1
Изобретение относится к станко-- строению, в частности к многооперационным станкам с ЧПУ для механообработки изделий.
Цель изобретения - расширение технологических возможностей за счет автоматической переустановки изделий в зоне обработки, что обеспечивает обработку изделий со всех сторон.
На фиг. 1 изображен гибкий производственный модуль, общий вид; на фиг. 2 - устройство для фиксации изделий в зоне обработки, вид со стороны работы; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - вид Г на фиг. 4; на фиг. 7 - разрез Д-Д на фиг, 4; на фиг. 8 - разрез Е-Е на фиг. 4; на фиг. 9 - вид Ж на фиг. 4; на фиг. 10 - сечение 3-3 на фиг. 9; на фиг. 11 - вид И на фиг. 4; на фиг. 12 - вид К на фиг. 11; на фиг. 13 - сечение Л-Л на фиг. 12; на фиг. 14 - сечение М-М на фиг. 11; на фиг. 15 - конец захвата с гидравлическими каналами; на фиг. 16 - сечение И-И на фиг. 15; на фИг. 17 - сечение 0-0 на фиг, 15; на фиг 18 и 19 - обрабатываемое изделие; ha фиг. 20 - сопряжение захвата робота с изделием; на фиг. 21 - вид П на фиг. 20.
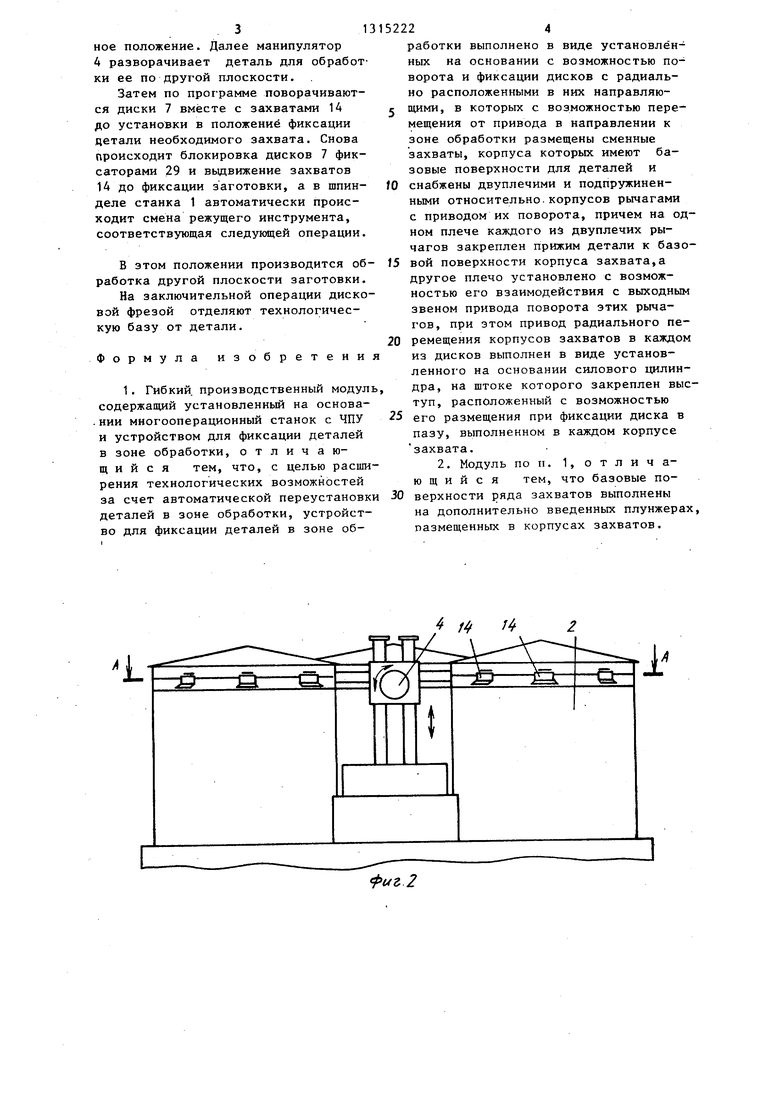
Гибкий производственный модуль содержит многооперационный станок
1с ЧПУ и устройством 2 для фиксации изделий 3, робот 4, Устройство
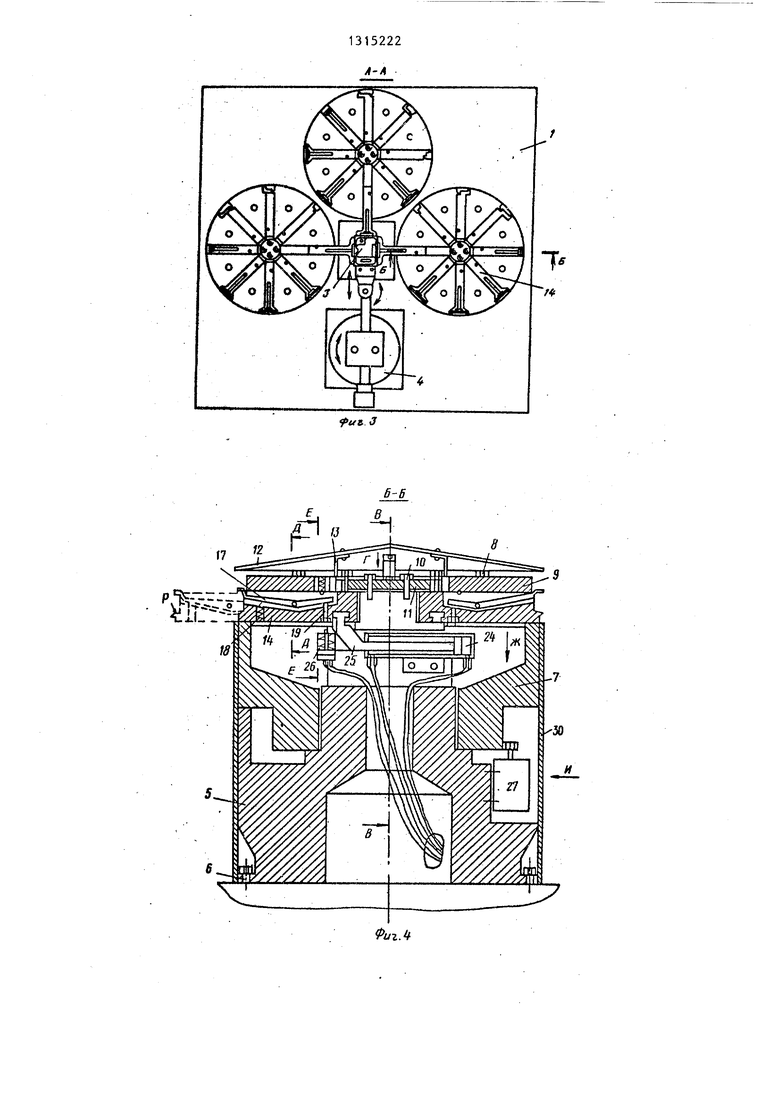
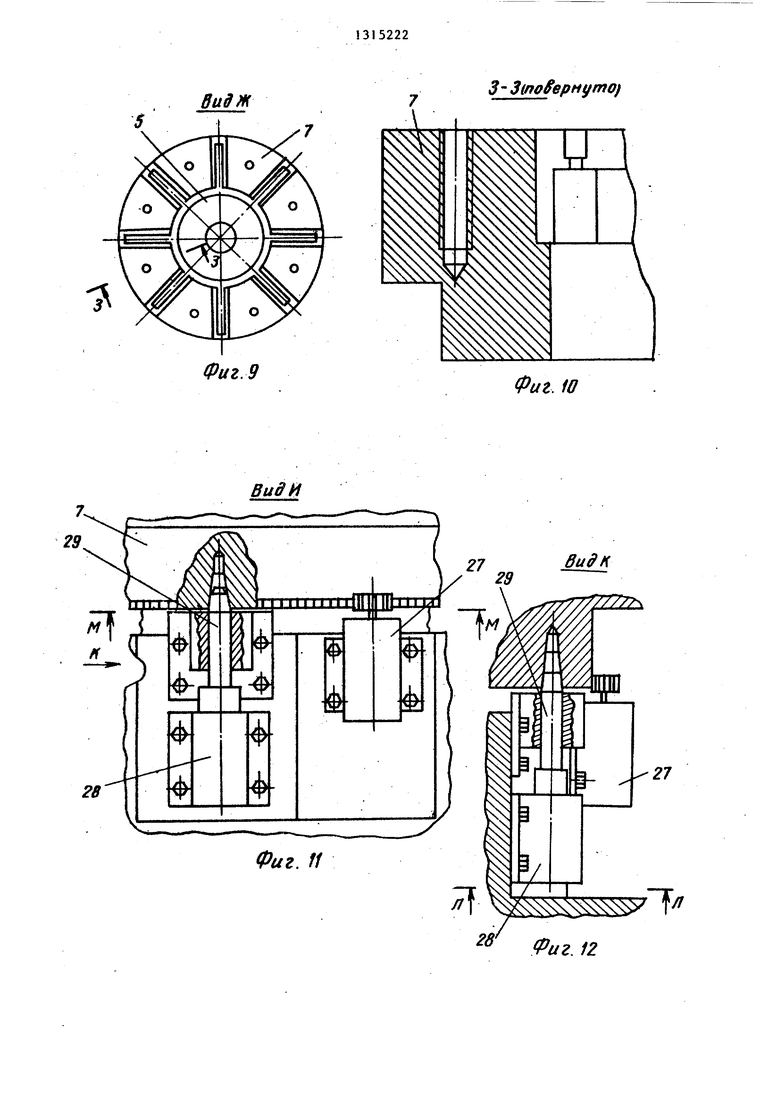
