Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления доньев бочек и может быть использовано на предприятиях по производству бондарной тары.
Цель изобретения - упрощение конструкции.
Указанная цель достигается тем, что на передней стенке магазина установлен мерный ролик механизма измерения длины сшитого щита, кулак этого механизма взаимодействует с тормозом, контактирующим с упором каретки, а на выходе из магазина установлена поворотная вилка, снабженная отсекателем в виде части сектора, тормоз выполнен в виде штока, снабженного подпружиненной поворотной вилкой, поворот которой ограничен упорами, а верхняя плоскость стола сшивки выполнена под углом 15.,.30° к горизонту.
Предложенный станок характеризуется новым свойством, способностью производить сшивку клепок, имеющих соотношение ширин более трех.
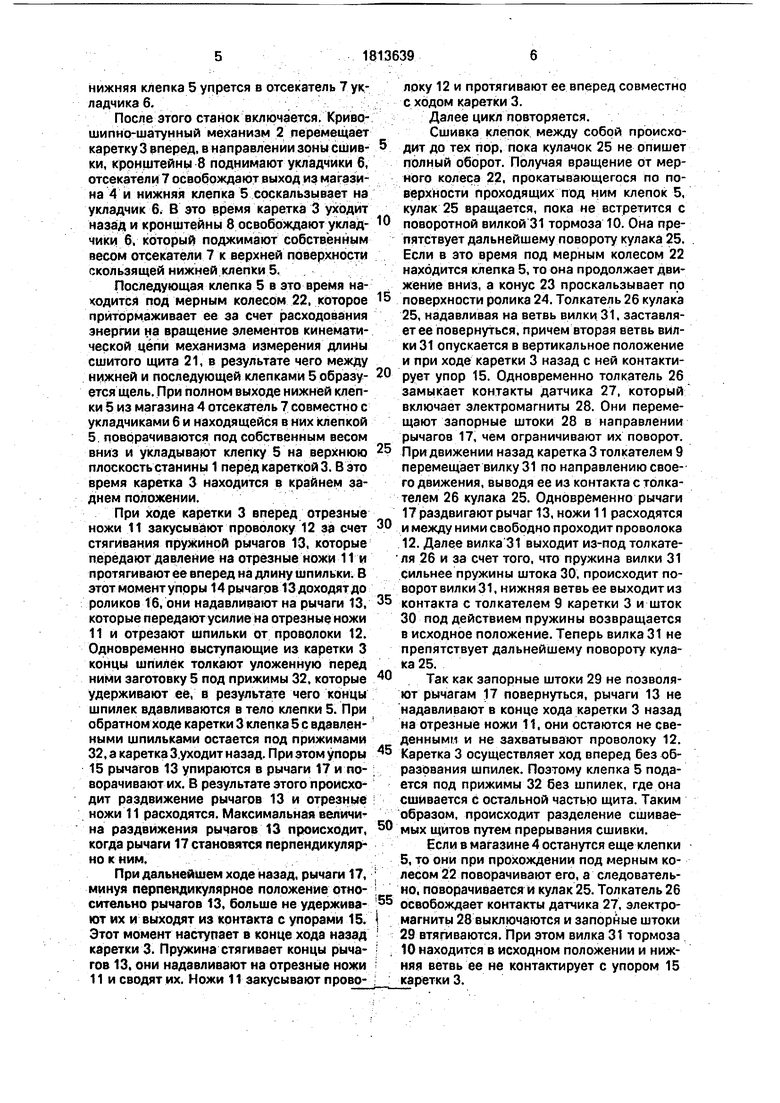
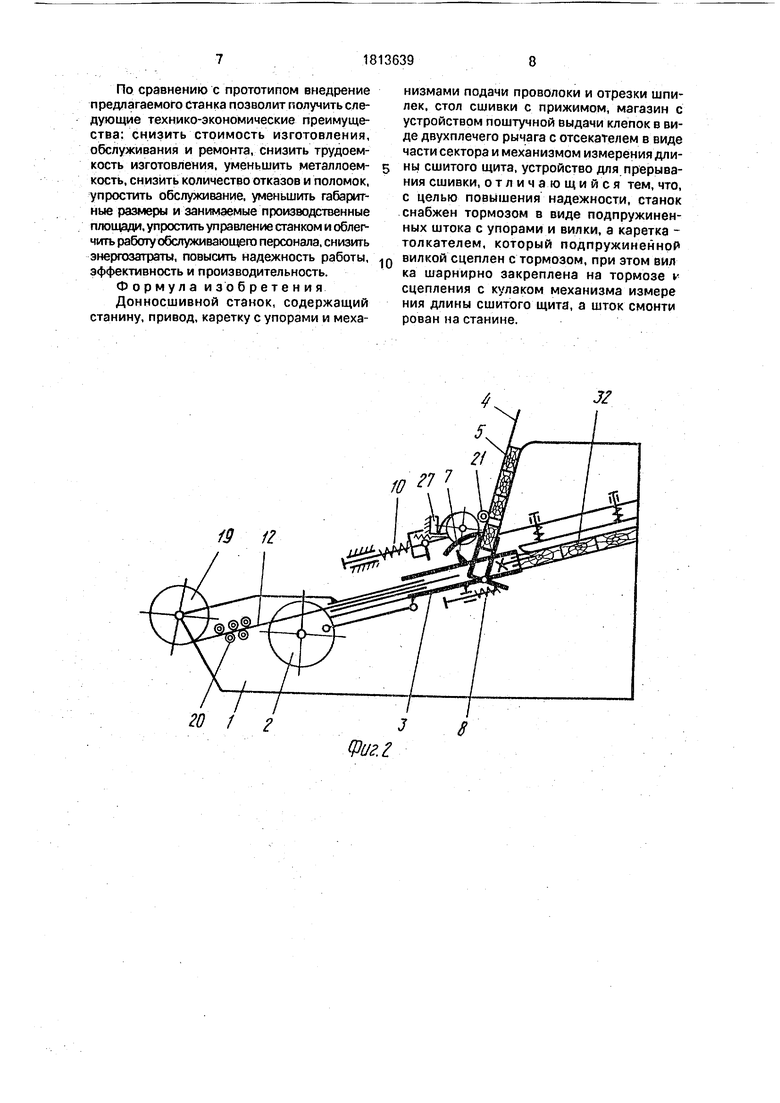
На фиг.1 изображена схема станка, укладка клепки на стол сшивки; на фиг.2 - то же, выдача клепки из магазина в укладчик; на фиг.3 - схема каретки, разведение отрезных ножей; на фиг.4 - то же, подача проволоки; на фиг.5 - схема тормоза, торможение кулака механизма измерения длины сшитого щита; на фиг.6 - то же, освобождение кулака; на фиг.7 - схема механизма измерения длины сшитого щита.
