Изобретение относится к технологии лазерной резки, в частности к резке непрерывным лазерным излучением сквозных щелей в металлах с применением газа под давлением, и может быть использовано для изготовления щелевых водозаборных фильтров.
Целью изобретения является повышение точности при резке щелей непрерывным лазерным излучением путем исключения расширения щели в начальный момент реза,
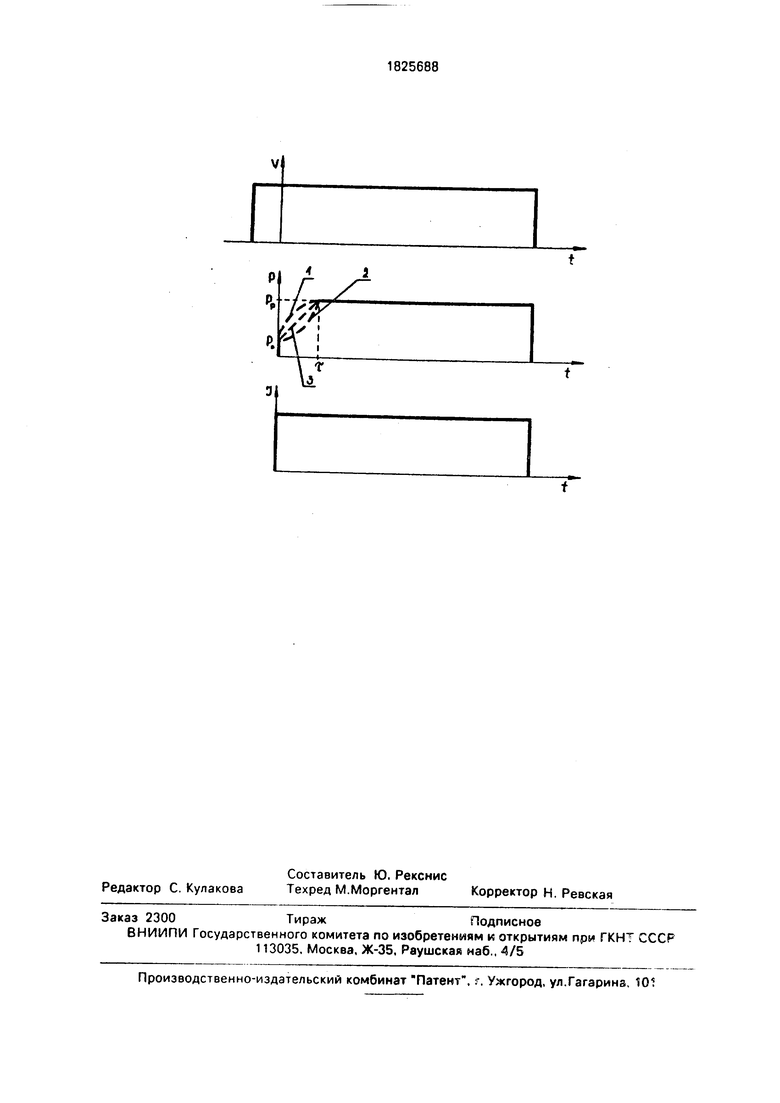
На чертеже представлены зависимости скорости резки (v), давления газа (Р) и мощности лазерного излучения (I) от времени (t) в процессе резки
Линии 1 и 2 зависимости давления газа соответствую ступенчатому подъему давления газа, линия 3 - плавному подъему давления газа от начального Ро до рабочего значения Рр.
Способ осуществляют следующим образом.
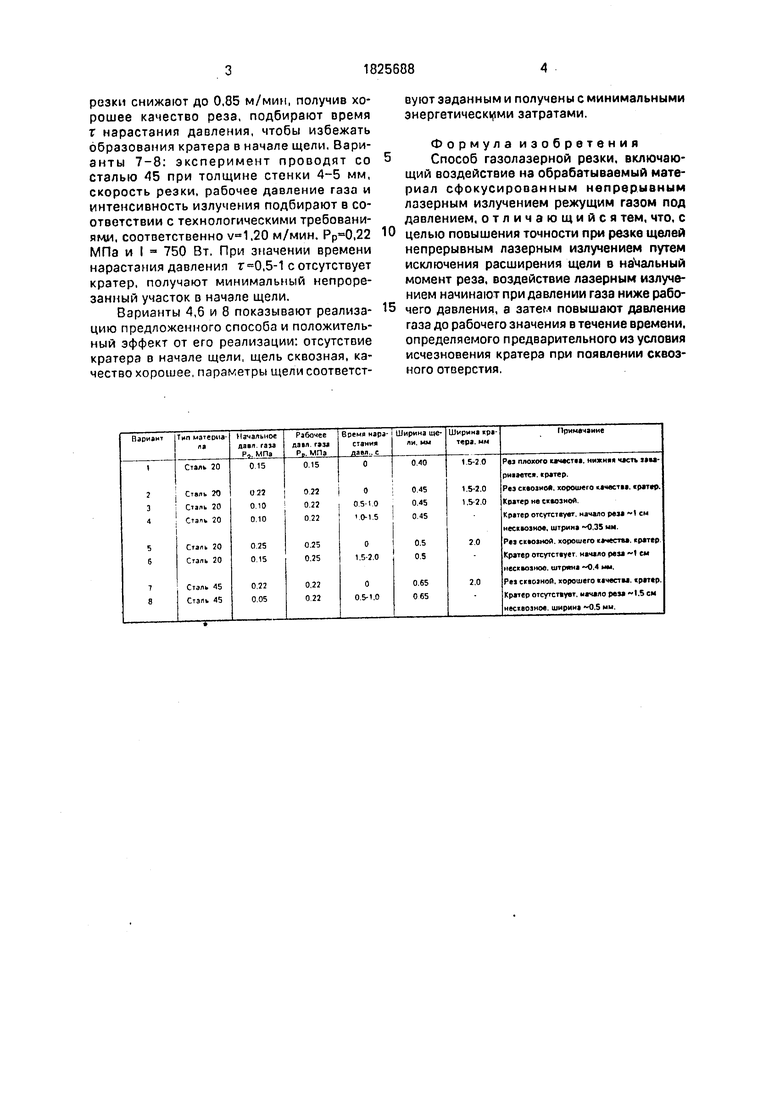
Образцы обрабатывают на установке С02 лазера (линза см), давление кислорода регулируют редуктором и подают через форсунку на обрабатываемый материал Мощность лазерного излучения 750-900 Вт В качестве образцов используют трубы из сталей 20 и 45 диаметром 108 и 125 мм Параметры и результаты обработки сведены в таблицу. Главным показателем качественности эксперимента являются отсутствие кратера, получение качественной щели. Варианты 1 и 2: образцы из стали 20 с толщиной стенки 4-5 мм обрабатывают с помощью излучения мощностью 800 Вт со скоростью резки 1,10 м/мин, подбирают давление газа для получения сквозного качественного реза Варианты 3-4: та же сталь, те же технологические условия, подбирают время г нарастания давления газе для избежания кратера Варианты 5-6: сталь 20, толщина стенки трубы 7-8 мм. В соответствии с технологическими требованиями повышают интенсивность лазерного излучения до 900 Вт, скорость
(Л
С
00
ю ел о
00
оо
резки снижают до 0,85 м/мин, получив хорошее качество реза, подбирают время г нарастания давления, чтобы избежать образования кратера в начале щели, Варианты 7-8: эксперимент проводят со сталью 45 при толщине стенки 4-5 мм, скорость резки, рабочее давление газа и интенсивность излучения подбирают в соответствии с технологическими требованиями, соответственно .20 м/мин. ,22 МПа и I 750 Вт. При значении времени нарастания давления г 0,5-1 с отсутствует кратер, получают минимальный непрорезанный участок в начале щели.
