Изобретение относится к области машиностроения, в частности, к способам для обработки отверстий, и может быть использовано для обработки длинномерных деталей.
Целью изобретения является расширение технологических возможностей и повышение износостойкости путем равномерного распределения припуска между секциями самоходного инструмента.
Указанная цель достигается тем, что в способе обработки отверстий дорнованием, на деталь воздействуют осевым и радиальным усилием с помощью самоходного инструмента, по меньшей мере, с тремя деформирующими элементами с несимметричной кромкой, воздействие на деталь в осевом направлении осуществляют каждым из деформирующих элементов последовательно таким образом, чтобы в любой момент времени элементы, воздействующие на деталь в осевом направлении, базировались на элементы, воздействующие на деталь в радиальном направлении, а продолжительность осевого воздействия определяют из выражения (1)
(1)
где toc продолжительность осевого воздействия каждого деформирующего элемента самоходного инструмента;
n≥ 3 целое положительное число, которому кратно количество деформирующих элементов:
Т период воздействия, равный циклу работы инструмента;
а воздействие на деталь в радиальном направлении каждым последующим деформирующим элементом осуществляют с изменяющимися амплитудами, где максимальное и минимальное значения амплитуд каждого деформирующего элемента определяют из выражений: (3)
(3)
где ξImax и ξImin соответственно максимальное и минимальное значения амплитуд воздействия на деталь в радиальном направлении 1-того деформирующего элемента самоходного инструмента;
ξн- наибольшая амплитуда воздействия;
i= 1-2.k порядковый номер деформирующего элемента (и секции), начиная со стороны заготовки, в которой необходимо обработать отверстие;
k количество деформирующих элементов самоходного инструмента;
причем продолжительность максимального и минимального воздействия на деталь в радиальном направлении определяют из выражений: (4)
(4) (5)
(5)
где t<Mv>paд•max<D> t<Mv>paд•min<D> продолжительность соответственно максимального и минимального воздействия на деталь в радиальном направлении каждого деформирующего элемента самоходного инструмента; при этом воздействие на деталь в осевом направлении и минимальное воздействие на деталь в радиальном направлении осуществляют одновременно.
Предлагаемое техническое решение отличается от прототипа тем, что воздействие на деталь в радиальном направлении каждым последующим деформирующим элементом осуществляют с изменяющимися амплитудами, где максимальное и минимальное значения амплитуд каждого деформирующего элемента определяют из выражений:
где ξImax и ξImin соответственно максимальное и минимальное значения амплитуд воздействия на деталь в радиальном направлении 1-го деформирующего элемента самоходного инструмента:
ξн- наибольшая амплитуда воздействия:
i 1,2,3. k порядковый номер деформирующего элемента (и секции), начиная со стороны заготовки, в которой необходимо обработать отверстие:
k количество деформирующих элементов самоходного инструмента; причем продолжительность максимального и минимального воздействия на деталь в радиальном направлении определяют из выражений:
где t<Mv>pад•max<D> и t<Mv>paд•min<D> продолжительность соответственно максимального и минимального воздействия на деталь в радиальном направлении каждого деформирующего элемента самоходного инструмента; при этом воздействие на деталь в осевом направлении и минимальное воздействие на деталь в радиальном направлении осуществляют одновременно.
При воздействии на деталь в радиальном направлении каждым последующим деформирующим элементом самоходного инструмента с изменяющимися амплитудами где максимальное(выражение 1)и минимальное ( выражение 2), значения амплитуд определяют в зависимости от порядкового номера деформирующего элемента и их количества, суммарный припуск на обработку ( разность между диаметром обработанного отверстия и его диаметром до обработки) равномерно распределяют между секциями вибродорна. Из конструктивных соображений, а также явления насыщения используемых магнитострикционных преобразователей секций самоходного инструмента амплитуда воздействия на деталь его деформирующими элементами не может превышать некоторое значение ξн.. При обработке, согласно известному способу-прототипу большая часть припуска на обработку, приходится на деформирующий элемент первой секции. Так как припуск на обработку составляет часть от наибольшей амплитуды ξн воздействия на деталь деформирующими элементами а радиальном направлении, равномерное распределение припуска на обработку между секциями вибродорна (их деформирующими элементами), когда при последовательном движении инструмента величина воздействия каждого последующего деформирующего элемента на любую точку обрабатываемого отверстия равномерно увеличивается и тем самым каждая секция производит свою часть (пропорциональную общего количества деформирующих элементов) обработки, суммарный припуск на обработку за один проход при помощи самоходного инструмента может быть увеличен, что дает возможность повысить степень упрочнения обработанного поверхностного слоя и расширяет технологические возможности способа обработки, обеспечивая обработку более жестких, более прочных по сравнению с прототипом материалов.
