4
4 Ч
О1 Ч
05
Изобретение относится к порошковой металлургии, в частности к линиям для изготовления изделий из металлических порошков.
Цель изобретения - повышение производительности процесса и улучшение качества изделий.
На чертеже показана схема автоматической линии для изготовления изделий из металлических порошков.
.4.втоматическая линия включает прессы 1 и 2 для холодного формования заготовок с бункерами 3 и 4, в которые подается порошковая смесь из шихтоприготови- тельного отделения (не показано). На почах 26 и 27 поочередно к каждой из печей в .зависимости от команды, поступаюш.ей на поворотный стол 17. Транспортная оправка, попадая в печь 26, проходит от поворотного стола 17 через секцию 12 роликового конвейера и поворотный стол 19. Транспортная оправка, попадая в печь 27, проходит от поворотного стола 17 через секцию 11 роликового конвейера и поворотный стол 18. В связи с особенностями технологического 10 процесса печи 26 и 27 работают непрерывно в три смены., Производительность пресса 1 рассчитана таким образом, что при работе его в две смены он обеспечивает работу печей 26 и 27 в три смены, накапливая транзициях выдачи отформованных заготовок -j спортные оправки с отформованными заго30
прессов 1 и 2 установлены устройства 5 и 6 поштучной укладки отформованных заготовок на транспортные оправки (не показано). На основаниях устройств 5 и 6 смонтированы устройства 7 и 8 съема транспортных оправок с отформованными заготов- 20 ками и передачи их на секции 9 и 10 роликового конвейера. Конвейер включает также секции 11 -16, поворотные столы 17-25, служаш.ие для транспортирования и загрузки транспортных оправок с отформо- 25 ванными заготовками в проходные электропечи 26-29, а также в трехсекционный накопитель 30. Для возврата транспортных oupriBOK предусмотрены роликовые конвейеры 31 и 32. Для выгрузки спеченных заго- говок и дальнейшего их транспортирования слу-нсат поворотные столы 33-39 и секции 40-45 роликового конвейера. Для накопления спеченных заготовок на транспортных оправках служит трехсекционный накопитель 46. В зоне загрузки роликовых конвейеров 31 и 32 на общих рамах уставов- лены устройства 47 и 48 для отделения стопы спеченных заготовок от транспортных оправок и устройства 49 и 50 для поштучной выдачи спеченных заготовок на позиции контроля, к которым пристыкованы кантователи 51 и 52 штучных заготовок. Автоматическая линия включает в себя также устройства 53 и 54 нагрева и прессы 55 и 56 горячей штамповки с околопрессовыми ме.канизмами 57 и 58, осуществляющими выдачу заготовок для дальнейшей обработки.
Автоматическая линия работает следую- цим образом.
Отформованная заготовка, нагфимер, прессом 1 передается в устройство 5, где она укладывается на транспортную оправку и после накопления заготовок на ней до расчетного значения последняя устройством 8 для съема передается на секцию 9 роликового конвейера. Перемешаясь по секции 9
40
50
товками на третью смену работЪ печей с помощью трехсекционного накопителя 30, на который транспортные оправки попадают от поворотного стола 17 по секциям 12 и 13 роликового конвейера и поворотным столам 19-22. Перед каждой секцией накопителя 30 предусмотрены свои поворотные столы 20-22. Отформованные заготовки на транспортных оправках, перемещаясь через проходные электропечи 26 и 27, подвергаются спеканию и поступают в зону выгрузки на поворотные столы 38 и 39 и далее по секция1 Л 4 J и 41 роликового конвейера поочередно попадакзт к устройству 47 для отделения стопы спеченных заготовок от транспортных оправок, которые осуществляют отделение стопы заготовок:, передачу ее в устройство 50 для поштучной выдачи заготовок и установку освобожденных транспортных оправок на роликовый конвейер 31. Роликовый конвейер 3i возвращает транспортные оправки к устройстзу 5 укладки отформованных заготовок ка транспортные оправки. Устройство 50 для поштучной выдачи заготовок Бы,:(ает заготовку на промежуточную исзициггс кантователя 51 штучных заготовок, на которой произ.водитск контроль качества заготовки, затем она как- туется и вновь подвергается контролю, после чего заготовка попадает в устройство для нагрева 54 перед горячим гфессование.м на прессе 55 и выдается на сколоярессовый ме- дг ханизм 58 для дальнейшей обработки. Производите, зность пресса 55 выше чем .чронз- водителькость печей 26 и 27. Пресс 55 рассчитан на работу в две смены, поэто.му для обеспечения его бесперебойной работы спеченные заготовки на транспортных оправках поступают от печей 26 и 27, а также от трехсекционного накопителя 46, который загружается в третью смену. В такой же последовательности работают остальньзе устройства и оборудование автоматической линии - пресс 2 холодного формования, устроликового конвейера, транспортные оправ- ройство 6 укладки отформованных загото- ки попадают на поворотный стол 17, кото-вок на транспортные оправки, устройство 7
