(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ЗАМЕДЛЕНИЯ ПРИВОДА РАЗМАТЫБАТЕЛЯ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления приводами агрегата при наборе заданной массы полосы на моталке | 1984 |
|
SU1186304A1 |
| Устройство для автоматического управления торможением прокатного стана | 1977 |
|
SU659220A1 |
| Способ определения плотности рулона в процессе смотки | 1990 |
|
SU1804930A1 |
| Система автоматического останова участка нагона петли непрерывного агрегата | 1980 |
|
SU891188A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОРМОЖЕНИЕМ ПРОКАТНОГО СТАНА | 1969 |
|
SU248035A1 |
| Способ автоматического замедленияпРОКАТНыХ CTAHOB | 1977 |
|
SU795596A1 |
| Способ определения махового момента рулона полосы в процессе намотки | 1989 |
|
SU1662723A1 |
| Устройство для определения остатка полосы в разматываемом рулоне | 1982 |
|
SU1030643A1 |
| Способ управления замедлением стана холодной прокатки | 1976 |
|
SU602252A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
Изобретение относится к прокатнрму производству и может быть использовано для автоматизации управления разматывателями полосы агрегатов подготовки, непрерывного травч ления и покрытия полосы цехов холодного проката.
Известно устройство контроля скорости разматывателя моталки при прокате полосы, содержащее два генератора импульсов, один из которых соединен с валом разматывателя, а другой - со следя цим роликом, устройство для определения диаметра рулона л устройство дпя сравнения двух сигналов. ОДйн из сигналов соответствует длине полосы на разматывателе, необходимой для замедления, и выражен в аналоговой форме. Другой сигнал соответствует действительной длине полосы, оставшейся на разматывателе, определяемой по диаметру рулона и толщине полосы с помощью цифровых устройств. Толщину полосы для каждого, сортамента задают с помощью потенциометра 1 .
Однако необходимость использо|Ванйя для измерения и сравнения
|длин элементов различного типа (аналоговых и цифровых) и преобразователей, а также ручная задача толf. щины полосы усложняют процесс определения момента начала замедления привода, снижают его надежность и производительность.
Наиболее близким к предлагаемому
10 является устройство для автоматического снижения скорости разматывания рулона в линиях непрерывной обработки полосы. Оно содержит датчики импульсов вращения .барабана
15 разматывателя и направляющего ролика, блок для определения текущего диаметра рулона, блок для вычисления толщины пЬлосы и сравнивающее устройство, выдающее сигнал на эа20 медление привода разматывателя полосы при равенстве двух величин: одна из них соответствует суммарному значению Длины оставшейся на разматывателе полосы и расстоянию
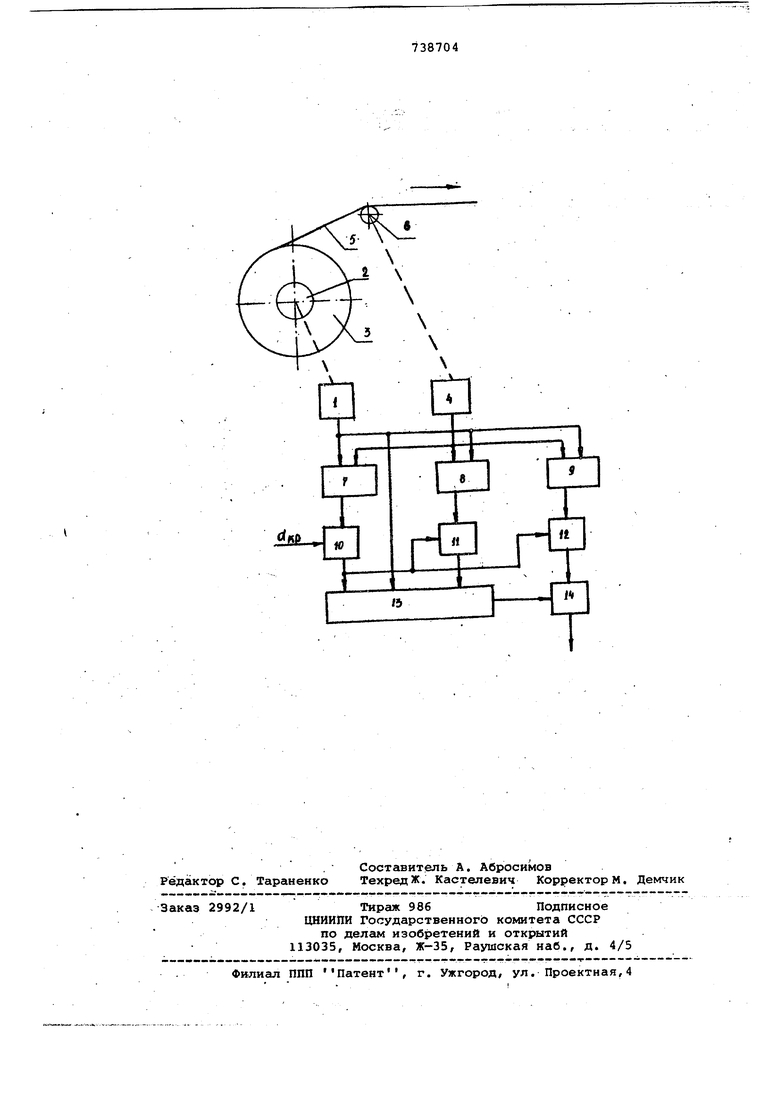
25 от разматывателя до положения приостановки ПОЛОСЫ , другая - величине продвижения полосы во время уменьшения скорости, сложенной с холостым пробегом полосы от момен30 :Та подачи сигнала на снижение скоростй .до действительного снижения скорости 2. Однако реализация математического алгоритма, по вычислению длины полосы требует значительных аппаратурных затрат. В случае, когда-не требуется приостановка полосы в опреде ленном месте, головной части агрегата, а необходимо лишь ограни. чение скорости вращения барабана разматывателя при сходе полосы, .вычисление длины полосы в процессе размотки усложняет устрой.