Равномерное распределение припуска на обработку между секциями вибродорна позволяет также повысить его износостойкость по сравнению с прототипом за счет равномерного распределения нагрузок между секциями, резкого уменьшения износа деформирующего элемента первой секции, достижения равномерного износа вcex деформирующих злементов.
Равномерное распределение припуска на обработку между секциями самоходного инструмента обеспечивается тем, что каждый деформирующий элемент воздействует на деталь в радиальном направлении с максимальным или минимальным значением амплитуды определяемым из заявляемых выражений (2) и (3), из которых следует, что часть приходящегося на данный элемент припуска обратно пропорциональна их количеству в вибродорне, а максимальная амплитуда последующего деформирующего элемента равна минимальной амплитуде предыдущего. Для этого на магнитострикционные преобразователи радиальных колебаний всех секций вибродорна подают соответствующие импульсы (Iрад, регулировкой величины которых и достигают необходимого значения амплитуд.
При этом воздействие на деталь в радиальном направлении с максимальной амплитудой ( выражение 2) в течение tрад.max (выражение 4) осуществляется для фиксирования секций от возвратных перемещений при подаче импульсов tрад.max в те моменты, когда секция не перемещается и импульсы Iос на эту секцию не подаются. В В остальные моменты времени. т.е. одновременно с воздействием на деталь в осевом направлении в течение toс (выражение 1) и перемещение при подаче импульсов Ioc на эту секцию, на нее подаются также импульсы Iрад.min,вызывающие одновременное воздействие в радиальном направлении с минимальной амплитудой (выражение 3) в течение tpад.min (выражение 5) и в эти моменты секции производят обработку отверстия. Таким образом все существенные отличительные признаки в комплексе обеспечивают достижение цели изобретения.
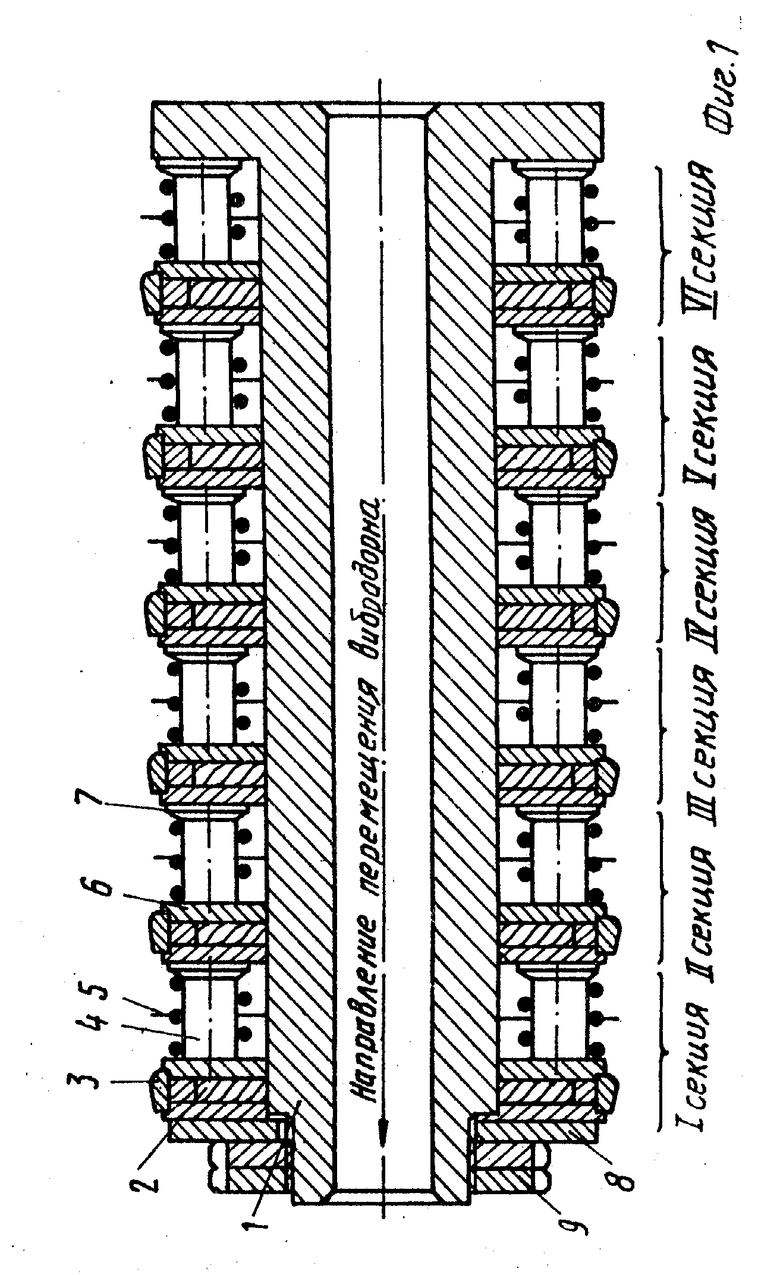
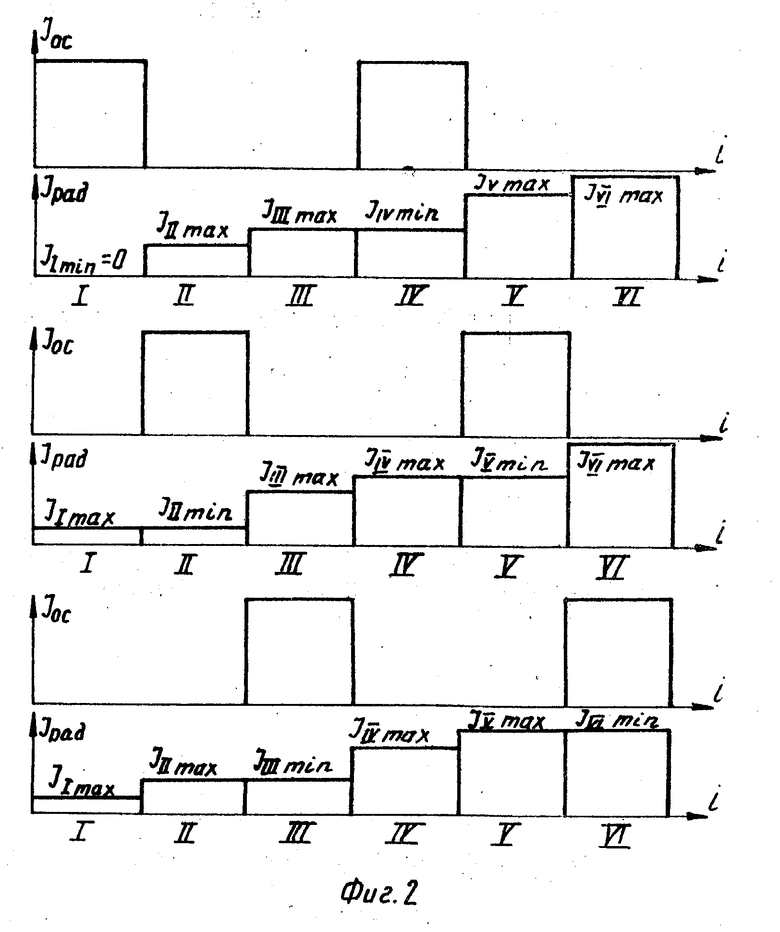
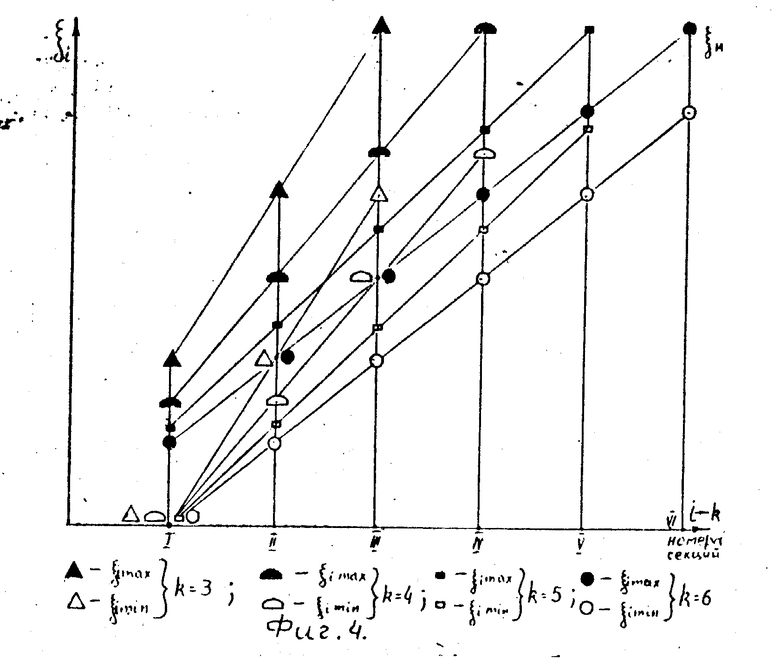
На фиг. 1 изображен продольный разрез самоходного инструмента (вибродорна); на фиг. 2 графическое изображение последовательности и величины импульсов, вызывающих соответствующие воздействия на деталь, а также их распределения по секциям; на фиг. 3 графическое изображение импульсов, подаваемых на одну секцию; на фиг. 4 графики определения максимальных и минимальных амплитуд воздействия на деталь в радиальном направлении для некоторых самоходных инструментов.
