(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Устройство для электрохимических процессов нанесения и съема металла | 1981 |
|
SU952501A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Станок для хонингования плоских поверхностей | 1988 |
|
SU1683992A1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| Хонинговальная головка | 1986 |
|
SU1333549A1 |
Использование: изобретение относится к прецизионному хонингованию отверстий, обрабатываемых по схеме жесткий инструмент-жесткая деталь и предназначено для изготовления преимущественно одного отверстия с высокой, точностью, например, с отклонением от цилиндрических в пределах 0,001-0,002 мм. Сущность изобретения: В хонинговальной головке неподвижные бруски, закрепленные на корпусе, ограничены выполненными в его теле сквозными П-об- разными пазами, образующими четное количество лепестков, представляющих собой разжимную цангу, что позволяет прошлифовать их на круглошлифовальном станке с высокой степенью точности, кроме того, нижняя внутренняя поверхность корпуса изготовлена сопрягаемой с рабочей поверхностью технологической иглы, выполненной в виде конуса, что обеспечивает равномерный по окружности разжим неподвижных брусков. 5 ил.
Изобретение относится к прецизионно- му хонингованию отверстий обрабатываемых по схеме жесткий инструмент - жесткая деталь, изготавливаемых с высокой точностью, например с отклонением от цилиндрической формы в пределах 0,001-0,002 мм.
Целью изобретения является расширение технологических возможностей головки путем обеспечения обработки по схеме жесткий инструмент - жесткая деталь,
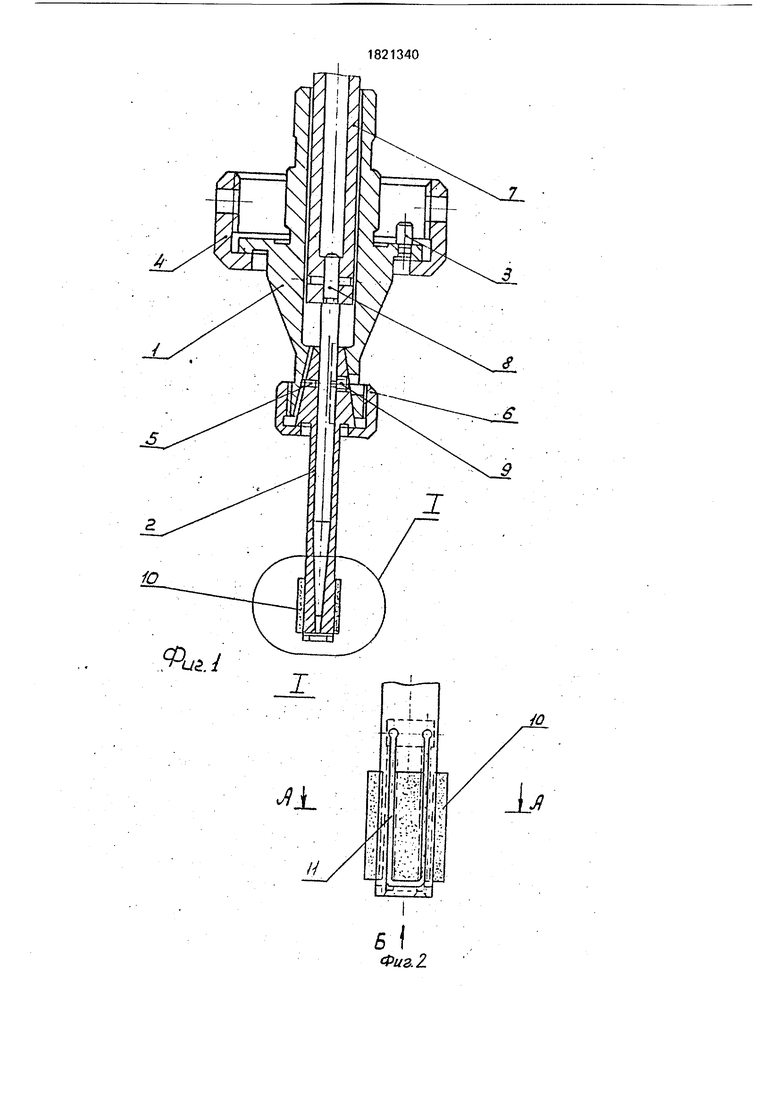
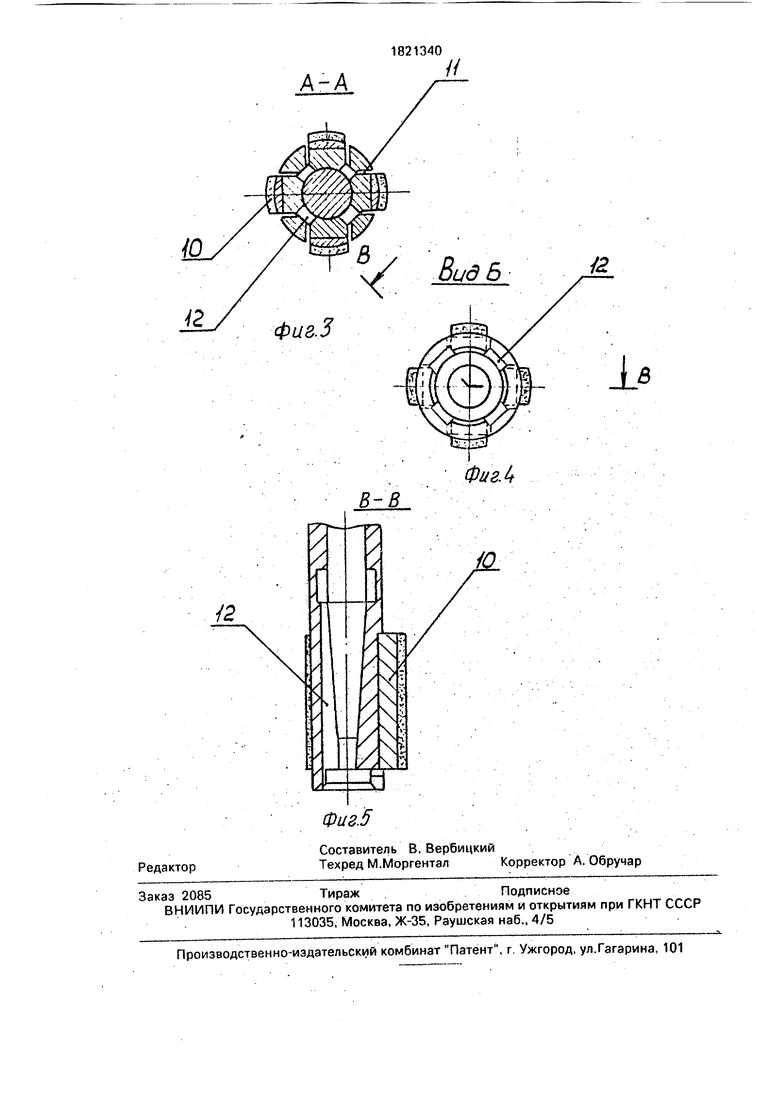
На фиг.1 дан продольный разрез; на фиг.2 - узел I на фиг.1; на фиг.З - сечение А-А на фиг.2; на фиг.4 - вид Б на фиг.2; на фиг.5 - сечение В-В на фиг.4.
Конструкция состоит из корпуса, выполненного из стационарной части 1 и сменной рабочей части 2. Стационарная часть 1 зафиксирована на шпинделе станка при помощи пальца 3 и закреплена гайкой 4. Сменная рабочая часть 2 зафиксирована по конусу и
при помощи штифта 5 и закреплена гайкой 6. Шток 7 закреплен в подвижном шпинделе станка и соединен с технологической иглой 8, которая удерживается от проворота винтом 9.
К сменной рабочей части 2 корпуса припаяны четыре подвижных бруска 10с нанесенным на них алмазоносным слоем. Все режущие элементы инструмента ограничены сквозными П-образными пазами 11, образующими четыре лепестка разжимной цанги. На внутренней поверхности корпуса выполнено такое же количество продольных пазов 12 параллельных оси хонголовки. рас- поло женнмх по окружности и размещенных между лепестками цанги. Рабочая поверхность технологической иглы 8 выполнена в виде конуса, а нижняя внутренняя поверхность рабочей части корпуса 2 также изготовлена конической, сопрягаемой с рабочей
