столом 2 соединительным элементом 4 (например, лотком-склизом).
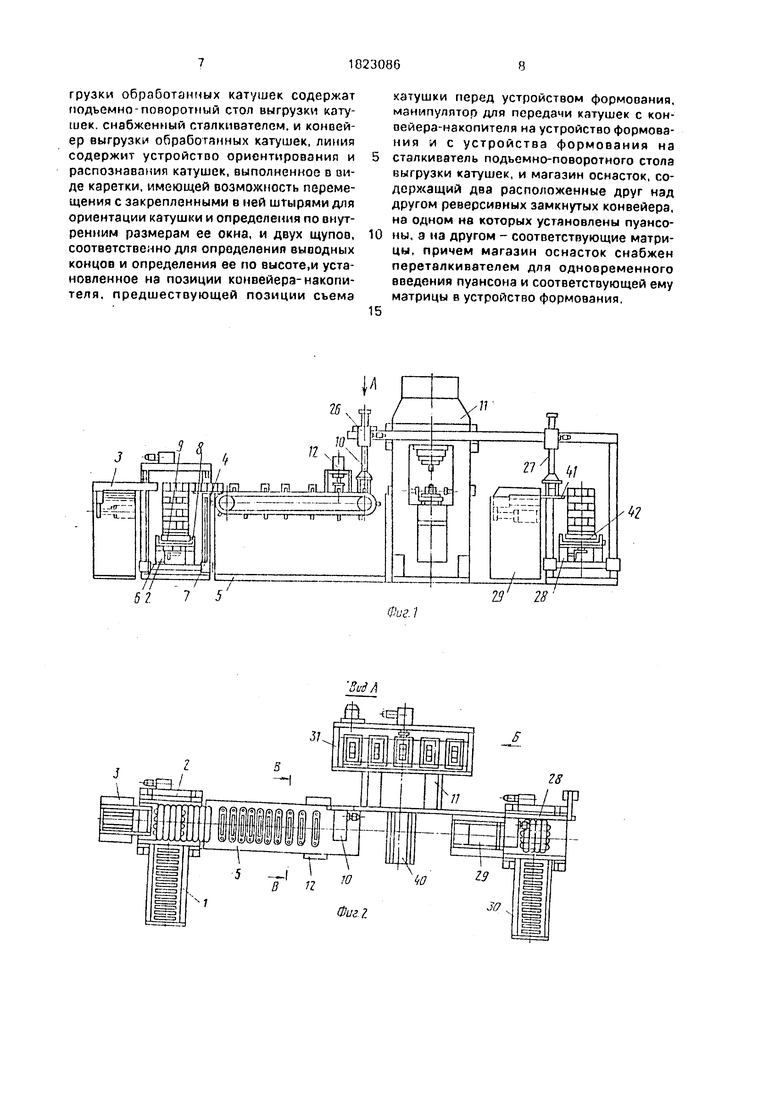
Подъемно-поворотный стол 2 содержит платформу б, установленную с возможностью возвратно-поступательного перемещения, например, с помощью винтов 7. На платформе расположена поворотная планшайба 8 со своим рольгангом 9, имеющим возможность стыковки с рольгангом конвейера 1. Лоток-склиз 4 представляет собой, например, уголковые параллельные направляющие, на которые опираются перемещаемые катушки. Линия содержит манипулятор 10, например портальный, обеспечивающий передачу подготовленных к формованию катушек с конвейера-накопителя 5 на устройство 11 формования катушек. Перед устройством формования 11 на позиции конвейера-накопителя, предшествующей позиции съема катушки, установлено устройство 12 ориентирования и распознавания катушек. Это устройство содержит опорную раму 13, закрепленную на неподвижной части 14 конвейера-накопителя 5. Относительно опорной рамы 13 вверх- вниз перемещается траверса 15 с направляющими скалками 16, на которых установлены с возможностью перемещения каретки 17 с закрепленным в них штырями 18, ориентирующими катушками и распознающими их по внутренним размерам окна. Кроме того устройство 12 содержит щуп 19 для определения наличия или отсутствия в катушке выводных концов и щуп 20 длл распознавания катушки по высоте.
Устройство 12 также содержит два гидроцилиндра 21 для перемещения вверх или вниз траверсы 15, гидроцилиндр 22 для разведения и сведения щупов 18, гидроцилиндр 23 для перемещения вверх или вниз щупа 20 и гидроцилиндр 24 для перемещения вверх или вгиз щупа 19.