2для фиксации изделий 3 имеет три корпуса 5 (фиг. 4), прикрепленные к основанию винтами 6, На оси каждого корпуса 5 установлен поворотный диск 7 с закрепленной на нем винтами 8 пластиной 9. На корпусе
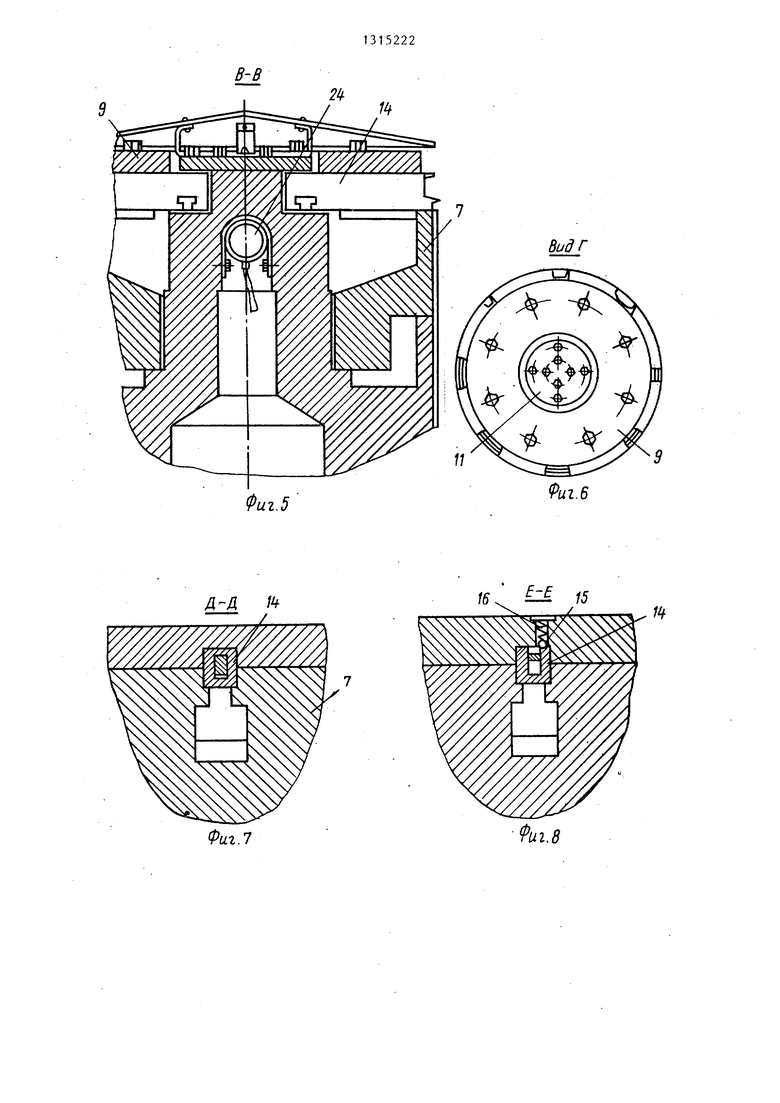
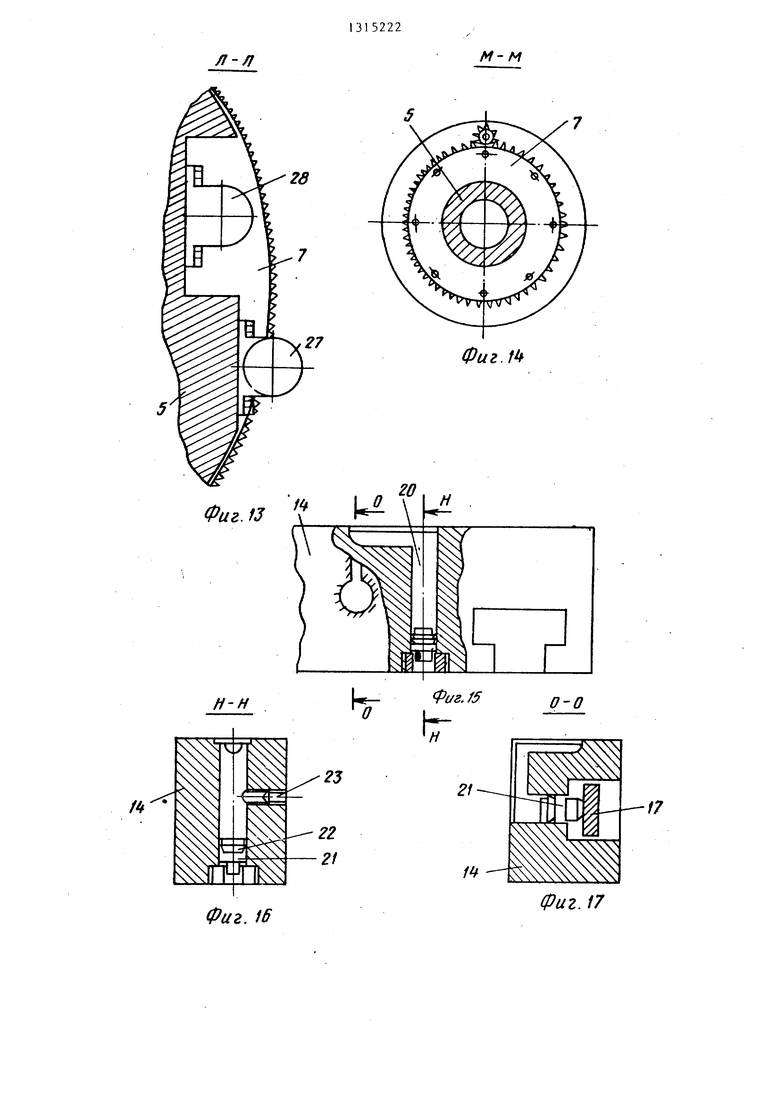
5 закреплена винтами 10 пластина 11. Весь окорпус закрыт конусной крьш- кой 12, закрепленной на кронштейнах 13. В пазах диска 7 и пластины 9 перемещаются захваты 14, которые в крайнем положении фиксируются щари- к ом 15 и пружиной 16 (фиг. 8).Захваты 14 имеют рычаги 17 (фиг. 4), подпружиненные снизу пружиной 18 и перемещающиеся под действием пальца 19 для захватов с горизонтальным расположением базовых поверхностей. При вертикальном расположении базовых поверхностей на захватах вмес
222
то поджимных пальцев 19 в корпусах захватов выполнены гидравлические каналы 20 (фиг. 15), в которых перемещаются плунжеры 21 с манжетами 22 (фиг. 16 и 17). Для заполнения гидравлических каналов требуемым количеством жидкости и удаления воздуха из системы имеется винт 23.
Привод 24 радиального перемещения захватов 14 (фиг. 4) установлен и закреплен в проеме корпуса 5, а его шток 25 концом входит в Т-образный паз корпусов захватов 14.
Для исключения поворота вокруг своей оси при повороте захватов шток 25 зафиксирован в направляющем пазу корпуса 5.
