(54) СПОСОБ ВЕСКОПИРНОГО ШЛИФОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ
1
Изобретение относится к механической обработке крупногабаритных фасонных тел вращения абразивным инструментом... .
Известен бескопирный строчечный 5 способ шлифования фасонных поверхностей, при котором абразивный инструмент устанавливают на шпиндель, жестко закрепленный к шарнирно подвешенному рычагу, который имеет возможность поворачиваться на оси шарнирного подвера в плоскости вращения инструмента, за счет чего происходит копирование обрабатываемого фасонного профиля изделия. Принудительно переме- 15 щая вдоль криволинейной образующей шарнирный подвес рычага шлифовальной головки и прижимая внешней силой к обрабатываемой поверхности абразивный инструмент, достигают такого 20 положения, при котором последний сошлифовывает слой металла и копирует исходный профиль изделия. При одновременном движении изделия относительно шарнирно подвешенного абразив- 25 ного инструмента и перемещении последнего вдоль образующей производится шлифование по строкам, соприкасающимся между собой определенным образом ij . -30
Известное устройство с маятниковой (шарнирно подвешенной ) шлифовальной головкой, работая на принципе бескопирного способа, обеспечивает механизацию процесса шлифования и полирования фасонных поверхностей, при этом абразивный инструмент вращают в одном направлении на любом участке обрабатываемой поверхности.
Недостаток этого способа заключается в том, что при большом диапазоне изменения углов наклона образующей обрабатываемого профиля даже при постоянном усилии прижима инструмента ;изменяется радиальная составляющая силы резания. В результате изменяется толщина снимаемого слоя металла, {шероховатость поверхности и точность обработки.
Известен также способ бескопирного шлифования Фасонных поверхностей, при котором связь между радиальной составляющей си-лы резания Ру , усилием прижима шлифовальной го.ловки Рпр углом наклона р, образующей изделия в точке контакта с инструментом и наклона рычага шлифовальной головки Ч описывается зависимостью {2
о PnpSl М
A -tg-fp-u)a-coe(p,-if)
.где. в - угол наклона профиля образукяцей изделия в точке контакта с инструментом, образованный между вертикальк и касательной, проведенной к этой точке; |л - коэффициент шлифования. Усилие прижима Pfjp определяется и рассмотрения моментов сил веса головки Ч , веса инструмента Р и величин противовеса F относительно оси шарнирного подвеса рычага.
- Знак + берется при вршдении инструмента против часовой стрелки, - - почасовой стрелке.
Из приведенной зависимости следует, что с. изменением угла наклона профиля р , особенно в большом диапазоне, величина Ру может изменяться в значительных пределах. Это приводит к соответствующему изменению толщины снимаемого слоя металла и, следовательно, к ухудшению качества обработки.
Цель изобретения - повышение точности и чистоты обработки, повышение производительности.
Поставленная цель достигается тем,что процесс шлифования на участке поверхности с углами наклона образующей профиля большими 45 производят при направлении вращения инструмента против часовой стрелки, а на участках с углами наклона образующей профиля меньшими 45
при
направлении по часовой стрелке, при этом на участке образующей, углы наклона в котором-равны 45°, прерывают контакт инструмента и производят ровере направления его вращения, а угол наклона рычага шлифовальной головки поддерживают постоянным и равным 45°.