ство и . снижает его надежнбьтй. Целью изобретения является упро щение устройства и повышение его н дежности. Поставленная цель достигается тём, что 3 устройство, содержащее блок определения толщины полосы, блок сравнения, датчик импульсов в щения барабана,датчик .импульсов дл ны, блок определения текущего диаметра, вводится второй блок сравне ния, выдающий сигнал при равенстве текущего диаметра рулона с критическим (заранее, установленным) диаметром и соединенный с блоком-о ределения текущего диаметра, блок бпределения числа витков полосы в .зависимости от ее толщины в рулоне .критического диаметра, своими в :одами связанный со. вторым блоком сравнения и блоком определения тол -щины.полосы, соединением с датчика ми импульсов вращения барабана и длиныполосы, блок определения ско рости полосы, соединённый с этими датчиками, подключенный к нему вхо дом блок определения числа оборотов бара1бана разматывателя, необ-, ходимого для замедления, второй вхо которого соединен с выходом второго блока Сравнения, блок определения текущего числа витков полосы, своими, входами подключенный ко вт.орому блоку сравнения, блоку определе .ния .числа витков в рулоне критического .диаметра и датчику импуль сов вращения барабана. Значение ве личи.н блоков определения, . те-, кущего числа витков в руло.не и определения числа оборотов барабана разматывателя, необходимого для замедления, сравниваются в первом блоке сравнения, выдающем командный си.гнал ,на замедлёние привода при равенстве этих ч.исел. . На , чертеже представлена структур ная схема устройства. Устройство содержит датчик 1 импульсов вращения барабана 2 разматывателя 3 рулона, механически связанный с барабаном, датчик 4 импульсов длины полосы,5, механич:ески с вяЪа1ннЫй с мерительным роликом 6,блок 7 определения текущего диаметра рулона D-f, блок 8 определения (ТОЛЩИНЫ полосы hf, блок 9 определе |Ния скорости полосы V-, , блок К) срайнения текущего диаметра D с критическим диаметром ,блок 11 определения числа витков полосы толщиной h в рулоне критического диаметра, блок 12 определения числа оборотов барабана разматывателя Wjj необходимого для замедления привода, блок 13 определения текущего числа оставшихся витков W в рулоне и блок 14 сравнения . Максимальный для разматывателя путь замедления определяется исходя из установленного для данного привода темпа замедления а const (М/С) и максимальной скорости полосы , (М/С) : ,. с v max max время замедления, определяемое по формуле: ..Vmox-Vmin , (2) где Vrr,,n - минимальная скорость полоса (пониженная скорость; до которой необходимо замедлить привод разматьЗвателя) , м/с. Максимальный путь замедления можно в пределах требуемой точности преобразовать в целое число оборотов барабана разматывателя полосы WjnTCDC Диаметр рулона с числом витков полосы, равным . подсчитанный для максимальной толщины полосы, является критическим и расчитывается по формуле: нр-О зтох глах (5) где D cf -диаметр барабана разматывателя;-максимальная .из обрабатываемого сортамента толщина полосы. Критический диаметр-величина постоянная для данного агрегата. Она задается к уставка задатчика и используется как опорная величин.л. для определения т екуще.го числа витков полосы в рулоне. В частном .