Станок состоит из станины 1, внутри которой установлен кривошипно-шатунный механизм 2, связанный шатуном с кареткой 3, скользящей по верхней плоскости станины 1. На станине 1 также установлен наклонно магазин 4 для клепок 5. Магазин 4 выполнен в виде двух параллельных стенок, между которыми свободно скользят клепки 5. Под магазином 4 расположены укладчики б в виде шарнирно закрепленных к станине 1 вилок, верхняя ветвь каждой из которых выполнена с отсекателем 7. Каретка 3 снабжена пружинными кронштейнами 8, взаимодействующими с укладчиками 6 и толкателями 9, взаимодействующими с тормозом 10. Внутри каретки 3 установлены две пары подпружиненных отрезных ножей 11, предназначенных для подачи проволоки 12 и ртрезки от нее шпилек. К передней части каретки 3 шарнирно закреплены одноплечие рычаги 13, контактирующие с отрезными ножами 11 и снабженные упорами 14 и 15. Концы рычагов 13 связаны пружиной. С наружной стороны рычагов 13 на станине 1 шарнирно закреплены на подпружиненных рычагах ролики 16, предназначенные для осуществления операции отрезки шпильки от проволоки 12. Ролики 16 контактируют с упорами 14. С внутренней стороны рычагов 13 шарнирно установлены
подпружиненные рычаги 17, предназначенные для осуществления операции по разведению ножей 11. Рычаги 17 контактируют с упорами 15.
Между отрезными ножами 11 пропущена проволока 12, направляемая трубкой 18, закрепленной к станине 1. Проволока 12 сматывается с бобин 19 и проходит через выравнивающие ролики 20.