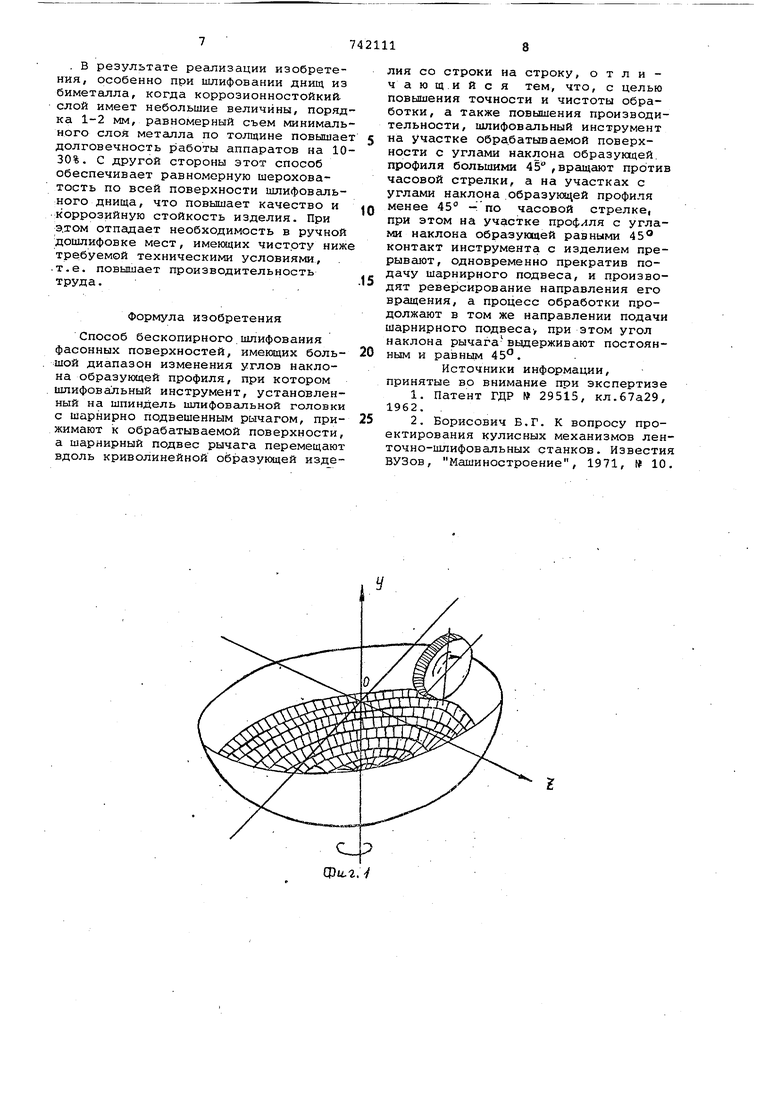
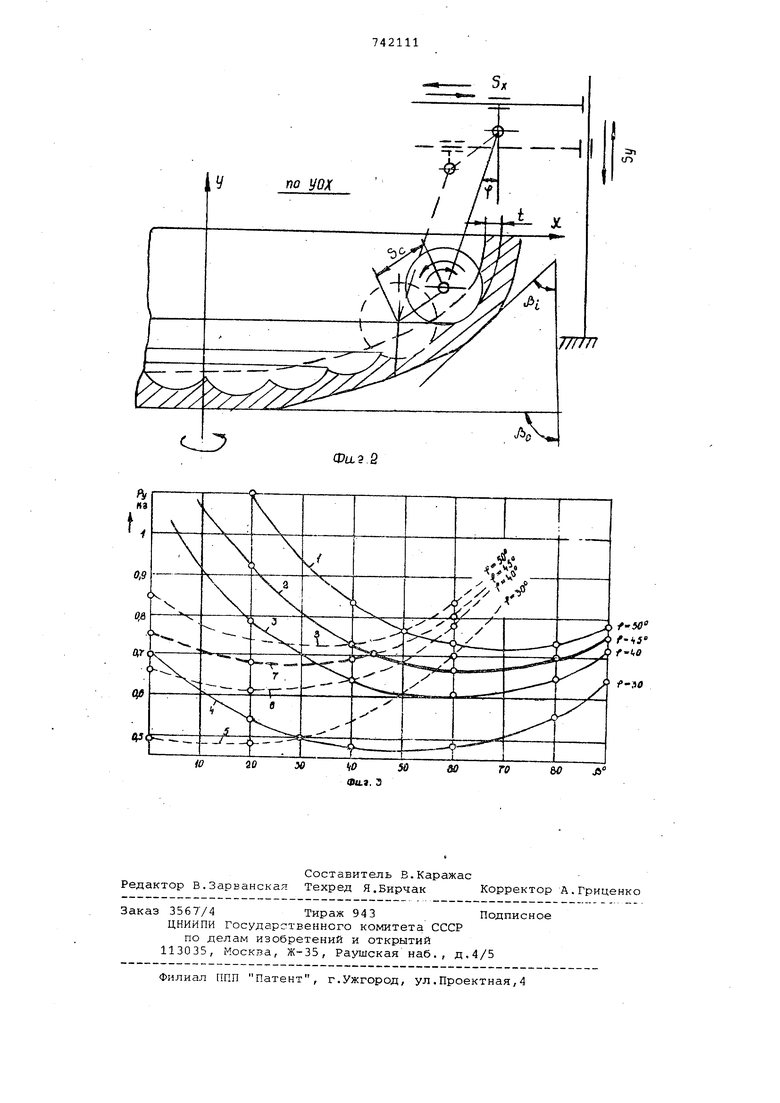
На фиг.1 изображена схема бескопирного строчечного шлифования внутренней поверхности фасонного тела вращения {эллиптического днища); на фиг. 2 - схема образования строк при бескопирном шлифовании эллиптического днища; на фиг.З - графики изменения радиальной составляющей Р силы резания в зависимости от угла наклона обрабатываемого профиля и.угла f наклона рычага шлифовальной головки при различных направлениях вращения абразивного инструмента.
fiipH бескопирном способе шлифования внутренней поверхности эллиптических или сферических днищ, по строкам угол наклона профиля образуквдей днища изменяется в пределах от 90° (фиг.1 и 2).
