Изобретение относится к области сварки, а именно к дуговой сварке плавящимся электродом конструкций из Al-сплавов, и может быть использовано в различных отраслях .народного хозяйства при производстве изделий с повышенными требованиями к качеству свтрных швов.
Цель изобретения - повышение качества сварных соединений путем исключения попадания в металл шва углеродистых и ин- терметаллидных включений, предотвращение образования трещин в зоне сварного шва.
Предложенный способ изготовления сварных соединений устраняет указанные недостатки. Сущность способа заключается в том, что сьемную прокладку выполняют из сплава, однородного с материалом свариваемых деталей. При этом расстояние между срезом сопла и верхней плоскостью деталей устанавливают в пределах 10-14 мм с вылетом электрода 14-20 мм.
Расстояние между срезом сопла и верхней плоскостью деталей должно составлять 10-14 мм. При расстоянии менее 10 мм нарушается защита сварочной ванны вследствие турбулизации периферийных участков потока защитного газа при ударе его о поверхность деталей и подсоса воздуха, что приводит к снижению качества, кроме того, происходит приварка подкладки к сварива- емым деталям.
При расстоянии более 14 мм, во-первых, появляется непровар из-за снижения давления потока защитного газа, пэров и мелких частиц металла на головную часть сварочной ванны; во-вторых, вследствие ослабления этого потока, в зону дуги подс.чсывяется воздух, что нарушает защиту шва; в-третьих. вызванное ухудшением защити повышенное окисление свариваемых кромок ДРК тей
00
ю ю
Os
ю
приводит к их несплавлению и прожогам. Вылет электрода должен составлять 14-20 мм. При вылете электроды менее 14 мм наблюдается крупнокапельный перенос металла электрода с периодическим замыканием дугового промежутка. Вследствие небольшой кинематической энергии капель и скорости полета в дуговом промежутке значительно уменьшается глубина проплав- ления и проплав не формируется. При вылете более 20 мм значительно возрастает нагрев электрода сварочным током и нарушается каплеперенос, что приводит к росту глубины проплавления и к сплавлению деталей с подкладкой, кроме того, наблюдается повышенное разбрызгивание металла и образование околошовных выплесков.
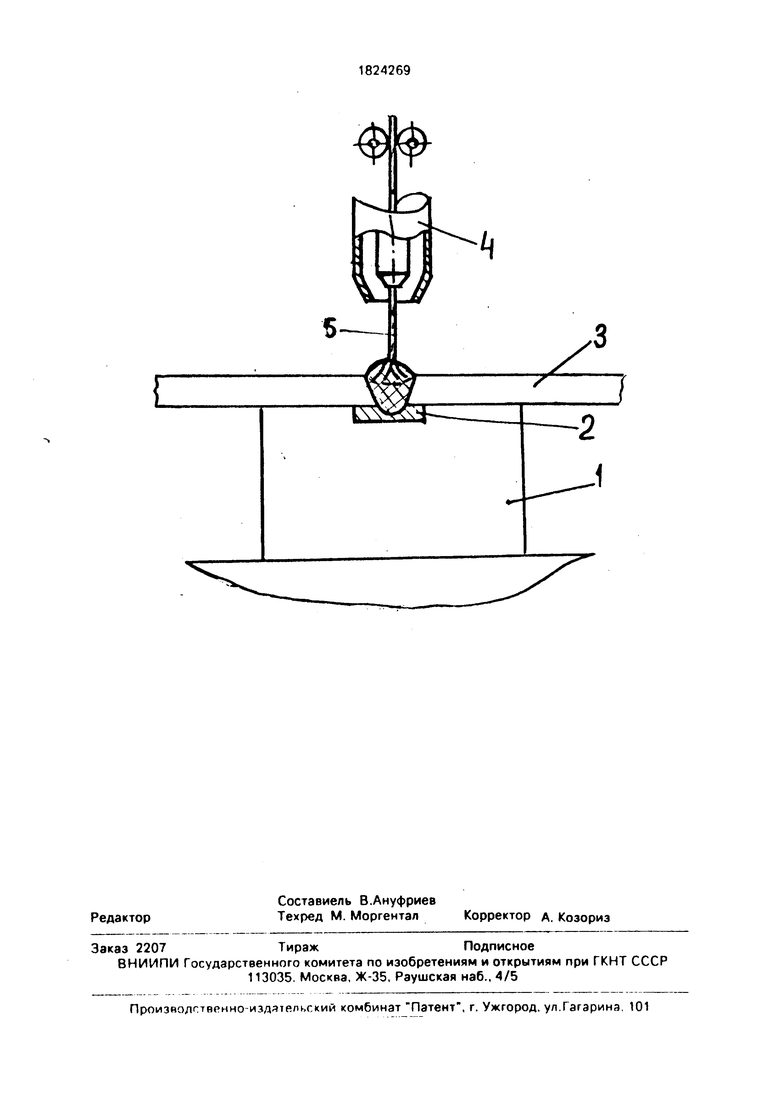
На чертеже представлена схема осуществления способа.
