Изобретение относится к области технологии абразивной обработки и может найти применение в технологических процессах шлифования, в т.ч. поверхностей двойной кривизны, например, рабочих поверхностей турбинных лопаток.
Цель изобретения - повышение производительности обработки и определения усилий прижима абразивной ленты при шлифовании.
По сравнению с прототипом заявляемые способ обладает существенным отличием, так как его использование позволяет решить новую техническую задачу - определять требуемую закономерность изменения усилия прижима ленты в широком диапазоне интенсивностей сьема материала с высокой производительностью.
По сравнению с аналогом предлагаемое техническое решение позволяет резко увеличить точность обработки за счет физически
правильного изменения усилия прижима ленты с течением времени обработки.
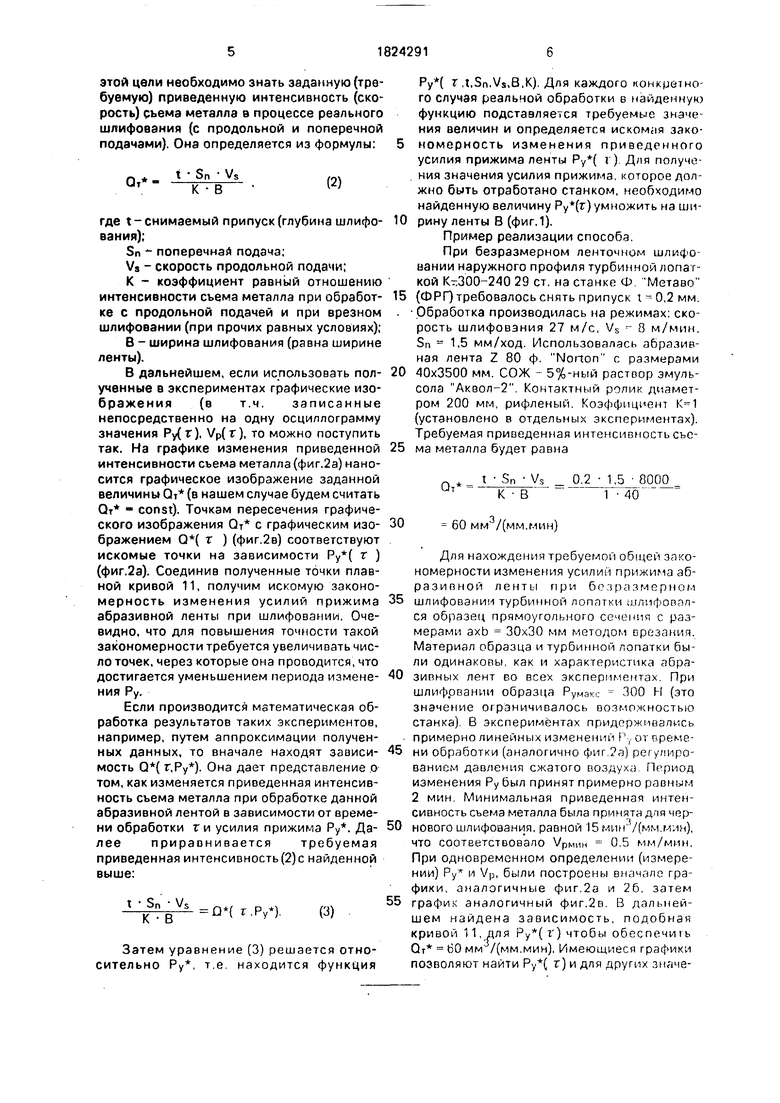
На фиг.1 представлена схема врезного шлифования образца, где 1 - шлифуемый образец прямоугольного сечения, 2 - контактный ролик ленточно-шлифовального станка, 3 - абразивная лента.
Vp - скорость движения радиальной подачи, выполняемая режущей поверхностью абразивной ленты 3 вместе с контактным роликом 2 вдоль оси образца 1: Ру - усилие прижима абразивной ленты к образцу 1 (радиальная составляющая силы резания); а,Ь - размеры (толщина и ширина) образца прямоугольного сечения: В - ширина ленты, равная ширине шлифования при обработке с продольным движением подачи.