Способ реализуется с помощью инструмента, включающего трубное основание 1 с набранными на него секциями, каждая из которых состоит из кольцевого магнитоcтрикционного преобразователя радиальных колебаний 2 с закрепленным на нем деформирующим элементом 3, параллельных магнитострикционных преобразователей осевых колебаний 4, для удобства сборки заключенных в сепаратор 5 и крепежных колец 6, а также пружинные элементы (например, тарельчатые пружины) 7 отделяющие секции друг от друга и присоединенные одной стороной к магнитострикционным преобразователям осевых колебаний 4, и шайбу 8 и гайки 9, навинченные на резьбу трубного основания 1 и служащие для предварительного сжатия секций.
Способ реализуется следующим образом. От внешнего источника импульсов - генератора через центральное отверстие трубного основания 1 напряжения с определенной частотой импульсов подают на секции. Подача периодических импульсов осуществляется последовательно с различной продолжительностью, начиная с первой секции, расположенной со стороны заготовки, в которой необходимо обработать отверстие, причем величина импульсов Iрад, подаваемых на каждую секцию, изменяется, вызывая соответствующее и пропорциональное изменение амплитуд воздействия на деталь в радиальном направлении каждого последующего деформирующего элемента, регулировкой величины которых достигают необходимых минимальных и максимальных значений амплитуд определяемых для каждой секции самоходного инструмента в зависимости от порядкового номера и количества деформирующих элементов ( и секций) из выражений:
Период (Т), равный циклу работы инструмента разбит на три равные части (так как для данного устройства n 3).
В первой трети периода импульсы Ioс продолжительностью 1/3 периода подают на обмотки магнитострикционных преобразователей осевых колебаний 4 секции 1, которые, удлиняясь, перемещают остальные элементы этой секции, преодолевая силу упругости пружинных элементов 7 и отталкиваясь от зафиксированных от возвратных перемещений соседних секций II и III на магнитострикционные преобразователи радиальных колебаний 2 которых в это время подаются импульсы Ipaд.max продолжительностью 1/3 периода и определенной величины, что вынуждает деформирующие элементы 3 этих секций увеличивать свой диаметр с амплитудой ξImax, воздействовать на деталь в радиальном направлении и тем самым фиксировать секции II и III от возвратных перемещений. При этом на остальных обмотках секций II и III импульсов нет. Одновременно импульс Ipaд.min подают на магнитострикционный преобразователь радиальных колебаний 2 перемещающейся секции 1, деформирующий элемент 3 которой при этом воздействует на деталь в радиальном направлении с амплитудой ξImin и производит обработку отверстия.
Во второй трети периода перемещается секция 11 за счет подачи импульсов toс на обмотки ее магнитострикционных преобразователей осевых колебаний 4, имеющая в этот момент времени минимальный диаметр, т.к. на обмотки ее магнитострикционного преобразователя радиальных колебаний 2 подается импульс Ipaд.min и ее деформирующий элемент 3 воздействует на деталь в радиальном направлении с амплитудой ξImin, а секции I и III увеличивают свой диаметр при подаче соответствующих импульсов Iрад.мaх определенной величины на обмотки их магнитострикционных преобразователей радиальных колебаний 2 с амплитудой ξImax воздействуют на деталь в радиальном направлении и тем самым фиксируются от возвратных перемещений.