случае (при максимальных значениях скорости и толщины полосы) момент начала замедления привода соответствует моменту достижения равенства текущего диаметрарулона критическому . При значениях скорости и ТОЛ11Ц1НЫ, меньших максимальных, в момент равенства текущего диаметра критическому начинается определение текущего числа оставшихся витков полосы и числа витков в рулоне, необходимого для замедления привода. Для толщины h| формула (3) запишет ся так: 2W;h, , DCP + где W-, - число Bi iTKOB nojiocjj толщи ной h-, в рулоне крити ческого диаметра. (4) следует, что De.-D. W. Для данного привода разматывате D P-Dff „ ля величина-К - постоян на и рассчитывается заранее. Исход из этого -, Для всех значений величины толщ ны полосы hj из обрабатываемого сортамента предварительно рассчиты BcuoT соответствующие им целые числ витков в рулоне критического диаметра, т.е. hj -- WU (7) hfi n. Толщина полосы может быть представлена как разность радиусов пре дыдущего и последующего витков пол соответственно сы в рулоне т.е. г (8) Выражая радиусы через длины витков 9 и PJ соответственно, получае ь,. ,« где i2 - разность длин двух смежных витков полосы в рулоне. Таким образом, измеряя разность длин двух смежных витков, получают величину, пропорциональную толщине полосы. Определяют число витков W, в ру лоне критического диаметра, а затем, с момента достижения равенства D- DKP, вычитают из данного числа витков один виток на каждый последующий оборот разматывателя, и получают текущее число оставшихся витков в рулоне W- . Для каждого значения скорости полосы V-, из известного диапазона скоростей при постоянном для данного привода темпе замедления по формулам (1) и (2) заранее определяют путь замедления привода, подставляя вместо значения V V, а затем преобразуют путь в целое число оборотов барабана разматывателя Wj, , не ,обходимое для замедления привода. Таким образом диапазону скоростей полосы можно поставить в соответств ряд целых чисел W подсчитанных за laHee, т.е. V, -V-V. -- W Определяя, с момента достижения равенства D. число витков Wjj сравнива10т с ним текущее число оставшихся витков WT и при равенстве W-J Wj, подают команду на замедление привода. Устройство работаем следующим образом. Блок 7 представляет собой двоичный суммирующий счетчик, на вход которого поступают импульсы с датчиков 1 и 4. С помощью входной логики счетчик производит подсчет импульсов длины полосы за определенный угол поворота барабана разматйвателя. Код числа на его выходе, соответствующий текущему диаметру рулона, поступает в блок 10, где происходит его сравнение с кодом числа, соответствующим уставке задатчика - критическому диаметру рулона. Блок 8 (двоичный реверсивный счегчик с входной логикой) связан своими входами с датчиками 1 и 4 импульсов. Счетчик позволяет подсчитывать число импульсов длины полосы, укладывающееся в разности длин двух смежных витков в рулоне: за один оборот разматывателя .он суммирует число импульсов длины полосы, а в течение следующего оборота он работает как вычитающий. Остаток числа импульсов в счетчике после двух оборотов будет соотэетствовать разности длин двух смежных витков.полосы, что соответствует определенной толщине полосы. Код числа, соответствующий толщине полосы, с выхода блока .8 поступает в блок 11, где при наличии разрешающего сигнала с блока 10, соответствующего моменту равенства текущего диаметра рулона критическому, он преобразуется согласно соотношению (7) в код числа витков W, полосы в рулоне критического диаметра. .