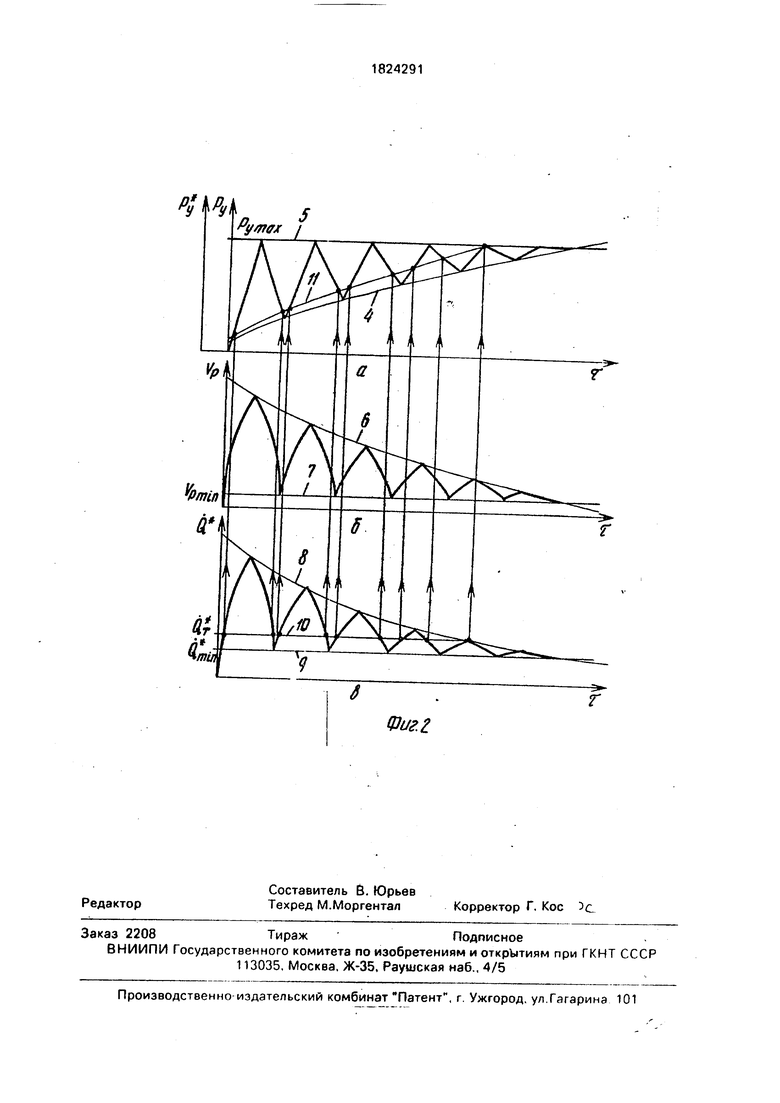
На фиг.2 приведены следующие графики: а) график изменения усилий прижима. т.е. радиальной составлякш й силы резания Ру и приведенной (к единице ширины участвующей в шлифовании абразивной
(А
С
со ю
4
го о
ленты) радиальной составляющей силы резания Ру (при этом Ру - Ь.Ру) в зависимости от времени обработки образца t; б) график изменения скорости радиального движения подачи Vp режущей поверхности абразивной ленты вместе с контактным роликом вдоль оси в зависимости от времени обработки т ; в) график изменения интенсивности (скорости) сьема металла, приведенной к единице ширины ленты, участвующей в шлифовании, Q в зависимости от времени обработки т (при шлифовании образца обычно b В).
На графиках фиг.2 тонкими линиями также показано следующее: 4 - кривая изменения Ру и Ру при обработке с заданной минимальной приведенной интенсивностью (скорость) сьема металла Омин в .ави- симосги от г : 5 - граница предельно допустимой силы резания Румакс (или Румакс) (в общем случае может быть произвольной кривой); Б - кривая изменения скорости радиального движения подачи Vp при обработке с постоянной максимальной силой резания Румакс, 7 - граница минимальной скорости радиального движения подачи /рмин (соответствует Омин); 8 - кривая изменения приведенной интенсивности сьема металла при обработке с предельно допустимой составляющей силой резания Румакс; 9 - граница минимальной приведенной интенсивности сьема металла 10 - требуемая приведенная интенсивность (скорость) сьема металла От (пример конкретного использования полученных зависимостей) - в общем случае может быть произвольной кривой; 11 - пример требуемой закономерности изменения приведенного усилия прижима лента Ру в зависимости от г (для заданной величины
От).
Для определения усилий прижима абразивной ленты при шлифовании производится врезное шлифование образца 1, к которому посредством контактного ролика 2 прижимается движущаяся со скоростью резания абразивная лента 3 (фиг.1). При со- шлифовывании металла образца 1 режущая поверхность ленты 3 вместе с контактным роликом 2 перемещается вниз вдоль оси образца со скоростью Vp, которая представляет собой скорость радиального движения подачи. Увеличение усилия прижима Ру ленты к образцу приводит к увеличению скорости Vp и наоборот. Интенсивность сьема материала, приведенную к единице ширины шлифования О, определяют перемножая величины Vp и а.
