | 2003 |
|
RU2231407C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОРМОЖЕНИЕМ ПРОКАТНОГО СТАНА | 1969 |
|
SU248035A1 |
| Устройство для управления перезаправкой рулонов | 1980 |
|
SU1092121A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ПОДАЧИ ОСНОВЫ НА ОСНОВОВЯЗАЛЬНОЙ МАШИНЕ | 1970 |
|
SU268730A1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
| Устройство для автоматического управления торможением прокатного стана | 1977 |
|
SU659220A1 |
Изобретение относится к автоматизации производства металлического полосового материала, а именно к автоматическому измерению диаметра разматывающегося рулона металлической полосы, и предназначено для определения диаметра рулона в линиях раскроя металла. Цель изобретения- упрощение процесса измерения текущего диаметра разматывающего рулона металлической полосы. При определении текущего диаметра рулона угол, образуемый двумя датчиками, выбирают из условия равенства числа импульсов измеренному текущему диаметру рулона по формуле Α=360LP/φN, где LP-длина окружности мерительного ролика
N-число импульсов на один оборот импульсного датчика. 2с.п.ф-лы, 1 ил.
G
| Устройство автоматического управления приводами агрегата при наборе заданной массы полосы на моталке | 1984 |
|
SU1186304A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