Сплошные линии (кривые 1-4) соответствуют направлению вращения инструмента против часовой стрелки, пунктирные линии {кривые 5-8)- направлению вращения по часовой
стрелке (фиг.З), при этом величина PV радиальной составляющей силы резания при изменении угла в пределах от 90° колеблется в широких предела1Х. Однако,если производить шлифование с реверсированием направления вращения инструмента в определенной точке наклона криволинейной образуклцей, то можно в значительной степени нивелировать колебания величины Ру .
При угле наклона рычага шлифовальной головки, равном 45°, и реверсирования направления вращения инструмента в точке наклона образугадей при р 45° значение Ру колеблется в
пределах ±5,6% от среднего значения (кривые 2 и 7), при этом значения величины Ру в точках образующей при р 90 равны. При других значениях углов Ч (кривые 1 и 8, 3 и 6,4
0 и 5) колебания величины Ру с реверсом вращения инструмента в соответствугацих точках (р, 30, р. 40 р 50° наклона профиля образующей дают большие отклонения Р от среднего
5 значения.
Следовательно, при шлифовании с реверсом вращения инструмента угол f наклона, рычага шлифовальной головки, равный 45°, является оптимальным.
0 Таким образом, если при угле наклона рычага шлифовальной головки Ч 45° шлифовать участки фасонной поверхности с углами наклона образукицей в интервале 0° 4.5° с
с направлением вращения инструмента по часовой стрелке, а участок поверхности с углами 45° (i 90 с направленйем против часовой стрелки, то колебания среднего значения величины Ру не превышают : 5,6%, что для
0 практики несущественно и можно считать Ру const.
Это касается фасонных поверхностей, имеющих монотонно изменяющийся 5 угол наклона профиля в интервале от О до 90°, т.е. диапазон, изменения угла А равен
90,
где и - угол наклона в начальной Q . точке профиля образующей ; PJ- угол й аклона в конечной
точке профиля образующей.
При обработке поверхностей с мень- ишм диапазоном изменения углов наклона профиля образукхцей анализ графиков (фиг.З) показывает, что каяадому углу Ц наклона рычага шлифовальной головки при том или ином направлении вращения инструмента соответствует 0 определенный интервал значения углов , при которых изменение величины Ру минимальное. Так, например, задав допустимое изменение силы Р в пределах 10%, из графиков (фиг.З) можно 5 видеть, что этим условиям соответствуют примерно следующие интервалы значений углов р : При Ч Направление вращения инструментапо часовой против часовой стрелке стрелки 30 30 о. 65° . 85 45 52°38° i90° 50 10° р450° 50 90 Из этих результатов следует, что для угла наклона рычага шлифовально головки I 45 в зависимости от направления вращения инструмента имеется Два интервала значения углов , при которых Ру изменяется не более 10%. Диапазой этих интервалов равен 38° 52°, 52°. Для других значений углов Ч наклона рычага шлифовальной головки (, ,Ч 5(f) диапазоны соответствующих интервалов углов значительно меньше (в 1,15-1,7 раза). Поэтому обработку поверхностей, име ющих, углы наклона профиля образующей в интервалах 52° или 9 целесообразно производить при угле Ч 45® без реверса вращения инстру мента. При этом направление вращени инструмента выбирают в зависимости от величины интервала углов в : npij вращение выбирают-по часо вой стрелке, при 38sp 4 против Если углы наклона профиля образу ющей изделия не укладываются в указанные интервалы, например s 7 необходим реверс вращения инструмен та. Учитывая, что при tf 45 интерва лы 38°- 90° частично перекрывают друг друга в диапазоне изме нения углов р-38°- 52, реверс производят на участке образующей, имеющей углы наклона,равные 45. Изобретение целесообразно исполь зовать при бескопирном шлифовании крупногабаритных фасонных поверхнос тей, имеющих монотонно изменяющиеся углы наклона профиля образующей в общем случае от 90°. В частных случаях, если монотон но .изменяннциеся углы наклона в на-, чале и конце профиля образующей лежат в интервале , возможны два случая: углы наклона в начале образующей имеют значения , а в конце углы наклона в начале и конце образующей имеют значения 52 или 38V 90. В первом случае следует производить реверс вращения инструмента на участке образующей с угламинаклона ь 45°, во втором - реверс не нужен, но необходимо выбрать соответствующее направление вращения инструмента. Методика настройки процесса шлифования фасонных поверхностей сводится к следующему: по заданному значению Ру определяют настроечную величину радиального усилия резания Ру:р Ру (l-0,056)j из вышеприведенной зависимости определяют -необходимое усилие прижима РЛР инструмента к обрабатываемой поверхности при PV Pvcp. Ч 45, 0°и направлении вращения инструмента по часовой стрелке (в знаменателе знак - или 90 (в знаменателе знак +). Таким образом, сущность .