В третьей трети периода перемещается секция III за счет подачи импульсов Ioc на преобразователи ее осевых колебаний 4, имеющая в этот момент времени минимальный диаметр, т.к. на обмотки ее магнитострикционного преобразователя радиальных колебаний 2 подается импульс Ipaд.min и ее деформирующий элемент воздействует на деталь в радиальном направлении с амплитудой ξImin, а фиксируются от возвратных перемещений секции I и III за счет подачи соответствующих импульсов Ipад.max определенной величины на преобразователи их радиальных колебаний 2, что вынуждает деформирующие элементы 3 этих секций воздействовать на деталь в радиальном направлении с амплитудой ξImax.
Последующие три секции работают параллельно трем первым, но подаваемые на преобразователи их радиальных колебаний 2 соответствующие импульсы Iрад изменяются по величине, вынуждая деформирующие элементы 3 этих секций в необходимый момент времени воздействовать на деталь в радиальном направлении с амплитудой ξImax или ξImin определяемой для каждой секции в зависимости от ее номера. Таким образом, за счет периодической подачи определенных импульсов, деформирующие элемент каждой секции воздействуют на деталь в радиальном направлении с максимальной амплитудой ξImax в течение  в остальной части периода (Т), в течение
в остальной части периода (Т), в течение  деформирующие элементы каждой секции воздействуют на деталь в радиальном направлении с минимальной амплитудой ξImin, при этом одновременно они воздействуют на деталь также и в осевом направлении, цикл работы инструмента во взаимодействии секций между собой и стенками обрабатываемого отверстия повторяется так, что при последовательном перемещении каждой секции обеспечивается результирующее перемещение самоходного инструмента, и тем самым обработка детали, а за счет задания изменяющихся амплитуд воздействия на деталь в радиальном направлении каждого последующего деформирующего элемента, при постоянных амплитудах воздействия на деталь в осевом направлении обеспечивается и необходимое равномерное распределение припуска на обработку между секциями самоходного инструмента.
деформирующие элементы каждой секции воздействуют на деталь в радиальном направлении с минимальной амплитудой ξImin, при этом одновременно они воздействуют на деталь также и в осевом направлении, цикл работы инструмента во взаимодействии секций между собой и стенками обрабатываемого отверстия повторяется так, что при последовательном перемещении каждой секции обеспечивается результирующее перемещение самоходного инструмента, и тем самым обработка детали, а за счет задания изменяющихся амплитуд воздействия на деталь в радиальном направлении каждого последующего деформирующего элемента, при постоянных амплитудах воздействия на деталь в осевом направлении обеспечивается и необходимое равномерное распределение припуска на обработку между секциями самоходного инструмента.
В качестве примера конкретного выполнения заявляемого способа обработки отверстий дается осуществление способа с помощью самоходного инcтрумента (вибродорна) аналогичного вышеописанному (количество деформирующих элементов k 6; число n 3).
От внешнего источника импульсов генератора напряжение с определенной частотой импульсов f 22000 Гц подают на секции вибродорна в соответствии со схемой, изображенной на фиг. 1. Весь период подaчи импульсов Т 1/f 1/22000 4,5•10-5 с, равный циклу работы инструмента, разбит на три равные части.