Блок 9 включает в себя двоичный суммирующий счетчик и генератор заданной выдержки времени. По сигналу датчика 1 в начале каждого оборота разматывателя блок производит определение скорости полосы путем подсчета числа импульсов длины полосы от датчика 4 за заданный интервал времени. Код числа, соответствующий скорости полосы, поступает в блок 12, начинающий свою работу при наличии разрешающего сигнала с блока 10 (в момент . D ) .- Блок 12 преобразует согласно соотношению (10) код числового значения скорости полосы в код числа оборотов барабана разматывателя , , необходимого для. згиАедления привода. В блоке 13, представляющем собой воичный вычитающий счетчик с входой логикой, происходит запись числа витков полосы W-, из блока 11. |При наличии разрешающего сигнала с блока 10 (в момент равенства D D } и по сигналам с датчика 1, поступающим на шину вычитания данного счётчика, происходит вы йтание из записанного числа витков одного витка-на каждый последующий оборот барабана разматыватеяя.Таким образ ом в блоке 13 происходит опре деление текущего числа оставшихся витков полосы в рулоне, которое по дается на вход блока 14 сравнения. На другой вход этого блока с блока 12 поступает число оборотов бараба на разматывателя, необходимое для замедления привода. В момент, когда текущее число витков W-r, оставшихся в рулоне, становится равным числу оборотов барабана разматывателя , блок 14 формирует командный сигнал на замедление привода разматывателя. .Предлагаемое устройство просто и надежно в эксплуатации и обеспечивает при этом достаточную точнос Формула изобретения Устройство автоматического опре деления момента начала замедления при вода размаТывателя полосы, со держащее датчик импульсов вращения барабана разматывателя рулона, сое диненный с валом барабана, датчик импульсов длины полосы, соединенны с измерительным роликом, блок опре делени текущего диаметра рулона, связанный с датчикалш иьшульсов, блок определения толщины полосы и блок сравнения, отличающее с я тем, что, с целью упрощения и повышения надежности устройства, оно дополнительно содержит второй рлок сравнения, блок определения эисла витков полосы в рулоне крирического диаметра, блок определе 1ия текущего числа оставшихся витков, 4лок определения числа витков замедления и блок определения скорости полосы, первый вход которого соединен с выходом датчика импульсов вращения, с первым входом блока определения текущего числа оставшихс я витков и с первым входом блока определения толщины, а второй вход соединен с выходом датчика длины, выход блока определения скорости соединен с первым входом блока определения числа витков замедления, второй вход которого соединен с выходом второго блока сравнения, у которого вход соединен с выходом блока определения текущего диаметра, а йыход - со вторым входом блока определения текущего числа оставшихся витков и с первым входом блока определения числа витков в рулоне критического диаметра, второй вход которого соединен с выходом блока определения толщины полосы, а выход - с третьим входом блока определения текущего числа оставшихся витков, выход которого соединен с первым входом первого блока сравнения, второй вход которого соединен с выходом блока определения числа витков замедления. : Источники информации, принятые во внимание при экспертизе, 1.Патент США № 3214110, кл. 242-75.47, 1965. 2.Патент Японии № 49-29-104, кл. 12 С 211,4, 1974.