Способ осуществляется следующим образом. Перед сваркой в паз стального бруса 1 устанавливают съемную подкладку 2, выполненную из материала, однородного с материалом свариваемых деталей. Затем стыкуемые кромки свариваемых деталей 3 располагают посередине подкладки 2. После этого сварочную горелку 4 устанавливают таким образом, чтобы расстояние между срезом сопла сварочной горелки 4 и верхней плоскостью свариваемых элементов 3 составляло 10-14 мм. После подачи сварочной проволоки 5 и зажигания дуги производят сварку на оптимальном режиме с вылетом электрода 14-20 мм.
Конкретный пример осуществления способа.
При дуговой сварке плавящимся электродом плоских деталей 3 из сплава 1201 толщиной 4 мм сварочный ток составляет 170 А, напряжение дуги - 20В, скорость сварки 36 м/час. Защитный газ - аргон.
Съемная подкладка 2 выполнена из сплава 1201. Расстояние между срезом сопла и верхней плоскостью деталей 12 мм. При этом величина вылета электрода 5 составляет 16 мм. В таблице представлено
качество сварных соединений сплава 1201 в
зависимости от параметров режима сварки.
Технико-экономическая эффективность
способа по сравнению с базовым объектом.
За базу сравнения принят способ, при котором дуговую сварку плавящимся электродом производят на съемных подкладках, выполненных из нержавеющих и углеродистых сталей. При этом достигается формирование проплава сварного шва, но оплавляется поверхность подкладки и в металл шва попадают интерметаллидные и углеродистые включения, а также образуются трещины в зоне сварного шва, что снижает
прочность и герметичность.
Внедрение способа при изготовлении сварных конструкций из Al-сплавов позволит: устранить трещины, интерметаллидные и углеродистые включения в металле шва,
повысить герметичность сварных соединений, уменьшить число доработок. Формула изобретения Способ изготовления сварных соединений, преимущественно тонколистовых конструкций из алюминиевых сплавов, при котором выполняют дуговую сварку плавящимся электродом на съемной подкладке, при этом расстояние между срезом сопла и верхней поверхностью деталей устанавливают в пределах 10-14 мм с вылетом электрода 14-20 мм, отличающийся тем, что, с целью исключения попадания в металл шва углеродистых и интерметаллидных включений, предотвращения образования
трещин в зоне сварного шва, съемную подкладку выполняют из сплава, однородного с материалом свариваемых деталей.
Не пр ов ар Прочность, кгс/ым, ба
25,0 27,9 28,5 28,2 17,8 18,9 27,4 27,0 27,6 26,9 19,2 27,4 28,3 27,9 26.5

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ изготовления сварных соединений | 1990 |
|
SU1738561A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
Использование: машиностроение, дуговая сварка тонколистовых конструкций из алюминиевых сплавов. Сущность изобретения: сварку ведут плавящимся электродом в среде защитного газа на съемной подкладке. Подкладка выполнена из материала, однородного с материалом свариваемых деталей. Вылет электрода устанавливают от 14 до 20 мм. 1 ил., 1 табл.
Шры Црочноать,
ИГО/MI
+ ---++-- .+ + ---+
23,6 28,0 27,2 27,9 21,4 20,5 27.7 27,0 28,0 22,2 20,9 26,9 28,5 28,2 18,8
Сплавление деталей с подкладкой
Внешний BBS сварного шва- -надет
Примечание: Знак + означает, что дефект имеется,
Знак - означает, что дефект отсутствует.
+ +
- 4-+ -
| Никифоров Г.Д | |||
| Металлургия сварки плавлением алюминиевых сплавов | |||
| М.: Машиностроение, 1972, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| Байков Д.И | |||
| и др | |||
| Свариваемые алюминиевые сплавы | |||
| Л.: Судпромгиз, 1959 | |||
| с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