00
К)
OJ
-N о
поверхностью технологической иглы 8. Рабочая часть корпуса 2 имеет два технологических центровых отверстия и цилиндрическую выточку в своей нижней части (см. фиг.5) для свободного прохождения технологической иглы 8.
Подготовка инструмента к работе осуществляется следующим образом. Сменная рабочая часть 2 корпуса хонголовки устанавливается на центрах круптошлифовально- гр станка, где осуществляется прошлифовка неподвижных брусков 10 с высокой степенью точности до требуемого размера обрабатываемого отверстия изделия, предназначенного для хонингования. При этом вместо технологической иглы 8 в отверстие сменной рабочей части 2 корпуса устанавливается вспомогательная технологическая вставка (не показана) выполненная с таким же конусом как и нижняя внутренняя поверхность рабочей части корпуса 2, Эта вставка фиксируется винтом 9. Роль ее состоит в том, чтобы удерживать лепестки сменной рабочей части 2 корпуса от прогиба во время прошлифопки неподвижных брусков 10.
После подготовки инструмент собирается и технологическая игла 8 вводится в соприкосновение с конической поверхностью сменной рабочей частив корпуса хон головки до обеспечения рабочего контакта неподвижных брусков 1.0 с обрабатываемой поверхностью изделия, после чего осуществляется процесс хонингования.,
Выполнение неподвижных брусков 10 в виде разжимной цанги позволяет вести обработку отверстия методом хонингования по схеме жесткое приспособление - жесткий инструмент,лто значительно упрощает изготовление оснастки, необходимой для
фиксации и закрепления обрабатываемой детали, а так же значительно повышает надежность инструмента в работе поскольку число подвижных, сопрягаемых элементов конструкции сведено к минимуму. В целом
это обеспечивает получение такой же высокой точности как это имело место в прототипе, но средствами более простыми и экономически более целесообразными.
Ф о р м у л а и з о б р ет е н и я .
Хонинговальная головка, корпус которой с закрепленными на нем рабочими брусками установлен с возможностью взаимодействия своей внутренней поверхностью с
конусной иглой разжима, от л и ч а ющ а я с я тем, что, с целью расширения технологических возможностей головки путем обеспечения обработки по схеме жесткое приспособление - жесткий инструмент, корПус выполнен с внутренней конусной поверхностью, сопрягаемой с конусной иглой разжима, и со сквозными П-образными пазами, равномерно расположенными в окружном направлении с образованием четного
количества лепестков, на которых закреплены рабочие бруски, причем на внутренней поверхности корпуса выполнены расположенные между указанными лепестками продольные пазы с длиной, большей конусной
части иглы разжима.
JL
л
Б Фи в. 2
А-А
f В
;
Фив.З
М.
Фиг.Ь
В-В
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