способа шлифования крупногабаритных .фасонных поверхностей с широким диапазоном изменения углов наклона профиля, например, эллиптических или сферических днищ химических аппаратов сводится к следующим переходам (приемам): абразивный инструмент, установленный на шарнирно подвешенную шлифовальную .головку, прижимают с необходимой, наперед заданной силой . к обрабатываемой поверхности в исход:ной точке {в центре днища) , а угол наклона рычага шлифовальной головки к вертикали устанавливают равным 45; ; сообщают вращение инструменту в определенном направлении; изделие приводят во вращение; принудительно перемещают шарнирный подвес со шлифовальной головкой вдоль образующей от центра изделия к периферии со строки на строку, -поддерлсивая постоянным угол наклона рычага головки, в результате чего абразивный инструмент, копируя исходный профиль изделия, производит шлифование поверхности, снимая слой металлаJ в момент положения инструмента на участке образуквдей, углы наклона в котором равны 45, его приподнимают и производят реверс направления вращения, после чего опять опускают на обрабатываемую поверхность и продолжают шлифование. Чтобы во время реверса инструмента на обрабатываемой поверхности Не осталось непрошлифованного участка I на это время одновременно выключают Подачу перемещения шарнирного подвеса вдоль образующей и включсшзт ее после того, как инструмент пройдет полностью всю строку, с которой он был приподнят. в результате реверса инструмента в определенной точке и поддержания в процессе шлифования постоянного угла наклона шлифовальной головки, радиальная составляющая силы резани.я будет :Практически постоянная по величине, что обеспечивает повышение чистоты и точности обсаботки.
. В результате реализации изобретения, особенно при шлифовании днищ из биметалла, когда коррозионностойкий. слой имеет небольшие величины, порядка 1-2 мм, равномерный съем минимального слоя металла по толщине повышает долговечность работы аппаратов на 1030%. С другой стороны этот способ обеспечивает равномерную шероховатость по всей поверхности шлифовального днища, что повышает качество и коррозийную стойкость изделия. При э.том отпадает необходимость в ручной дошлифовке мест, имеющих чистоту ниже требуемой техническими условиями, .т.е. повышает производительность труда.
Формула изобретения
Способ бескопирного.шлифования фасонных поверхностей, именяцих большой диапазон изменения углов наклона образующей профиля, при котором шлифовальный инструмент, установленный на шпиндель шлифовальной головки с шарнирно подвешенным рычагом, прижимают к обрабатываемой поверхности, а шарнирный подвес рычага перемещают вдоль криволинейной образующей издеЛИЯ со строки на строку, о т л и чающ.и и с я тем, что, с целью повышения точности и чистоты обработки, а также повышения производительности, шлифовальный инструмент на участке обрабатываемой поверхности с углами наклона образующей. профиля большими 45,вращают против часовой стрелки, а на участках с углами наклона .образукхцей профиля менее 45° - по часовой стрелке, при этом на участке профиля с углами наклона образующей равными 45° контакт инструмента с изделием прерывают, одновременно прекратив подачу шарнирного подвеса, и производят реверсирование направления его вращения, а процесс обработки продолжают в том же направлении подачи шарнирного подвеса при этом угол наклона рычагавьщерживают постоянным и равным 45.
Источники информации, принятые во внимание при экспертизе
1.Патент ГДР 29515, кл.67а29, 1962. .
2.Борисович Б.Г. К вопросу проектирования кулисных механизмов ленточно-шлифовальных станков. Извести ВУЗов, Машиностроение, 1971, W 10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования вогнутых криволинейных поверхностей | 1990 |
|
SU1780998A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047465C1 |
| Устройство для шлифования фасонных тел вращения | 1986 |
|
SU1393607A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1974 |
|
SU500032A2 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1985 |
|
SU1234164A2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ПЕРЕМЕННОЙ КРИВИЗНЫ | 1971 |
|
SU304114A1 |
| Устройство для шлифования металлических листов | 1975 |
|
SU551156A1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 2002 |
|
RU2211132C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
Фa. ± 777777
