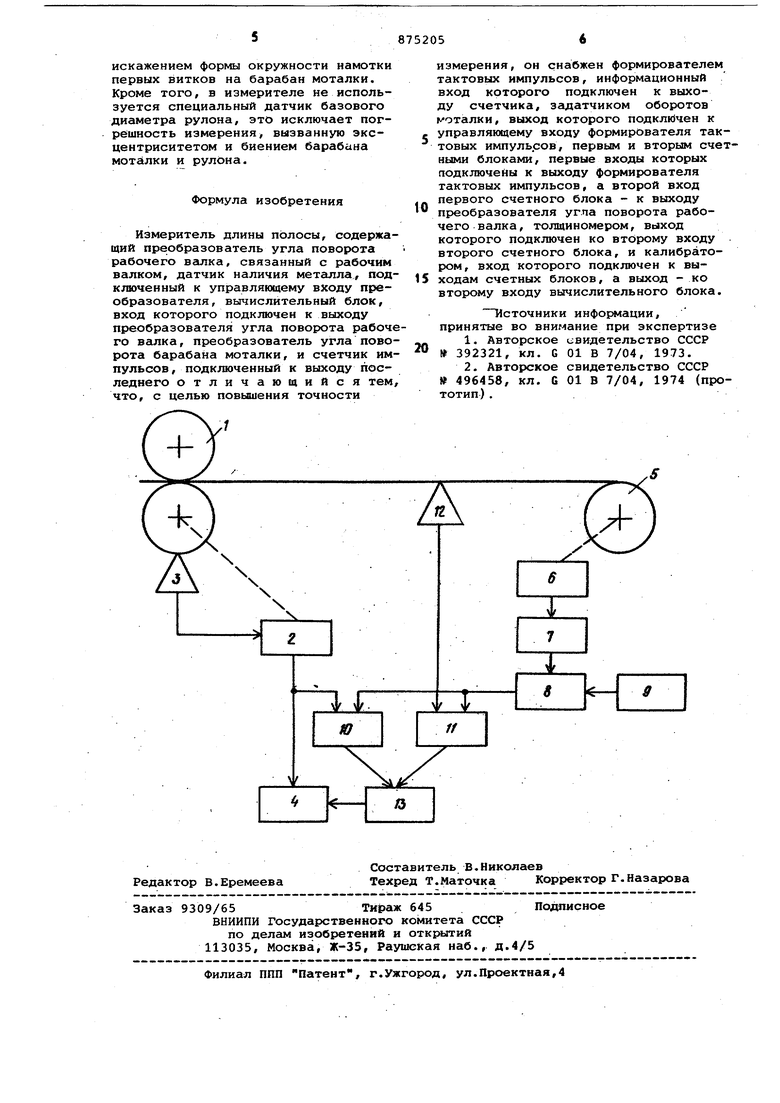
Изобретение относится к измерительной технике, а именно к измерению длины, полосы дри прокатке листового материала, сматываемого в рулон Известно устройство, содержащее и мерительный ролик, прижимаемый к полосе во время ее прокатки J« Однако при этом контролируемое проскальзывание ролика относительно полосы и его износ не позволяют достичь необходимой точности измерения. Наиболее близким по технической сущности к изобретению является изме ритель длины полосы, содержащий преобразователь угла поворота рабочего валка, связанный с рабочим валком, датчик наличия металла, подключенный к управляющему входу преобразователя угла поворота рабочеговалка, вычислительный блок, вход которого подключен к выходу преобразователя угла поворота рабочего валка, преобразователь угла поворота бараба на моталки и счетчик импульсов, подключенный к выходу последнего 2. Недостатком известного устройства является невысокая точность измерения. Цель изобретения - повышение точности измер ения. Поставленная цель достигается тем, что измеритель снабжен формирователем тактовых импульсов, информационный ВХС1Д которого подключен к выходу счетчика, задатчиком оборотов моталки, выход которого подключен к управляющему входу формирователя тактовых импульсов, первым н вторым счетными блоками, первые входы которых подключены к выходу формирователя тактовых .импульсов, а второй вход первого счетного блока - к выходу преобразователя угла поворота рабочего валка, толщиномером, выход которого подключен ко второму входу второго счетного блока, и калибратором, вход которого подключен к выходам счетных блоков, а выход ко второму входу вычислительного блок а. На чертеже изображена блок-схема устройства. Измеритель длины полосы содержит рабочий валок 1, преобразователь 2 угла поворота рабочего валка, датчик 3 наличия металла, вычислительный блок 4, первый вход которого подключен к выходу преобразователя 2 угла поворота рабочего валка, моталку 5, преобразователь 6 угла поворота моталки, счетчик 7 импульсов, подключенный к выходу последнего, формирователь 8 тактовых импульсов, информационный вход кото-, рбго подключен к выходу счетчика 7, эадатчик 9 оборотов моталки, выход которого подключен к управляющему входу формирователя 8 тактовых им- , пульсов, первый счетный блок 10 и второй счетный блок 11, первые входы которых подключены к выходу формирователя 8 тактовых импульсов, а второй вход первого счетного блока 10 - к выходу преобразователя 2 угла поворо та рабочего валка, толщиномер 12, выход которого подключен ко второму входу второго счетного блока 11, калибратор 13, вход которого подключен к выходам счетных блоков 10 и 11, а выход - ко второму входу вычислительного блока 4. Устройство работает следующим образом. Перед началом измерения счетные блоки 10 и 11 находятся в исходном состоянии, а в задатчик 9 числа оборотов введены порядковые номера началь ного п, и kOHe4Horo Пц витков намотки рулона, ограничивающие отрезок наматываемой полосы, используемый дл определения цены импульса преобразов теля 2 угла поворота рабочих валков. Номера витков намотки выбираются исходя из конкретных характеристик пар тии прокатываемых рулоной: пц - порядковый номер витка, намотанного по ле окончания переходного процесса, связанного с заправкой переднего кон ца полосы на барабан моталки 5, а п ц - порядковый номер витка, намотан ного перед началом переходного проце са, связанного с выпуском конца поло сы из рабочих валков последней клети стана. После входа полосы в рабочие валки 1 прокатной клети по разрешающему сигналу датчика 3 наличия металла вычислительный блок 4 начинает счет импульсов, поступающих на его первый вход с выхода преобразователя 2 угла поворота рабочего валка и продолжае счет импульсов до вьйсода конца полосы из валков. После закрепления переднего конца полосы на барабане моталки 5 и начала нгилотки снетчик 7 импульсов на.