В первой трети периода перемещается секция 1 за счет подачи импульсов в течение  1,5• 10-5 с на магнитострикционные преобразователи осевых колебаний 4, отталкиваясь от зафиксированных от возвратных перемещений соседних секций II и III, при этом деформирующий элемент 3 секции 1 имеет минимальный для нее диаметр и воздействует на деталь как в осевом, так и в радиальном направлении, так как на ее магнитострикционный преобразователь радиальных колебаний 2 одновременно подают импульс Iiрад.min, а амплитуда равна ξImin. Секции II и III увеличивают диаметры свих деформирующих элементов 3 за счет подачи в это же время импульсов в течение
1,5• 10-5 с на магнитострикционные преобразователи осевых колебаний 4, отталкиваясь от зафиксированных от возвратных перемещений соседних секций II и III, при этом деформирующий элемент 3 секции 1 имеет минимальный для нее диаметр и воздействует на деталь как в осевом, так и в радиальном направлении, так как на ее магнитострикционный преобразователь радиальных колебаний 2 одновременно подают импульс Iiрад.min, а амплитуда равна ξImin. Секции II и III увеличивают диаметры свих деформирующих элементов 3 за счет подачи в это же время импульсов в течение  c на их магнитострикционные преобразователи радиальных колебаний 2 такой величины, чтобы пропорциональные им амплитуды ξImax/ воздействия на деталь в радиальном направлении деформирующих элементов 3 этих секций были равны предварительно определяемым по заявляемым выражениям (2) и (3). При этом
c на их магнитострикционные преобразователи радиальных колебаний 2 такой величины, чтобы пропорциональные им амплитуды ξImax/ воздействия на деталь в радиальном направлении деформирующих элементов 3 этих секций были равны предварительно определяемым по заявляемым выражениям (2) и (3). При этом считая для простоты вычислений наибольшую амплитуду воздействия ξн= 100 мкм.
считая для простоты вычислений наибольшую амплитуду воздействия ξн= 100 мкм.
Во второй трети периода перемещается секция II за счет подачи импульсов в течение  с на магнитострикционные преобразователи осевых колебаний 4, имеющая в этот момент минимальный для нее диаметр, т.е. на обмотки ее магнитострикционного преобразователя радиальных колебаний 2 подают импульс Iiiрад.min и ее деформирующий элемент воздействует на деталь как в осевом, так и в радиальном направлении с амплитудой ξIImin От возвратных перемещений в это время фиксируются секции I и III, диаметры деформирующих элементов 3 которых увеличиваются за счет подачи в это же время импульсов Iрад.mах в течение
с на магнитострикционные преобразователи осевых колебаний 4, имеющая в этот момент минимальный для нее диаметр, т.е. на обмотки ее магнитострикционного преобразователя радиальных колебаний 2 подают импульс Iiiрад.min и ее деформирующий элемент воздействует на деталь как в осевом, так и в радиальном направлении с амплитудой ξIImin От возвратных перемещений в это время фиксируются секции I и III, диаметры деформирующих элементов 3 которых увеличиваются за счет подачи в это же время импульсов Iрад.mах в течение  с на их магнитострикционные преобразователи радиальных колебаний 2 такой величины, чтобы пропорциональные им амплитуды ξmax воздействия на деталь в радиальном напрaвлении были равны предварительно определяемым заявляемым выражениям (2) и (3).
с на их магнитострикционные преобразователи радиальных колебаний 2 такой величины, чтобы пропорциональные им амплитуды ξmax воздействия на деталь в радиальном напрaвлении были равны предварительно определяемым заявляемым выражениям (2) и (3).
При этом:
В третьей трети периода переремещается секция III за счет подачи импульсов в течение  на магнитострикционные преобразователи осевых колебаний 4, имеющая в этот момент минимальный для нее диаметр, т.к. на обмотки ее магнитострикционного преобразователя радиальных колебаний 2 подают импульс I<Mv>iiiрад.min<D> и ее деформирующий элемент 3 воздействует на деталь как в осевом, так и в радиальном направлении с амплитудой ξIIImin.. От возвратных перемещений фиксируются в это время секции I и II, диаметры деформирующих элементов 3 которые увеличиваются за счет подачи в это же время импульса Iрад.mах в течение
на магнитострикционные преобразователи осевых колебаний 4, имеющая в этот момент минимальный для нее диаметр, т.к. на обмотки ее магнитострикционного преобразователя радиальных колебаний 2 подают импульс I<Mv>iiiрад.min<D> и ее деформирующий элемент 3 воздействует на деталь как в осевом, так и в радиальном направлении с амплитудой ξIIImin.. От возвратных перемещений фиксируются в это время секции I и II, диаметры деформирующих элементов 3 которые увеличиваются за счет подачи в это же время импульса Iрад.mах в течение  на их магнитострикционные преобразователи радиальных колебаний 2 такой величины, чтобы пропорциональные им амплитуды ξmax воздействия на деталь в радиальном направлении были равны предварительно определяемым по заявляемым выражениям (2) и (3).
на их магнитострикционные преобразователи радиальных колебаний 2 такой величины, чтобы пропорциональные им амплитуды ξmax воздействия на деталь в радиальном направлении были равны предварительно определяемым по заявляемым выражениям (2) и (3).