Магазин 4 снабжен механизмом изме5 рения длины сшитого щита 21, который установлен на его передней стенке. Механизм измерения длины сшитого щита 21 состоит из мерного колеса 22 с шипами, закрепленного на одном валу с конусом 23, с поверх0 ностью которого контактирует ролик 24, передающий вращение на кулак 25, снабженный толкателем 26, взаимодействующим с датчиком 27, например, микропереключателем управления работой
5 электромагнитов 28 и тормозом 10. Электромагниты 28 снабжены запорными штоками 29, взаимодействующими с рычагами 17. Механизм измерения длины сшитого щита 21, электромагниты 28 с запорными
0 штоками 29 и тормоз 10 составляют устройство для прерывания сшивки.
Тормоз 10 состоит из подпружиненного штока 30, снабженного подпружиненной поворотной вилкой 31. Причем пружина
5 штока 30 значительно слабее пружины вилки 31. Вилка 31 контактирует с толкателем 26 кулака 25.
За магазином 4 расположены подпружиненные прижимы 32, предназначенные
0 для создания сопротивления перемещению под ними клепок 5.
Верхняя плоскость станины 1 выполнена под углом 15.„30° к горизонту, в результате чего сокращается время укладки клепок
5 5, выданных из магазина 4 на поверхность стола сшивки, а следовательно, повышается производительность станка.
Работает станок следующим образом. Механизм измерения длины щита 21 на0 страивается на нужный размер путем осевого перемещения ролика 24 по поверхности конуса 2.3. При меньшем диаметре конуса будут сшиваться щиты большей длины, при большем диаметре - меньшей. И в том, и в
5 другом случае длина сшитого щита будет определяться количеством времени, за которое кулак, 25 с толкателем 26 совершит один оборот.
В магазин 4 укладываются клепки 5, пока они полностью его не заполнят. При этом
нижняя клепка 5 упрется в отсекатель 7. укладчика 6.
После этого станок включается. Криво- шипно-шатунный механизм 2 перемещает каретку 3 вперед, в направлении зоны сшивки, кронштейны 8 поднимают укладчики б, отсекатели 7 освобождают выход из магазина 4 и нижняя клепка 5 соскальзывает на укладчик 6. В это время каретка 3 уходит назад и кронштейны 8 освобождают укладчики 6. который поджимают собственным весом отсекатели 7 к верхней поверхности скользящей нижней клепки 5,
Последующая клепка 5 в это время находится под мерным колесом 22, которое притормаживает ее за счет расходования энергии на вращение элементов кинематической цепи механизма измерения длины сшитого щита 21, в результате чего между нижней и последующей клепками 5 образуется щель. При полном выходе нижней клепки 5 из магазина 4 отсекатель 7 совместно с укладчиками 6 и находящейся в них клепкой 5. поворачиваются под собственным весом вниз и укладывают клепку 5 на верхнюю плоскость станины 1 перед кареткой 3. В это время каретка 3 находится в крайнем заднем положении.
При ходе каретки 3 вперед отрезные ножи 11 закусывают проволоку 12 за счет стягивания пружиной рычагов 13, которые передают давление на отрезные ножи 11 и протягивают ее вперед на длину шпильки, В этот момент упоры 14 рычагов 13 доходят до роликов 16, они надавливают на рычаги 13, которые передают усилие на отрезные ножи 11 и отрезают шпильки от проволоки 12. Одновременно выступающие из каретки 3 концы шпилек толкают уложенную перед ними заготовку 5 под прижимы 32, которые удерживают ее, в результате чего концы шпилек вдавливаются в тело клепки 5. При обратном ходе каретки 3 клепка 5 с вдавленными шпильками остается под прижимами 32, а каретка З.уходит назад. При этом упоры 15 рычагов 13 упираются в рычаги 17 и поворачивают их. В результате этого происходит раздвижение рычагов 13 и отрезные ножи 11 расходятся. Максимальная величина раэдвижения рычагов 13 происходит, когда рычаги 17 становятся перпендикулярно к ним.