Конвейер-накопитель 5 содержит грузо- несущие платформы с элементами 25 предварительного ориентирования катушек.
Съем катушки с конвейера-накопителя 5 и передача ее на устройство формования 11 осуществляется с помощью манипулятора 26, а съем отформованной катушки осуществляется с помощью манипулятора 27.
Средства выгрузки обработанных катушек содержат подъемно-поворотный стол 28, снабженный сталкивателем 29 и конвейером выгрузки 30.
Конструкции подъемно-поворотных столоо 2 и 28, сталкивателей 3 и 29 и конвейеров 1 и 30 аналогичны.
Каждая грузонесущая платформа конвейера накопителя 5 снабжена элементами предварительного ориентирования катушек, представляющими собой выступы с гнездами для захода штырей 18.
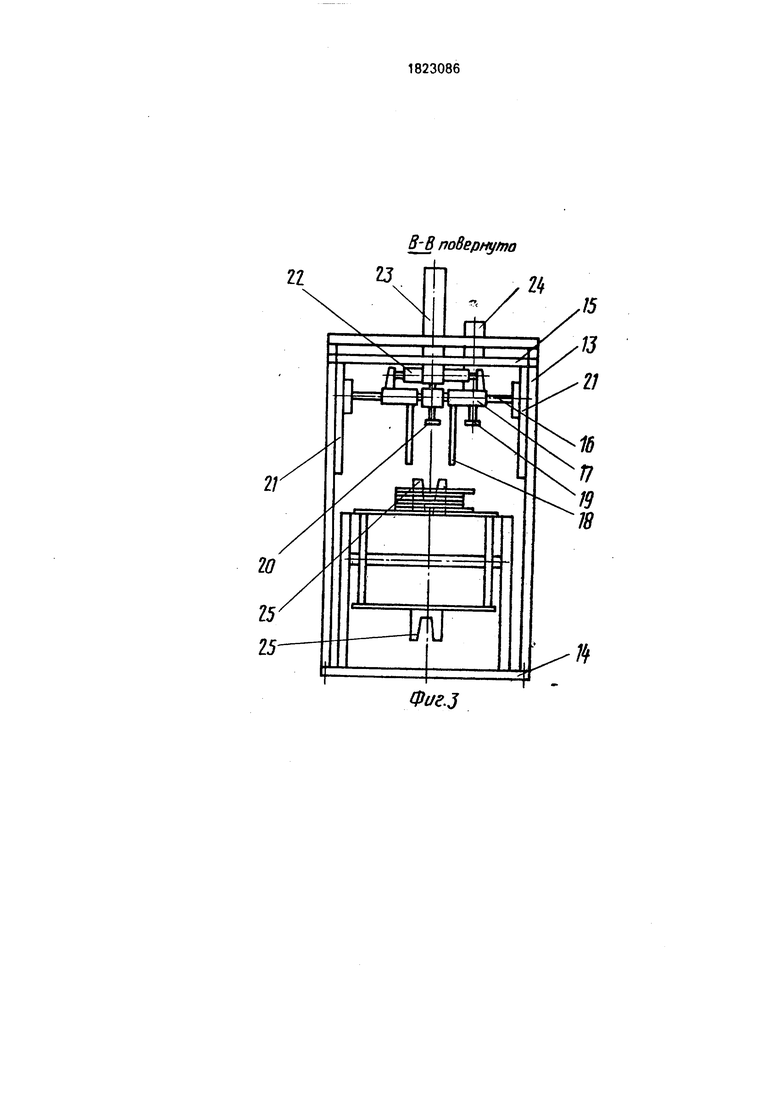
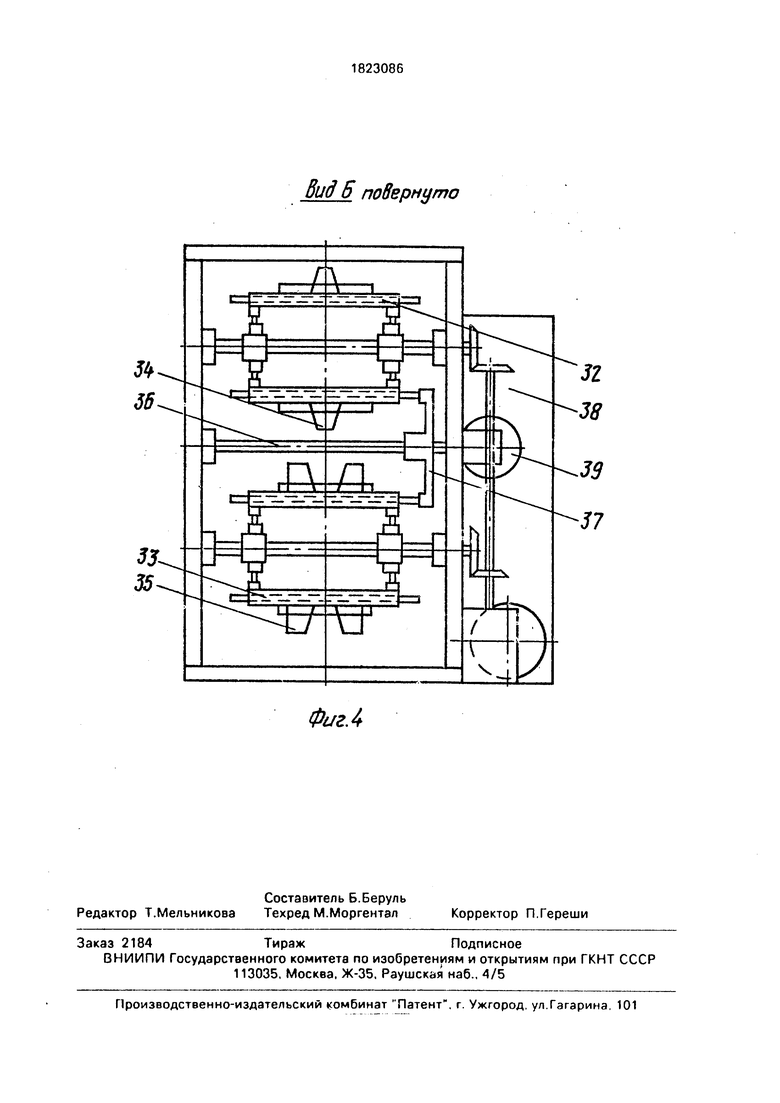
Линия также содержит магазин оснасток 31, содержащий два расположенных
друг над другом реверсивных замкнутых конвейера 32 и 33.
На установочных местах верхнего конвейера 32 расположены пуансоны 34, а на установочных местах нижнего конвейера 33
расположены матрицы 35, соответствующие пуансонам 34.
Магазин оснасток снабжен представляющим собой винтовую пару переталкивате- лем. включающим винт 36, на котором
5 установлена с возможностью перемещения гайка 37, имеющая элементы, воздействующие на пуансон и матрицу.
Переталкиватель обеспечивает одновременное введение пуансона 34 и соответ0 ствующей ему матрицы 35 в устройство формования 11. Магазин оснасток снабжен приводом 38 перемещения конвейеров 32 и 33, приводом 39 вращения винта 36 пере- талкиоателя для установки оснастки в зоне