При этом
За весь период подачи импульсов Т 4,5•10-5с на магнитострикционные преобразователи продольных колебаний 2 каждой секции подают импульсы Iос общей продолжительности  на магнитострикционные преобразователи радиальных колебаний 4 каждой секции подаются импульсы Iрад.мax общей продолжительностью
на магнитострикционные преобразователи радиальных колебаний 4 каждой секции подаются импульсы Iрад.мax общей продолжительностью  и импульсы Iрад.min общей продолжительностью
и импульсы Iрад.min общей продолжительностью 
Последующие три секции самоходного инструмента работают параллельно и аналогично трем первым, но подаваемые на преобразователи их радиальных колебаний 2 соответствующие импульсы Iрад таковы, что вынуждают деформирующие элементы 3 этих секций в необходимый момент времени воздействовать на деталь в радиальном направлении с пропорциональной им амплитудами ξmax и ξmin определяемыми для деформирующего элемента каждой секции в зависимости от ее порядкового номера по заявляемым выражениям (2) и (3) и paвной: для деформирующего элемента пятой секции:
для деформирующего элемента пятой секции: для деформирующего элемента шестой секции
для деформирующего элемента шестой секции
Период подачи импульсов и цикл работы самоходного инструмента повторяется через 4,5•10-5с и при взаимодействии секций между собой и стенками обрабатываемого отверстия последовательное перемещение каждой секции обеспечивает результирующее перемещение вибродорна при равномерном распределении припуска между секциями и тем самым обработку детали, что при задании изменяющихся амплитуд воздействия, на деталь в радиальном направлении каждого последующего деформирующего элемента, предварительно определяемых по заявляемым формулам по сравнению с прототипом позволяет расширить технологические возможности и повысить износоустойчивость самоходного инструмента.
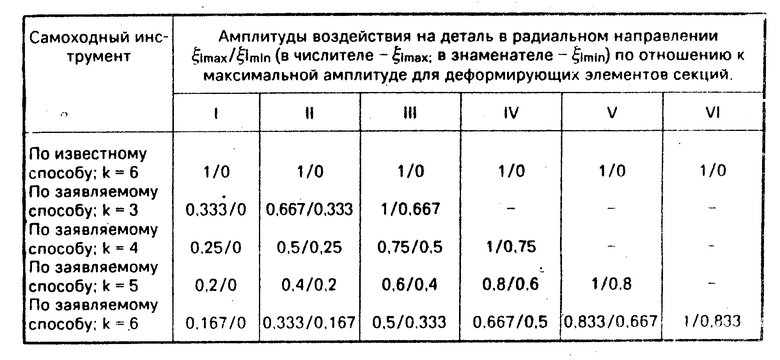
Результаты определения по заявляемым выражениям (2) и (3) амплитуд воздействия на деталь в радиальном направлении деформирующих элементов некоторых самоходных инструментов по отношению к максимальной сведены в таблицу.
Выполнение обработки отверстий при помощи самоходного инструмента по заявляемому способу, сохраняя все достоинства прототипа в части обеспечения прямолинейности обрабатываемого отверстия при минимальных габаритах оборудования, надежности устройства и его работы а также производительности позволяет по сравнению с базовым объектом-прототипом расширить технологические возможности, обеспечивая возможность обработки с большими на 30-50% припусками, и в 5-6 раз повысить износостойкость самоходного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ДОРНОВАНИЕМ | 1991 |
|
RU2014987C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ДОРНОВАНИЕМ /ВАРИАНТЫ/ | 1991 |
|
RU2065807C1 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
| Вибродорн | 1990 |
|
SU1815191A1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
SU1797221A1 |
| Устройство для ультразвукового хонингования | 1982 |
|
SU1125122A1 |
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| УЛЬТРАЗВУКОВОЙ ВИБРОУДАРНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2259912C1 |

Использование: обработка отверстий дорнованием, поверхностное упрочнение, обработка длинномерных деталей. Сущность изобретения: на деталь воздействуют осевым и радиальным усилиями с помощью самоходного инструмента по меньшей мере с тремя деформирующими элементами с несимметричной кромкой. Воздействие на деталь в осевом направлении осуществляют каждым из деформирующих элементов последовательно так, чтобы в любой момент времени элементы, воздействующие на деталь в осевом направлении, базировались на элементы, воздействующие на деталь в радиальном направлении, а продолжительность осевого воздействия определяют из выражения  где toc - продолжительность осевого воздействия каждого деформирующего элемента самоходного инструмента; n≥3 - целое положительное число, которому кратно количество деформирующих элементов; Т - период воздействия, равный циклу работы инструмента. Воздействие на деталь в радиальном направлении каждым последующим деформирующим элементом осуществляют с изменяющимися амплитудами, где максимальное и минимальное значения амплитуд каждого деформирующего элемента определяют из выражений