Варианты 4,6 и 8 показывают реализацию предложенного способа и положительный эффект от его реализации: отсутствие кратера в начале щели, щель сквозная, качество хорошее, параметры щели соответст0
вуют заданным и получены с минимальными энергетическими затратами.
Формула изобретения Способ газолазерной резки, включающий воздействие на обрабатываемый материал сфокусированным непрерывным лазерным излучением режущим газом под давлением, отличающийся тем, что, с целью повышения точности при резке щелей непрерывным лазерным излучением путем исключения расширения щели в начальный момент реза, воздействие лазерным излучением начинают при давлении газа ниже рабочего давления, а затем повышают давление газа до рабочего значения в течение времени, определяемого предварительного из условия исчезновения кратера при появлении сквозного отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХУДОЖЕСТВЕННОЙ РЕЗКИ | 1992 |
|
RU2060907C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ КВАРЦЕВОГО СТЕКЛА | 1991 |
|
RU2020133C1 |
| Способ лазерного микроструктурирования поверхностного слоя углеродистых сталей | 2024 |
|
RU2836694C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКИХ ЛИСТОВ | 2002 |
|
RU2225782C1 |
| СПОСОБ ПОДВОДНОЙ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2020 |
|
RU2751501C1 |
| Способ лазерного микроструктурирования исполнительной плоской кромки деталей из углеродистой стали | 2024 |
|
RU2840325C1 |
| ЛАЗЕРНЫЙ СПОСОБ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ | 2014 |
|
RU2597447C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU1787321C |
| МНОГОФУНКЦИОНАЛЬНЫЙ ЛАЗЕРНЫЙ МОДУЛЬ МЛМ (КОМПЛЕКС) | 2021 |
|
RU2769194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОЭМИССИОННОГО КАТОДА | 2013 |
|
RU2526240C1 |
Использование: изготовление щелевых водозаборных фильтров. Цель: повышение точности при резке щелей непрерывным лазерным излучением. Сущность изобретения: при резке щелей на обрабатываемый материал воздействуют сфокусированным непрерывным лазерным излучением и режущим газом. Давление газа поднимают по- степенно за определенное время до рабочего значения. Время подъема устанавливают экспериментально из условия исчезновения кратера при появлении сквозного отверстия. 1 ил., 1 табл.
| Григорьянц А Г | |||
| и Соколов А.А | |||
| Лазерная резка металлов, М., 1988, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| New York, 1985- 47-54 | |||