5 формования. Устройство формования содержит для своей выкатной тележки позицию 40 передачи отформованной катушки на позицию 41 сталкивателя и далее на рольганг 42 подъемно-поворотного стола.
0 Линия формования жестких катушек работает следующим образом. Катушки, уложенные в стопу, подаются с помощью внутрицеховых подъемных средств на кон- пейер 1, представляющий собой, например,
5 рольганг. Стопа катушек состоит из нескольких слоев, каждый слой образован несколькими уложенными рядом катушками, причем смежные слои катушек повернуты на угол 90° относительно друг друга. С роль0 ранга 1 очередная стопа катушек перемещается на рольганг 9 подъемно-поворотного стола 2. В исходном положении рольганг 9 планшайбы находится на уровне рольганга конвейера 1, ролики обоих рольгангов со5 ставляют единую дорожку для перемещения катушек,
При этом верхний слой катушек стопы должен быть сориентирован соответственно их положению на конвейере-накопителе
0 5.
С помощью сталкивателя 3 катушки верхнего слоя перемещаются на склиз 4, а затем по одной размешаются на позициях конвейера-накопителя 5. При прохождении
5 позиции конвейера-накопителя 5, на которой размещено устройство 12, катушки подвергаются окончательному ориентированию и распознаванию по типоразмерам. На устройство 12 катушки приходят предварительно сориентированными элементами 25.