При дальнейшем ходе назад, рычаги 17, минуя перпендикулярное положение относительно рычагов 13, больше не удерживают их и выходят из контакта с упорами 15. Этот момент наступает в конце хода назад каретки 3. Пружина стягивает концы рычагов 13, они надавливают на отрезные ножи 11 и сводят их. Ножи 11 закусывают прово0
5
0
5
0
5
0
5
0
5
локу 12 и протягивают ее вперед совместно сходом каретки 3.
Далее цикл повторяется.
Сшивка клепок между собой происходит до тех пор, пока кулачок 25 не опишет полный оборот. Получая вращение от мерного колеса 22, прокатывающегося по поверхности проходящих под ним клепок 5, кулак 25 вращается, пока не встретится с поворотной вилкой 31 тормоза 10. Она препятствует дальнейшему повороту кулака 25. Если в это время под мерным колесом 22 находится клепка 5, то она продолжает движение вниз, а конус 23 проскальзывает по поверхности ролика 24. Толкатель 26 кулака 25, надавливая на ветвь вилки 31. заставляет ее повернуться, причем вторая ветвь вилки 31 опускается в вертикальное положение и при ходе каретки 3 назад с ней контактирует упор 15. Одновременно толкатель 26 замыкает контакты датчика 27, который включает электромагниты 28. Они перемещают запорные штоки 28 в направлении рычагов 17, чем ограничивают их поворот. При движении назад каретка 3 толкателем 9 перемещает вилку 31 по направлению своего движения, выводя ее из контакта с толкателем 26 кулака 25. Одновременно рычаги 17 раздвигают рычаг 13, ножи 11 расходятся и между ними свободно проходит проволока 12. Далее вилка 31 выходит из-под толкате- ля 26 и за счет того, что пружина вилки 31 сильнее пружины штока 30, происходит поворот вилки 31, нижняя ветвь ее выходит из контакта с толкателем 9 каретки 3 и шток 30 под действием пружины возвращается в исходное положение. Теперь вилка 31 не препятствует дальнейшему повороту кулака 25.
Так как запорные штоки 29 не позволяют рычагам 17 повернуться, рычаги 13 не надавливают в конце хода каретки 3 назад на отрезные ножи 11. они остаются не сведенными и не захватывают проволоку 12. Каретка 3 осуществляет ход вперед без образования шпилек. Поэтому клепка 5 подается под прижимы 32 без шпилек, где она сшивается с остальной частью щита. Таким образом, происходит разделение сшиваемых щитов путем прерывания сшивки.
Если в магазине 4 останутся еще клепки 5, то они при прохождении под мерным колесом 22 поворачивают его, а следовательно, поворачивается и кулак 25. Толкатель 26 освобождает контакты датчика 27, электромагниты 28 выключаются и запорные штоки 29 втягиваются. При этом вилка 31 тормоза 10 находится в исходном положении и нижняя ветвь ее не контактирует с упором 15 каретки 3.