где toc - продолжительность осевого воздействия каждого деформирующего элемента самоходного инструмента; n≥3 - целое положительное число, которому кратно количество деформирующих элементов; Т - период воздействия, равный циклу работы инструмента. Воздействие на деталь в радиальном направлении каждым последующим деформирующим элементом осуществляют с изменяющимися амплитудами, где максимальное и минимальное значения амплитуд каждого деформирующего элемента определяют из выражений  , где ξImax и ξImin - соответственно максимальное и минимальное значения амплитуд воздействия на деталь в радиальном направлении i-гo деформирующего элемента самоходного инструмента; ξн- наибольшая амплитуда воздействия; i = 1,2,3,... - порядковый номер деформирующего элемента (и секции), начиная со стороны заготовки, в которой необходимо обработать отверстие; k - количество деформирующих элементов самоходного инструмента. Продолжительность максимального и минимального воздействий на деталь в радиальном направлении определяют из выражения
, где ξImax и ξImin - соответственно максимальное и минимальное значения амплитуд воздействия на деталь в радиальном направлении i-гo деформирующего элемента самоходного инструмента; ξн- наибольшая амплитуда воздействия; i = 1,2,3,... - порядковый номер деформирующего элемента (и секции), начиная со стороны заготовки, в которой необходимо обработать отверстие; k - количество деформирующих элементов самоходного инструмента. Продолжительность максимального и минимального воздействий на деталь в радиальном направлении определяют из выражения 
 , где tрад.mах и tpад.min - продолжительность соответственно максимального и минимального воздействий на деталь в радиальном направлении каждого деформирующего элемента. Воздействие на деталь в осевом направлении и минимальное воздействие на деталь в радиальном направлении осуществляют одновременно. 4 ил.
, где tрад.mах и tpад.min - продолжительность соответственно максимального и минимального воздействий на деталь в радиальном направлении каждого деформирующего элемента. Воздействие на деталь в осевом направлении и минимальное воздействие на деталь в радиальном направлении осуществляют одновременно. 4 ил.
Способ обработки отверстий дорнованием, при котором на деталь воздействуют осевым и радиальным усилием посредством самоходного инструмента, по меньшей мере, с тремя деформирующими элементами с несимметричной кромкой, воздействие на деталь в осевом направлении осуществляют каждым из деформирующих элементов последовательно так, чтобы в любой момент времени элементы, воздействующие на деталь в осевом направлении, базировались на элементы, воздействующие на деталь в радиальном направлении, а продолжительность осевого воздействия определяют из выражения
где toc продолжительность осевого воздействия каждого деформирующего элемента;
n ≥ 3 целое положительное число, которому кратно количество деформирующих элементов;
Т период воздействия, равный циклу работы инструмента, отличающийся тем, что, с целью расширения технологических возможностей за счет повышения степени упрочнения и повышения износостойкости путем равномерного распределения припуска между секциями инструмента, воздействие на деталь в радиальном направлении каждым последующим деформирующим элементом осуществляют с изменяющейся амплитудой, максимальное и минимальное значения которых для каждого деформирующего элемента определяют из выражений ,
,
где ξimax и и ξimin соответственно максимальное и минимальное значение амплитуд воздействия на деталь в радиальном направлении i-того деформирующего элемента;
ξн наибольшая амплитуда воздействия,
i 1, 2, 3,
k порядковый номер деформирующего элемента, начиная со стороны заготовки;
k количество деформирующих элементов,
а продолжительность максимального и минимального воздействия на деталь в радиальном направлении определяют из следующих соотношений: ,
,
где tрад.max и tрад.min продолжительность соответственно максимального и минимального воздействия на деталь в радиальном направлении каждого деформирующего элемента, при этом воздействие на деталь в осевом направлении и минимальное воздействие в радиальном направлении осуществляют одновременно.
| Авторское свидетельство СССР N 1656807, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