При этом катушка может быть расположена не симметрично относительно центра гру- зонесущего места конвейера-накопителя 5, что в дальнейшем сделает невозможным ее съем с помощью манипулятора 10. Точное (окончательное) ориентирование катушки на грузонесущем месте производится следующим образом. Траверса 15 опускается вниз, штыри 16 заходят в гнезда элементов предварительного ориентирования 25. Затем каретки 17 со штырями 18 расходятся и, взаимодействуя с катушкой, разворачивают и ориентируют ее симметрично относительно центра грузонесущего места. При этом размер окна катушки, соответствующий расстоянию, на которое расходятся штыри 18, регистрируется датчиком (на фиг. не показан). Таким образом распознается типоразмер катушки по внутренним размерам ее окна.
Распознавание катушки по высоте осуществляется с помощью щупа 20, который опускается с помощью гидроцилиндра 23 до взаимодействия с поверхностью катушки, при этом датчики (на фиг. не показаны) фиксируют положение щупа 20 и соответственно высоту катушки.
Распознавание катушки по наличию или отсутствию выводных концов производится с помощью щупа 19, опускаемого гидроцилиндром 24. При наличии выводных концов щуп 19 упирается в верхний выводной конец и сигнал остановки фиксируется датчиком (на фиг. не показан). При отсутствии выводных концов щуп 19, имеющей определенный ход, останавливается, сигнал его контакта с катушкой отсутствует, что свидетельствует об отсутствии у нее выводных концов. После распознавания катушки по описанным параметрам все механизмы распознавания возвращаются в исходное положение, а конвейер-накопитель 5 делает очередной шаг, перемещая катушку на позицию съема. По сигналам механизмов распознавания катушки по ее типоразмеру приводятся в движение конвейеры 32 и 33 магазина оснасток 31, располагая пуансон 34 и соответствующую ему матрицу 35 оппо- зитно друг другу. Затем с помощью перетал- кивателя 37 пуансон 34 и матрица 35 одновременно перемещаются в устройство формования 11. С позиции съема катушка с помощью манипулятора 10 перемещается на устройство формования 11 и подвергается формованию.
После формования катушки пуансон 34 отводится от матрицы 35 в исходное положение, а матрица 35 с отформованной катушкой на выкатной тележке выдвигается из зоны формования на позицию 40 передачи катушки, с которой с помощью манипулятора 27 отформованная катушка передается на позицию 41 сталкивания. С помощью сталкивателя 29 катушка передвигается на 5 подъемно-поворотный стол 28, на котором осуществляется послойное формирование стопы катушек. Это осуществляется следующим образом. Подъемно-поворотный стол 28 устанавливается в крайнем верхнем по- 10 ложении, в котором на рольганг 30 происходит переталкивание катушек с позиции 41 сталкивания и формирование нижнего слоя стопы. Затем происходит опускание подъемно-поворотного стола 28 на шаг, равный 15 высоте слоя стопы (высоте катушки), и его поворот на угол 90°. На поверхность катушек этого слоя переталкиваются катушки, образующие следующий слой. Затем подъемно-поворотный стол 28 опускается еще на
0 один шаг и поворачивается на угол 90° для формирования следующего слоя.
Образование всех последующих слоев стопы производится аналогичным образом. При образовании верхнего слоя стопы подь5 емно-поворотный стол 28 находится в крайнем нижнем положении, в котором его рольганг 42 является продолжением рольганга конвейера выгрузки 30. Сформированная стопа катушек с помощью рольганга
0 конвейера выгрузки перемещается на позицию выгрузки и переносится цеховым транспортом на дальнейшую обработку,
Линия предлагаемой конструкции для формования жестких катушек электриче5 ских машин обеспечивает автоматизацию загрузки катушек,подлежащих формованию, и выгрузки отформованных катушек, а также распознавание катушек по их типоразмерам и автоматизированную замену пресс0 инструмента для их формования. При этом рабочие освобождаются от тяжелого ручного труда, так как операции загрузки и выгрузки катушек производятся без участия человека.