чинает счет импульсов, поступающих на его вход с выхода преобразователя б угла поворота барабана моталки. Сигнал из счетчика 7 импульсов, соответствумадий количеству полных оборотов моталки 5, подается на первый вход формирователя 8 тактовых импуль сов, на второй вход которого поступает сигнал, соответствующий заданным начальным Пц и конечным ri виткам намотки на моталку 5 из задат чика 9 оборотов моталки. После того, как мотгшка 5 сделает Пц оборотов и из счетчика 7 импульсов на первый вход формирователя 8 тактовых импульсов поступит соответствующий сигнал, формирователь 8 тактовых импульсов формирует первый, а затем, после каждого полного обррота моталки 5, последующие тактовые импульсы, которые подаются на входы первого 10 и второго 11 счетных блоков и определяют первый и последующие циклы вычислений в счетных блоках 10 и 11. Формирователь 8 тактовых импульсов выдает команду на последний цикл вычислений тогда, когда барабан моталки 5 сделает п оборотов и на первый вход формирователя 8 поступит соответствующий сигнал из счетчика 7 импульсов. На первом цикле вычислений счетный блок 10 считает и запоминает количество импульсов NH , поступивших на его вход,от преобразователя 2 угла . поворота рабочего валка за полный . оборот моталки 5. На втором и последующих циклах счетный блок 10 аналогичным образом считает и запоминает количество импульсов преобразрвателя 2 угла поворота рабочего валка за полный оборот моталки, затем вычисляет приращение угла поворота рабочего валка 1 на -ом обороте моталки относительно и определяет сумму приращений. Счетный блок 11 на втором и каждом последующем циклах вычислений считывает сигнал толщиномера 12, поступающий на его вход и соответствующий средней за полный оборот моталки толщине полосы, кроме того, вычисляет приращение длины -ого витка намотки относительно п,|-ого и производит суммирование этих приращений. После выполнения последнего цикла вычислений, счетные блоки 10 и 11 выдают на вход калибратора 13 сигналы, соответствующие суммам приращений намотки и приращений угла поворота рабочего валка. Калибратор 13 определяет цену импульса К пре- , образователя 2 угла поворота рабочего ВсШка по соотношению этих величин и выдает соответствующий сигнал .на второй вход вычислительного блока 4, где вычисляется длина полосы после выхода ее конца из рабочих валков 1. После вычисления длины полосы элементы схемы переводятся в исходное состояние. Повышение точности измерения длины полосы достигается тем, что определение цены преобразователя угла поворота рабочего валка начинается после завершения переходного процесса начала намотки, чем устраняется погрешность, вызванная
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины материала при намотке на барабан | 1981 |
|
SU1013740A1 |
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
| РЕГУЛЯТОР НАТЯЖЕНИЯ МОТАЛКИ РЕВЕРСИВНОГО СТАНА | 1970 |
|
SU261523A1 |
| Устройство для подъема съемной тележки моталки | 1981 |
|
SU988403A1 |
| Измеритель длины проката | 1974 |
|
SU496458A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство для вычисления содержания углерода в жидкой стали | 1985 |
|
SU1262525A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Устройство для вычисления местоположения транспортного средства | 1988 |
|
SU1589292A1 |
| Устройство для контроля процесса намотки длинномерного материала в паковку | 1987 |
|
SU1440972A1 |