Привод 26 на штоке 25 перемещается вместе с ним и предназначен для поджима рычага 17 через палец 19. Поворот захватов осуществляется, приводом 27, а фиксация поворотных дисков 7 - узлом блокировки (фиг, 11 и 12), состоящим из привода 28 и фиксатора 29. Каждый диск 7 защищен кожухом 30 (фиг. 4),
Обрабатываемое изделие (фиг. 18 и 19) - корпусная деталь 3 с технологической базой 31 получена мето- дом литья по вьшолняемым моделям.Технологическая база 31 на детали 3 имеет базовые отверстия и плоскос-ти для базирования в схвате робота 4.
Модуль работает следующим обра- зом.
Деталь 3 базируется отверстиями и плоскостью технологической базы 31 в схвате робота 4 и фиксируется. В таком положении происходит блоки- ровка дисков 7 фиксатором 29. Затем по программе срабатывают приводы 24, синхронно выдвигающие захваты 14 до фиксации детали. Постоянство зажима осуществляется узлом регулировки усилия зажима (не показано). В этот момент включается привод 26 и рычаги 17 своими прижимами поджимают деталь к плоскости Р (фиг. 4). В зтом положении производится полная обра- ботка одной плоскости детали.Перемещение режущего инструмента относительно детали вдоль координатных осей ОХ, OY и OZ осуществляется инструментальной головкой станка 1. После обработки первой плоскости по программе производится раскрепление детали приводами 26, приводами 24 захваты 14 возвращаются в исход313
ное положение. Далее манипулятор 4 разворачивает деталь для обработки ее по другой плоскости.
Затем по программе поворачиваются диски 7 вместе с захватами 14 до установки в положение фиксации детали необходимого захвата. Снова происходит блокировка дисков 7 фиксаторами 29 и выдвижение захватов 14 до фиксации з аготовки, а в шпинделе станка 1 автоматически происходит смена режущего инструмента, соответствующая следующей операции.
В этом положении производится обработка другой плоскости заготовки.
На заключительной операции дисковой фрезой отделяют технологическую базу от детали.
Формула изобретения
1. Гибкий, производственный модуль содержащий установленный на основа- .НИИ многооперационный станок с ЧПУ и устройством для фиксации деталей в зоне обработки, отличающийся тем, что, с целью расширения технологических возможностей за счет автоматической переустановки деталей в зоне обработки, устройство для фиксации деталей в зоне об24
работки выполнено в виде установленных на основании с возможностью поворота и фиксации дисков с радиаль- но расположенными в них направляющими, в которых с возможностью перемещения от привода в направлении к зоне обработки размещены сменные захваты, корпуса которых имеют базовые поверхности для деталей и
снабжены двуплечими и подпружиненными относительно.корпусов рычагами с приводом их поворота, причем на одном плече каждого иЗ двуплечих рычагов закреплен прижим детали к базовой поверхности корпуса захвата,а другое плечо установлено с возможностью его взаимодействия с выходным звеном привода поворота этих рычагов, при этом привод радиального перемещения корпусов захватов в каждом из дисков выполнен в виде установленного на основании силового цилиндра, на штоке которого закреплен выступ, расположенный с возможностью
его размещения при фиксации диска в пазу, выполненном в каждом корпусе захвата.