По сравнению с прототипом внедрение предлагаемого станка позволит получить следующие технико-экономические преимущества: снизить стоимость изготовления, обслуживания и ремонта, снизить трудоемкость изготовления, уменьшить металлоемкость, снизить количество отказов и поломок, упростить Обслуживание, уменьшить габаритные размеры и занимаемые производственные площади, упростить управление станком и облегчить работу обслуживающего персонала, снизить энергозатраты, повысить надежность работы, эффективность и производительность. Ф о р м у л а и з о б р е т е н и я Донносшивной станок, содержащий станину, привод, каретку с упорами и меха0
низмами подачи проволоки и отрезки шпилек, стол сшивки с прижимом, магазин с устройством поштучной выдачи клепок в виде двухплечего рычага с отсекателем в виде части сектора и механизмом измерения длины сшитого щита, устройство для прерывания сшивки, отличаю щи йся тем, что, с целью повышения надежности, станок снабжен тормозом в виде подпружиненных штока с упорами и вилки, а каретка - толкателем, который подпружиненной вилкой сцеплен с тормозом, при этом вил ка шарнирно закреплена на тормозе v сцепления с кулаком механизма измере ния длины сшитого щита, а шток смонти рован на станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Донносшивной станок | 1989 |
|
SU1765001A1 |
| Донносшивной станок | 1988 |
|
SU1703459A1 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Донносшивной станок | 1977 |
|
SU941181A1 |
| Донносшивной станок | 1989 |
|
SU1754450A1 |
| Способ сшивки щитов доньев бочек | 1989 |
|
SU1692837A1 |
| Устройство для поштучной выдачи заготовок | 1989 |
|
SU1706857A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |

Использование: в деревообрабатывающей промышленности, в частности в оборудовании для изготовления доньев бочек. Станок состоит из станины 1. привода 2, каретки 3, магазина 4. укладчика 6 с отсека- телем 7, тормоза 10. Внутри каретки 3 установлены отрезные ножи. На каретке установлены рычаги, связанные пружиной. Внутри каретки 3 между отрезными ножами пропущена проволока 12. Магазин 4 имеет механизм измерения длины сшитого шита 12, который совместно с электромагнитами с запорными штоками и тормозом 10 составляет устройство для прерывания сшивки. За магазином 4 установлен над столом сшивки прижим 32. Клепки 5 из магазина 4 укладчиком 6 укладываются поштучно перед кареткой 3, которая при своем ходе вперёд вдавливает наполовину длины шпильки в тело клепки, а клепку заводит под прижим 32 на столе сшивки. При следующем ходе вперед каретка 3 сшивает между собой первую и последующую клёпки. Прерывание сшивки клёпок между собой осуществляется устройством для прерывания сшивки. :7ил.; ... -;: . -::.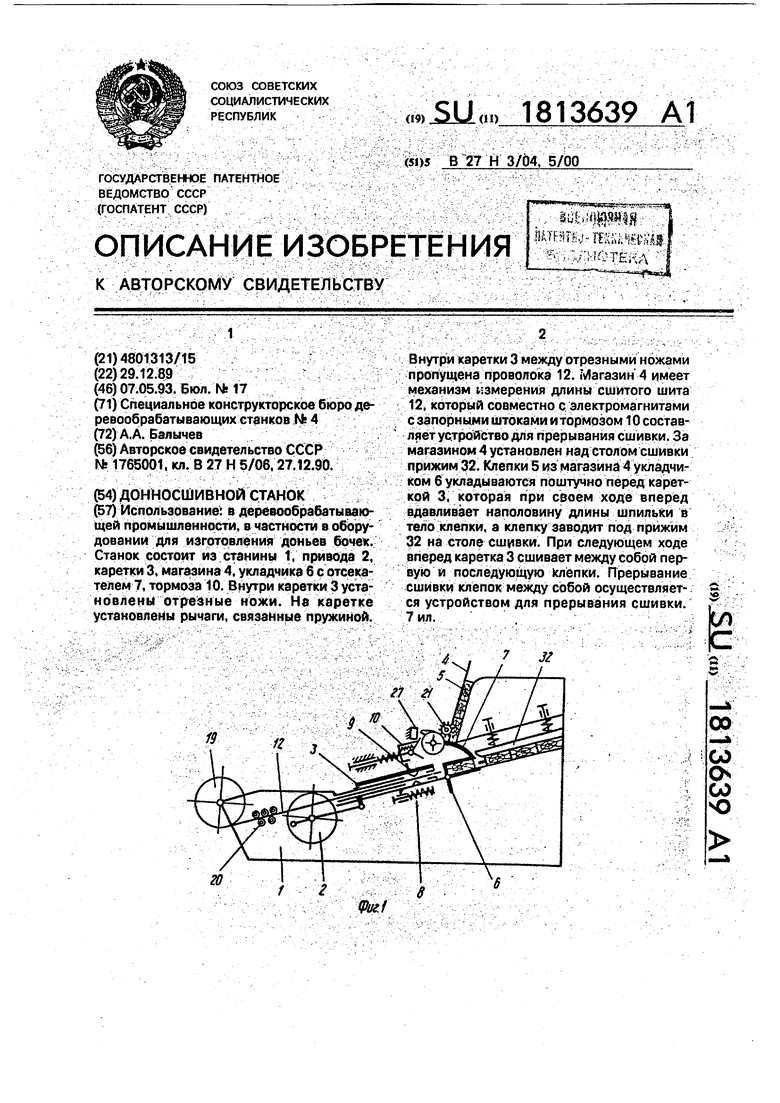
Фиг.г
Фиг 7
| Донносшивной станок | 1989 |
|
SU1765001A1 |