рый распределяет их при работ &ющих песъема транспортных оправок с отформочах 26 и 27 поочередно к каждой из печей в .зависимости от команды, поступаюш.ей на поворотный стол 17. Транспортная оправка, попадая в печь 26, проходит от поворотного стола 17 через секцию 12 роликового конвейера и поворотный стол 19. Транспортная оправка, попадая в печь 27, проходит от поворотного стола 17 через секцию 11 роликового конвейера и поворотный стол 18. В связи с особенностями технологического процесса печи 26 и 27 работают непрерывно в три смены., Производительность пресса 1 рассчитана таким образом, что при работе его в две смены он обеспечивает работу печей 26 и 27 в три смены, накапливая транспортные оправки с отформованными заготовками на третью смену работЪ печей с помощью трехсекционного накопителя 30, на который транспортные оправки попадают от поворотного стола 17 по секциям 12 и 13 роликового конвейера и поворотным столам 19-22. Перед каждой секцией накопителя 30 предусмотрены свои поворотные столы 20-22. Отформованные заготовки на транспортных оправках, перемещаясь через проходные электропечи 26 и 27, подвергаются спеканию и поступают в зону вы
грузки на поворотные столы 38 и 39 и далее по секция1 Л 4 J и 41 роликового конвейера поочередно попадакзт к устройству 47 для отделения стопы спеченных заготовок от транспортных оправок, которые осуществляют отделение стопы заготовок:, передачу ее в устройство 50 для поштучной выдачи заготовок и установку освобожденных транспортных оправок на роликовый конвейер 31. Роликовый конвейер 3i возвращает транспортные оправки к устройстзу 5 укладки отформованных заготовок ка транспортные оправки. Устройство 50 для поштучной выдачи заготовок Бы,:(ает заготовку на промежуточную исзициггс кантователя 51 штучных заготовок, на которой произ.водитск контроль качества заготовки, затем она как- туется и вновь подвергается контролю, после чего заготовка попадает в устройство для нагрева 54 перед горячим гфессование.м на прессе 55 и выдается на сколоярессовый ме- ханизм 58 для дальнейшей обработки. Производите, зность пресса 55 выше чем .чронз- водителькость печей 26 и 27. Пресс 55 рассчитан на работу в две смены, поэто.му для обеспечения его бесперебойной работы спеченные заготовки на транспортных оправках поступают от печей 26 и 27, а также от трехсекционного накопителя 46, который загружается в третью смену. В такой же последовательности работают остальньзе устройства и оборудование автоматической линии - пресс 2 холодного формования, устройство 6 укладки отформованных загото- вок на транспортные оправки, устройство 7
съема транспортных оправок с отформованными заготовками, секции 10, 14, 6 и 15 роликового конвейера, поворотные столы 23-25, проходные электропечи 28 и 29, роликовый конвейер 32, поворотные столы 33 и 34, секции 43-45 роликового конвейера, г устройство 48 для отделения стопы спеченных заготовок от транспортных оправок, устройство 49 для поштучной выдачи спеченных заготовок на позицию контроля, кантователь 52 штучных заготовок, устройство 53 для нагрева, пресс 56 с скол о прессовой механизацией 57. Транспортно-накопитель- ная система, включающая в себя секции 10-16 роликового конвейера, поворотные столы 17-25 и трехсекционный накопи10
одновременно, так и при выходе из строя любой из них, что делает линию гибкой и в конечном итоге повышает ее производительность.
В результате снабжения линии устрой- ства.ми Д.ЛЯ поштучной выдачи спеченных заготовок на позиции контроля, смонтированными на обш,их рамах устройств для отделения стопы, и кантователями штучных заготовок, пристыкованными к устройствам для поштучной выдачи спеченных заготовок на позиции контроля, своевременно обнаруживается брак и в зависимости от его вида оперативно воздействуется на технологический процесс изготовления изделий.