5
Формула изобретения Линия формования жестких катушек электрических машин, содержащая средства подачи катушек на обработку, устройство
0 формования катушек и средства выгрузки отформованных катушек, отличающая- с я тем, что, с целью повышения производительности и автоматизации формования, средства подачи катушек на обработку вы5 полнены в виде конвейера, подъемно-поворотного стола загрузки катушек. снабженного сталкивателем, и конвейера- накопителя с грузонесущими платформами. имеющими элементы предварительного ориентирования катушек, а средства выгрузки обработанных катушек содержат подъемно-поворотный стол выгрузки катушек, снабженный сталкивателем, и конвейер выгрузки обработанных катушек, линия содержит устройство ориентирования и распознавания катушек, выполненное в виде каретки, имеющей возможность перемещения с закрепленными в ней штырями для ориентации катушки и определения по внутренним размерам ее окна, и двух щупов, соответственно для определения выводных концов и определения ее по высоте,и установленное на позиции конвейера-накопителя, предшествующей позиции съема
0
5
катушки перед устройством формования, манипулятор для передачи катушек с конвейера-накопителя на устройство формова- ния и с устройства формования на сталкиватель подъемно-поворотного стола выгрузки катушек, и магазин оснасток, содержащий два расположенные друг над другом реверсивных замкнутых конвейера, на одном не которых установлены пуансоны, э на другом - соответствующие матрицы, причем магазин оснасток снабжен переталкивателем для одновременного введения пуансона и соответствующей ему матрицы в устройство формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ БЕТОННЫХ | 2017 |
|
RU2672288C1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1987 |
|
SU1447576A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
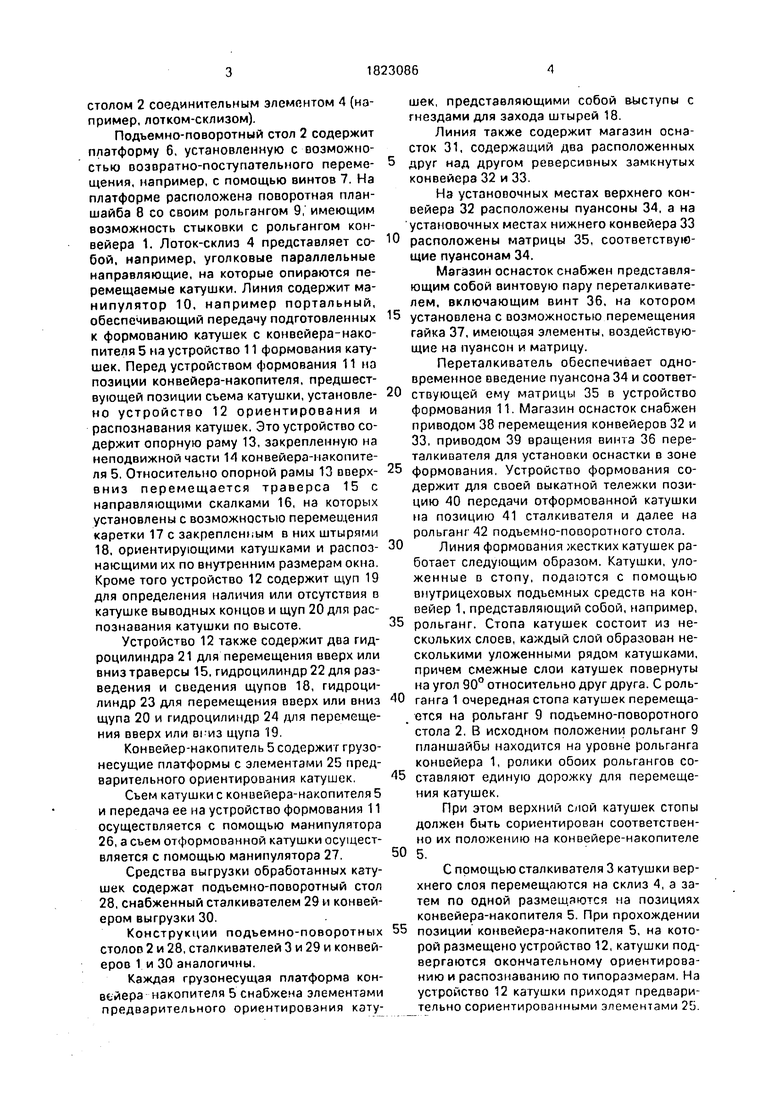
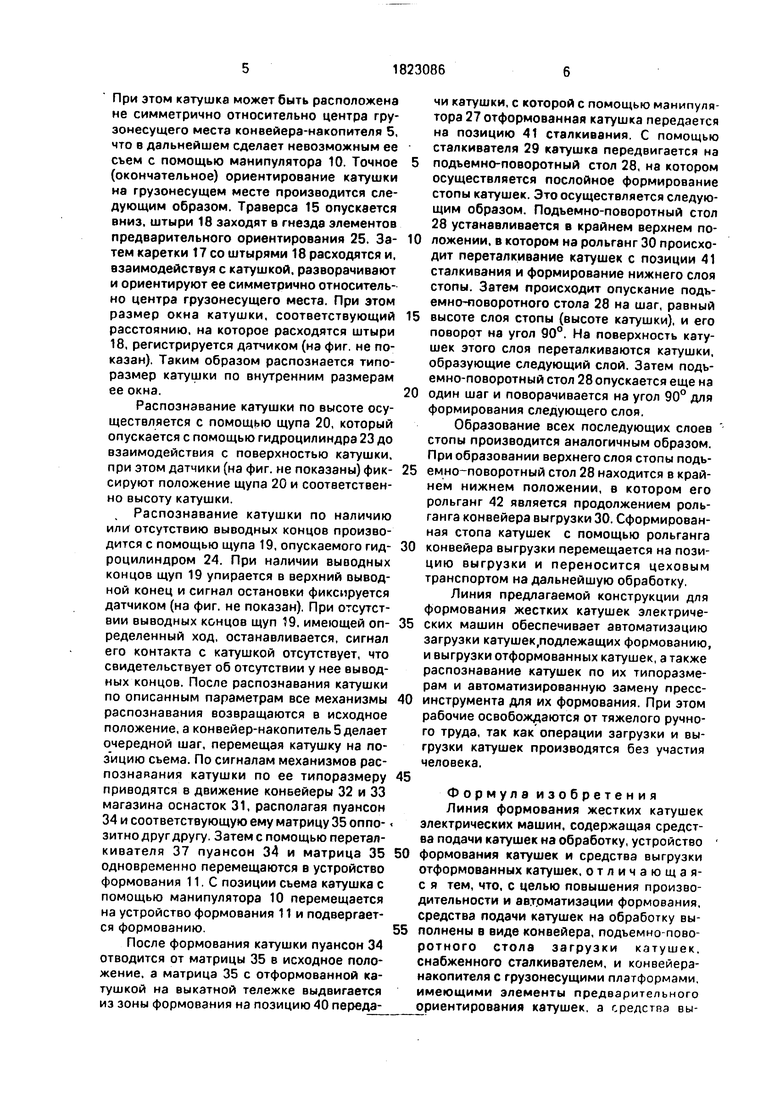