2. Модуль поп. 1, отличающийся тем, что базовые поверхности ряда захватов выполнены
на дополнительно введенных плунжерах, размещенных в корпусах захватов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Способ управления процессом поточного производства | 1978 |
|
SU774918A1 |
| Гибкий производственный модуль | 1987 |
|
SU1440663A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Гибкая производственная система | 1986 |
|
SU1373535A1 |
| СПОСОБ МНОГОЯРУСНОГО КОМПОНОВАНИЯ И ПЕРЕКОМПОНОВАНИЯ РАБОЧЕЙ ПОЗИЦИИ АВТОМАТИЧЕСКОЙ ЛИНИИ И ПЕРЕКОМПОНУЕМАЯ РАБОЧАЯ ПОЗИЦИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2011 |
|
RU2487004C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ДЕТАЛЕЙ С НАКОПЛЕНИЕМ ИХ В КАССЕТАХ | 2015 |
|
RU2604161C2 |
| Устройство для закрепления деталей | 1984 |
|
SU1255364A1 |
| Установочное приспособление | 1987 |
|
SU1521551A1 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |

Изобретение относится к станкостроению, в частности к многооперационным станкам с ЧПУ для механообработки изделий. Цель изобретения - расширение технологических возможностей за счет автоматической переустановки изделий в зоне обработки, что обеспечивает обработку изделий со всех сторон. Для этого гибкий производственный модуль содержит многооперационный станок 1 с ЧПУ, устройство 2 для фиксации изделий 3, робот 4. Устройство 2 имеет три корпуса, на оси каждого из них закреплен поворотный диск 7. В пазах последнего перемещаются сменные захваты,обеспечивающие зажим и фиксац1|ю изделия 3, подаваемого роботом 4 в зону обработки, находящуюся между корпусами. 1 з.п. ф-лы, 21 ил. i (Л ел N3 isD Ю фиг.1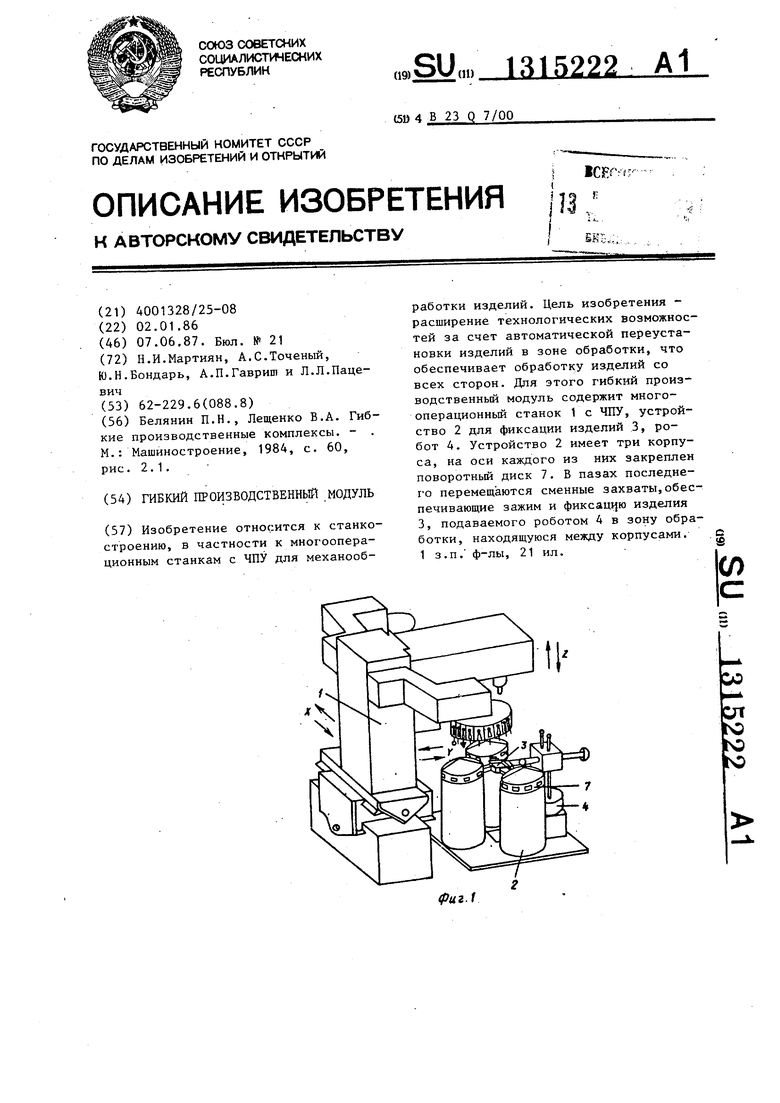
фиг 2
Фиг.5
Риг.6
Фиг Л
Е-Е
иг.8
ВидЯ(
3- Зую ернуто)
Фиг. 9
Фиг. W
В иди
Фаг. 12
Л-/1
м-м
28
Фиг. 13
Х
Фиг. 16
Фиг.1
фиг. 17
Редактор В.Петраш
Составитель А.Котов
Техред Н.Глущенко Корректор М.Пожо
Заказ 2252/13 Тираж 786 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиг рафическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 20
ВидП
Фиг. 21
| Белянин П.Н., Лещенко В.А | |||
| Гибкие производственные комплексы | |||
| - | |||
| М.: Машиностроение, 1984, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