водительности.
тель 30, способна передавать транспортные 15 что в конечном итоге сказывается на улуч оправки с отформованными заготовками от шении качества изделий и повышении произ- прессов 1 и 2 как при работе про.чодных электропечей .26-29 одновременно, так и при выходе из строя любой из четырех печей, а также осуществлять накопление транспортных оправок с отформованными заготовками в трехсекционном накопителе 30 и забирать их из накопителя при неработаюФормула изобретения
20
1ДИХ прессах 1 и 2 в третью смену. Транспортная система, включающая в себя новоАвтоматическая линия изготовления изделий из .металлических порошков, содержащая установленные по ходу технатогн- ческого процесса и связанные последовательно транспортными средствами в виде
ротные столы 33-39, секции 40-45 ролико- 25 секций роликового конвейера с транспорт- вого конвейера выполнена с возможностью ными оправками и поворотными столами, передачи транспортных заготовок со спечен-по крайней мере два пресса холодного форныгди заготсзками к прессам 55 и 56 от трех- мования заготовок с бункера.:и для порош- секцион:- ого накопителя 46 и проходныхка, проходные электропечи, устройства для
электропечей 26-29 как при -работе печей ,Q нагрева заготовок и прессы горячей шта.модновременно, так и при выходе из строя любой из них, а также от накопителя транспортных оправок со спеченны.ми заготовками в трехсекционном накопителе 46 при неработающих прессах 55 и 56.
В предлагаемом техническом рещении поштучная укладка отформованных заготовок на транспортные оправки в вертикальную стопу осуществляется без отрыва от плоскости перемещения их к позиции прессов холодного формования на позицию формо- ваиия стопы, т. е. без приложения усилий захватных органов, что повышает качество отформованных заготовок.
позки, отличающаяся тем, что, с целью по- вь шения производительности процесса н улучшения качества изделий, она снабжена устройствами поштучной укладки заготовок в вертикальЕ1ую стопу на транспорт- 25 ные оправки, расположенными за прессами холодного формования, устройствами съема транспортных оправок со стопой заготовок, раз.мещенны.ми на основаниях устройств поштучной укладки заготовок, трехсекцион- ными накопителями, установ ченными параллельно проходным электропечам с возможностью взаимодействия с поворотными сто- ла.ми, устройствами для отделения стопы спеченных заготовок от транспортных опра40
одновременно, так и при выходе из строя любой из них, что делает линию гибкой и в конечном итоге повышает ее производительность.
В результате снабжения линии устрой- ства.ми Д.ЛЯ поштучной выдачи спеченных заготовок на позиции контроля, смонтированными на обш,их рамах устройств для отделения стопы, и кантователями штучных заготовок, пристыкованными к устройствам для поштучной выдачи спеченных заготовок на позиции контроля, своевременно обнаруживается брак и в зависимости от его вида оперативно воздействуется на технологический процесс изготовления изделий.
водительности.
что в конечном шении качества
чном итоге сказывается ства изделий и повыше