Использование: в электротехнике, в частности в технологии производства электрических машин. Сущность изобретения: заявляемая линия включает средства подачи катушек на обработку, устройство формования катушек и средства выгрузки обработанных катушек. Средства подачи катушек на обработку содержат конвейер подачи катушек, подъемно-поворотный стол загрузки катушек со сталкивателем, конвейер-накопитель катушек с грузоподъемными Изобретение относится к электротехнике, в частности к технологии производства электрических машин, а более конкретно к устройствам для формования катушек. Целью изобретения является повышение производительности устройства и автоматизация формования катушек. На фиг. 1 изображен общий вид линии; на фиг. 2 - вид на линию сверху (вид по стрелке А на фиг. 1); на фиг. 3 - сечение В-В на фиг. 2; на фиг. 4 - вид Б на фиг. 2. платформами, имеющими элементы предварительной ориентировки. Средства выгрузки обработанных катушек содержат подъемно-поворотный стол выгрузки катушек со сталкивателем и конвейер выгрузки обработанных катушек. Линия содержит также устройство ориентирования и распознавания катушек, установленное на позиции конвейера-накопителя, предшествующей позиции съема катушки перед устройством формования, а также манипулятор для передачи катушек с конвейера-накопителя на устройство формования и с устройства формования на сталкиватель подъемно-поворотного стола выгрузки катушек и магазин оснасток, содержащий два расположенных друг над другом реверсивных замкнутых конвейера, на одном из которых установлены пуансоны, а на другом - соответствующие им матрицы. Причем магазин оснасток снабжен переталкивателем для одновременного введения пуансона и соответствующей ему матрицы в устройство формования. 4 ил. Линия содержит средства подачи катушек, подлежащих формованию, устройство формования катушек и средства выгрузка обработанных катушек. Средства подачи катушек на обработку содержат конвейер 1, например рольганг подачи стопы кэтушек, подъемно-поворотный стол 2 загрузки катушек, сталкиватель 3, склиз 4, конвейер-накопитель 5 для подачи катушек на устройство формования, который связан с подъемно-поворотным Ё 00 ю 00 о 00 ON
J «оП
7 5
23 28
Фиг 1
21
В-В повернуто
ZJ
U
К
Фиг.з
Вид 6 повернуто
Фиг4
| САМОПИШУЩИЙ ПРИБОР ДЛЯ ЗАПИСИ НАПРАВЛЕНИЯ И СИЛЫ ВЕТРА | 1925 |
|
SU2850A1 |
| Всесоюзный научно-технический информационный центр, 1986. | |||