При обработке образца 1 изменяют, периодически увеличивая и уменьшая в заданные промежутки времени (с определенной частотой) по некоторому наперед заданному закону, усилие прижима Ру ленты 3 (фиг.2а). На фиг.2а показан пример периодического изменения Ру по линейным зависимостям от времени обработки г. Возможны многие другие законы периодимеского изменения Ру, например, синусоидальный, экспоненциальный, ступенчатый, их сочетание и др. При изменении Ру ее значение обычно ограничивается некоторой максимальной величиной Румакс. превышение которой не возможно или недопустимо. Если Ру постоянно и принимает значение Румакс то значение Vp будет изменяться по кривой 6 (рис,2б) и. соответственно. Q по кривой 8 (фиг.2б). С увеличением или снижением Ру (фиг.2а) соответственно увеличивается или снижается Vp (фиг.2б) и Q (фиг.2в). При этом для исключения экономически нецелесообразных значений приведенных ин- тенсивностей съема Q этот параметр
может быть ограничен снизу значением Омин (рис.26). Этой величине будет соответствовать значение VPMHH (рис.2в). При умень- шении Ру по заданному закону одновременно контролируется значение Vp,
при достижении которым величины VPMMH силу прижима Ру начинают увеличивать. На фиг.2а кривая 4 дает представление о том, как должна изменяться Ру с течением времени, если поддерживается минимальная
интенсивность сьема металла Омин (при поддерживании /рМин).
При изменении усилия прижима Ру по заданному закону одновременно фиксируются (желательно в одни и те же момента
времени при дискретном отсчете) реальные значения Ру ( г)и Vp(r ). Затем по зафиксированной величине Vp( г ) определяется приведенная к единице ширины шлифования интенсивность съема металла Q по
формуле;
Q a.Vp( r)
0)
Следует заметить, что закон изменения Ру может поддерживаться не обязательно весьма точно, а только приблизительно. Это не приводит к существенным погрешностям и искажениям, гак как значения Ру( г) и Vp(r) фиксируются одновременно. Получен- ные таким способом зависимости (аналогичные изображенным на фиг.2) могут быть использованы для определения требуемой закономерности изменения усилий прижима абразивной ленты при шлифовании. Для
этой цели необходимо знать заданную (требуемую) приведенную интенсивность (скорость) съема металла в процессе реального шлифования (с продольной и поперечной подачами). Она определяется из формулы:
От
I Sn Vs
к в
(2)
где t-снимаемый припуск (глубина шлифо- вания);
Sn - поперечная подача;
Vs - скорость продольной подачи;
К - коэффициент равный отношению интенсивности съема металла при обработ- ке с продольной подачей и при врезном шлифовании (при прочих равных условиях);
В - ширина шлифования (равна ширине ленты).
В дальнейшем, если использовать пол- ученные в экспериментах графические изображения (в т.ч. записанные непосредственно на одну осциллограмму значения Ру(т), Vp(r), то можно поступить так. На графике изменения приведенной интенсивности съема металла (фиг.2а) наносится графическое изображение заданной величины От (в нашем случае будем считать От ™ const). Точкам пересечения графического изображения От с графическим изо- бражением О( т ) (фиг,2в) соответствуют искомые точки на зависимости Ру( г ) (фиг.2а). Соединив полученные точки плавной кривой 11, получим искомую закономерность изменения усилий прижима абразивной ленты при шлифовании. Очевидно, что для повышения точности такой закономерности требуется увеличивать число точек, через которые она проводится, что достигается уменьшением периода измене-
НИЯ Ру.
Если производится математическая обработка результатов таких экспериментов, например, путем аппроксимации полученных данных, то вначале находят зависи- мость 0( г.Ру). Она дает представление о том, как изменяется приведенная интенсивность съема металла при обработке данной абразивной лентой в зависимости от времени обработки т и усилия прижима Ру. Да- лее приравнивается требуемая приведенная интенсивность(2)с найденной выше:
t Sn Vs К В
Q( т.Ру).
(3)
Затем уравнение (3) решается относительно Ру, т.е. находится функция
Ру( г ,t,Sn.Vs,B,K). Для каждого конкретного случая реальной обработки в найденную функцию подставляется требуемые значения величин и определяется искомая закономерность изменения приведенного усилия прижима ленты Ру( i ) Для получения значения усилия прижима, которое должно быть отработано станком, необходимо найденную величину Ру(г) умножить на ширину ленты В (фиг.1).
Пример реализации способа.