Формула изобретения
15
20
позки, отличающаяся тем, что, с целью по- вь шения производительности процесса н улучшения качества изделий, она снабжена устройствами поштучной укладки заготовок в вертикальЕ1ую стопу на транспорт- 5 ные оправки, расположенными за прессами холодного формования, устройствами съема транспортных оправок со стопой заготовок, раз.мещенны.ми на основаниях устройств поштучной укладки заготовок, трехсекцион- ными накопителями, установ ченными параллельно проходным электропечам с возможностью взаимодействия с поворотными сто- ла.ми, устройствами для отделения стопы спеченных заготовок от транспортных опра0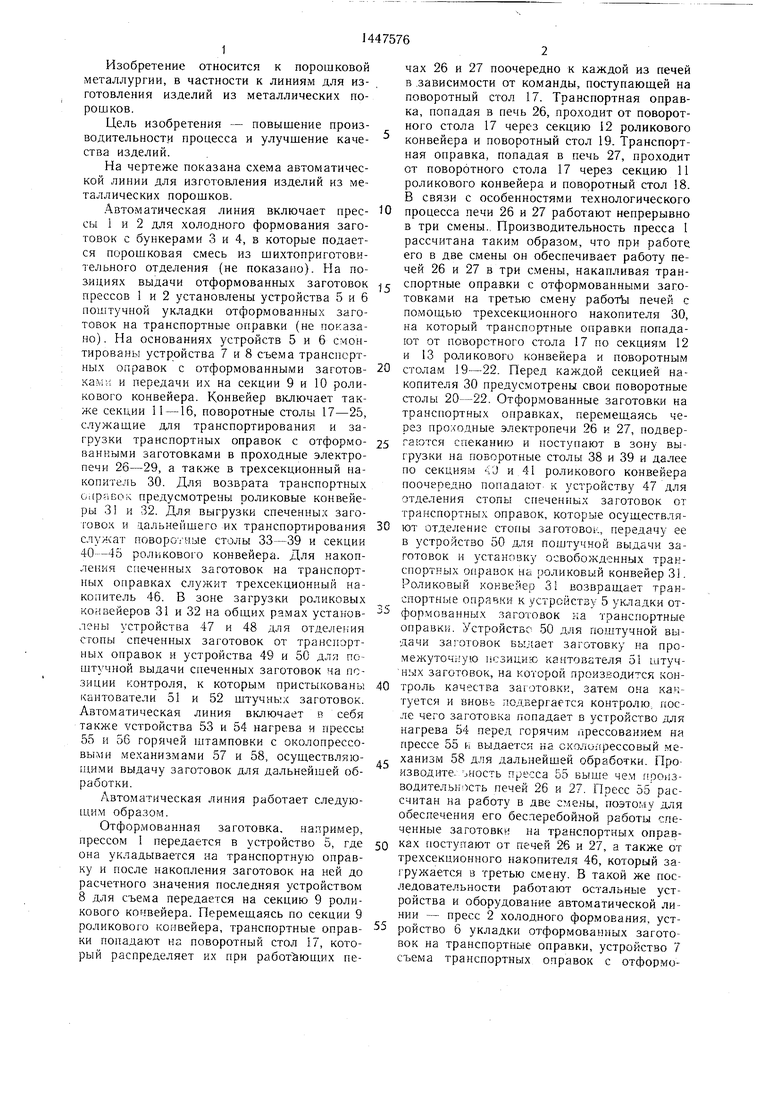
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1247164A1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1988 |
|
SU1505666A2 |
| Загрузочное устройство к роботизированному комплексу | 1986 |
|
SU1470401A1 |
| Устройство для накопления и поштучной выдачи изделий | 1974 |
|
SU598799A1 |
Изобретение относится к автоматическим линиям изготовления изделий из металлических порошков. Цель - повышение производительности процесса и улучшение качества изделий. Автоматическая линия снабжена трехсекционными накопителями 30 и 46, установленными параллельно проходным электропечам 26-29 с возможностью взаимодействия с поворотными столами 17-25 и секциями 11 - 16, а также с поворотными столами 33-39 и секциями 40-45 роликового конвейера, что позволяет передавать транспортные оправки с заготовками к электропечам при неработающих прессах 1 и 2 холодного формования как при одновременной работе всех электропечей, так и при выходе из строя любой из них. Использование устройств 49 и 50 для поштучной выдачи спеченных заготовок на позиции контроля и кантователей 51 и 52 штучных заготовок позволяет своевременно выявить брак и оперативно воздействовать на технологический процесс, т. е. повысить качество изделий. 1 ил. 45
вок, установленными с возможностью взаи- Поскольку автоматическая линия снаб- модействия с секциями роликового конвейежена трехсекционными накопителями, установленными параллельно проходным электропечам с воз.можностью взаимодействия с поворотными столами и секциями роликового конвейер а, обеспечивается передача транспортных оправок с заготовками к электропечам при .неработающих прессах формования как при работе электропечей
ра, устройствами для поштучной выдачи спеченных заготовок на позиции контроля, с.мон- тированными на корпусах устройств для отделения стопы спеченных заготовок, и кантователями штучных заготовок, пристыко- 50 ванными к устройствам для поштучной выдачи спеченных заготовок на позиции контроля.
вок, установленными с возможностью взаи- модействия с секциями роликового конвейера, устройствами для поштучной выдачи спеченных заготовок на позиции контроля, с.мон- тированными на корпусах устройств для отделения стопы спеченных заготовок, и кантователями штучных заготовок, пристыко- ванными к устройствам для поштучной выдачи спеченных заготовок на позиции контроля.
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