При безразмерном ленточном шлифовании наружного профиля турбинной лопа г- кой К-300-240 29 ст. на станке Ф Метаво (ФРГ) требовалось снять припуск t 0,2 мм. Обработка производилась на режимах: скорость шлифования 27 м/с, Vs - 8 м/мин. Sn 1,5 мм/ход. Использовалась абразивная лента Z 80 ф. Norton с размерами 40x3500 мм. СОЖ - 5%-ный раствор эмуль- сола Аквол-2. Контактный ролик диаметром 200 мм, рифленый. Коэффициент (установлено в отдельных экспериментах). Требуемая приведенная интенсивность съема металла будет равна
t Sn Vs К В
0.2 1.5 8000 1 40
60 мм /(мм.мин)
Для нахождения требуемой общей закономерности изменения усилии прижима абразивной ленты при безразмерном шлифовании турбинной лопатки шлифопал- ся образец прямоугольного сечения с размерами axb 30x30 мм методом срезания. Материал образца и турбинной лопатки были одинаковы, как и характеристика абразивных лент со всех экспериментах При шлифовании образца Румакс - 300 hi (это значение офаничивалось возможностью станка) В экспериментах придерживались примерно линейных изменений Г; от времени обработки (аналогично фиг а)регулированием давления сжатого воздуха Период изменения Рубыл принят примерно ра в ним 2 мин. Минимальная приведенная интенсивность съема металла была принята дня чернового шлифования, равной 5мин3/(мм.мин), что соответствовало VPMHH 0.5 мм/мин. При одновременном определении (измерении) Ру и Vp, были построены вначале графики, аналогичные фиг.2а и 26. затем график аналогичный фиг.2в. В дальнейшем найдена зависимость, подобная кривой 11, для Ру( г ) чтобы обеслечи ь От 60 мм /(мм.мин). Имеющиеся графики позволяют найти Ру( г) и для других значемий Q( т). Полученная таким образом закономерность изменения усилий прижима РУ( г ) ленты Пыла воспроизведена при обрабои и турбинной лопатки. Величина снятого припуска находилась в пределах 0,16-0,23 мм.
При шлш ювзнии обычным способом, который используется в заводских условиях (он соответствует рассмотренному аналогу), значение снчгого припуска при прочих рав ных условиях находилась в пределах 0,15- 0,20 мм. Максимальное отклонение от номинального размера припуска состапило для предлагаемого способа - 0,03 мм, для известного - 0,00 мм, что соответствует повышению точности обработки в 2 раза. По- дсбпоо повышение точности позволяет отказаться от дополнительного выборочного шлифоианил отдельных участков лопатки, где не обеспечено удаление заданного припуск,ч.
Примем «о вн/.мание только повышение производительности обработки за счет исключения выборочною шлифования крупно- гаПаришых турбинных лопаток, которое сооапляот 10 20% штуччого времени при среднем значении штучного времени на шлифование 30 мик, время на выборочное шыфсалпио обычно не менее 3 мин.
I от1ычтельные затрать: времени, несложно приборное оснащение, используемое для определения усилий прижима абразивной ленты при шлифовании, позво-
ляет применять заявленный способ непосредственно в производственных условиях. Использование предложенного способа существенно расширяет технологические возможности автоматизации оборудования, в частности для программного обеспечения требуемой закономерности изменения усилия прижима. Появление первых образцов оборудования с ЧПУ для безвременного 10 ленточного шлифования потребует использования предложенного способа наиболее широко.
Формула изобретения Способ определения усилий прижима
15 абразивной ленты при шлифовании, при котором посредством поджимного ролика абразивную ленту вводят в контакт с заготовкой и фиксируют значение скорости перемещения ролика и интенсивность съе20 ма металла, отличающийся тем, что. с целью повышения производительности, усилие поджима ленты роликом периодически изменяют, определяют изменения интенсивности съема, соответствующие
25 указанным периодическим изменениям усилий поджима в заданные промежутки времени, затем на полученном графике интенсивности сьема определяют величины заданной интенсивности сьема и по ним на
30 графике изменения усилий прижима определяют искомые точки, соответствующие, указанным точкам заданной интенсивности съема металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1990 |
|
SU1830334A1 |
| Способ абразивной обработки | 1988 |
|
SU1618586A1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673414A1 |
| Способ бескопирного шлифования фасонных поверхностей | 1976 |
|
SU742111A1 |
| СПОСОБ ОБДИРОЧНОГО ШЛИФОВАНИЯ | 1987 |
|
SU1520770A1 |
| СПОСОБ АДДИТИВНОГО ШЛИФОВАНИЯ | 2000 |
|
RU2183546C2 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| Способ шлифования | 1991 |
|
SU1825708A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
Изобретение относится к области технологии абразивной обработки и может найти применение в технологических процессах шлифования, в том числе поверхностей двойной кривизны, например рабочих поверхностей турбинных лопаток. Сущность изобретения: при шлифовании усилие прижима ленты роликом периодически изменяют, определяют изменения интенсивности съема, соответствующее периодическим изменениям усилий прижима в заданные промежутки времени, затем на полученном графике интенсивности сьема определяют величины заданной интенсивности съема и по ним определяют на графике изменения усилия прижима искомые точки, соответствующие точкам заданной интенсивности съема металла. 2 ил.
| Паньков Л.А, и др | |||
| Ленточное шлифование высокопрочных материалов | |||
| М,, 1978, с.115-118. |
