Изобретение относится к резке металлических конструкций под водой, в частности, к подводной лазерной резке, и может быть использовано для подводных строительных работ, ремонту подводных трубопроводов, демонтажа подводных металлических сооружений и конструкций, разделке на части затонувших объектов при их подъеме, а также в атомной отрасли для разделки корпусов ядерных реакторов.
Известен способ подводной лазерной резки металлических конструкций, заключающийся в спуске лазерной головки к разрезаемой конструкции, определении оптимального расстояния между головкой и разрезаемой конструкцией, устанавливают скорости потока вспомогательного газа и мощность лазера и, после чего начинают процесс резки путем подачи в зону реза лазерного луча и вспомогательного газа, причем последний (воздух или кислород или аргон), служащий для поддержания газового пузыря вокруг сопла горелки и выноса расплава из зоны резки, подается непрерывным потоком [1].
Недостатками способа являются то, что при увеличении толщины разрезаемого металла и глубины выполнения работ уменьшается скорость резки. При этом увеличение давления и расхода вспомогательного газа практически не влияет на производительность резки.
Задачей изобретения является повышение производительности процесса разделки, увеличение толщины разрезаемого металла и обеспечение безопасности при проведении работ по разделке под водой металлоконструкций.
Задача решается тем, что в известном способе подводной лазерной резки металлических конструкций, заключающемся в нагреве участка разрезаемой поверхности метала, находящейся в водной среде, до температуры плавления или выше посредством лазерного излучения, передаваемого по волоконно-оптическому каналу и оптической системы, фокусирующей лазерное излучение с торца волоконно-оптического кабеля на разрезаемую поверхность, формировании газового пузыря над местом реза, отличающийся тем, что для резки формируют два газовых пузыря за счет двух газовых потоков - основного и дополнительного, при этом при этом формирование основного газового пузыря осуществляют коаксиально с лазерным излучением, дополнительно формируют второй вспомогательный газовый пузырь над местом реза путем импульсной подачи дополнительного газового потока при помощи дополнительного сопла, установленного под углом к поверхности вдоль оси реза перед или за пятном лазерного излучения, при этом газы в основной и дополнительный газовые потоки подаются в заданной очередности, при сохранении их постоянного массового или объемного расхода.
Новыми отличительными признаками являются формирование двух газовых пузырей за счет двух газовых потоков - основного и дополнительного, при этом формирование основного газового пузыря осуществляют коаксиально с лазерным излучением, а вспомогательный газовый пузырь формируют над местом реза путем импульсной подачи дополнительного газового потока при помощи дополнительного сопла, установленного под углом к поверхности вдоль оси реза перед или за пятном лазерного излучения по ходу реза, при этом газы в основной и дополнительный газовые потоки подаются в определенной очередности, при сохранении их постоянного массового или объемного расхода.
Указанные отличительные признаки обеспечивают решение поставленной в изобретении задачи.
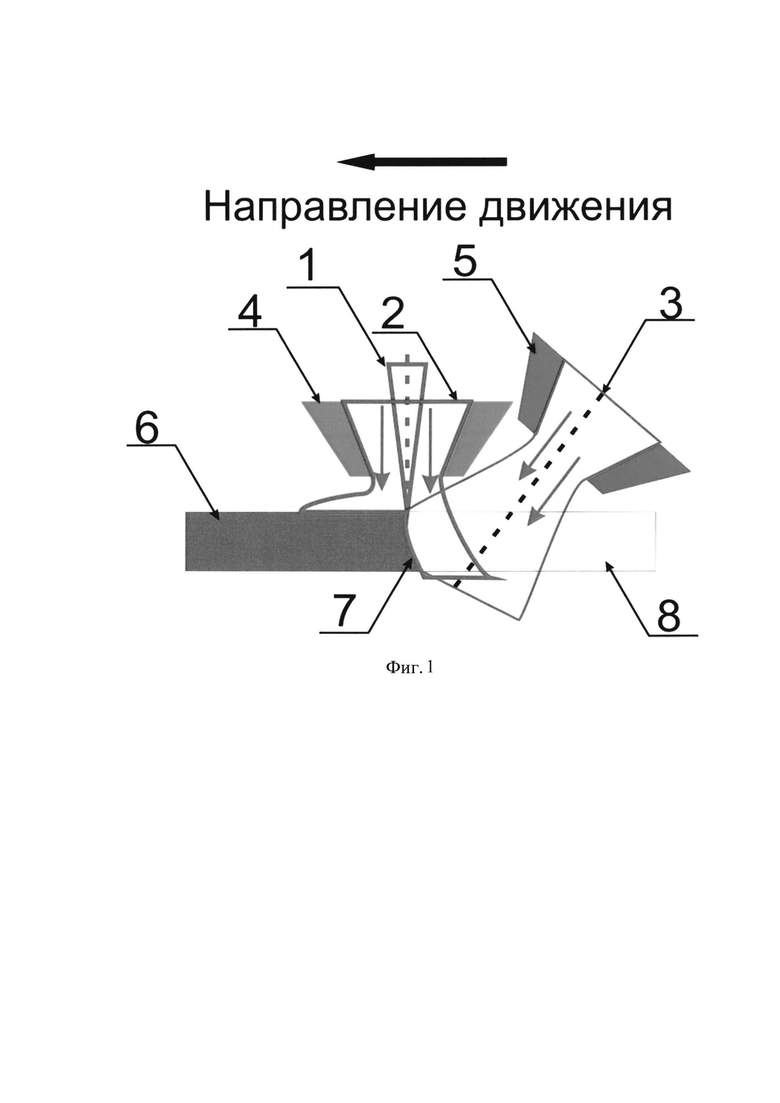
На фиг. 1 приведены схемы реализации заявляемого способа подводной лазерной резки: а - дополнительный газовый поток формируют перед пятном сфокусированного лазерного излучения; б - дополнительный газовый поток формируют за пятном сфокусированного лазерного излучения.
На фиг. 2 представлены возможные варианты подачи и формы сечения потока основного рабочего газа относительно пятна лазерного излучения, где 1 - пятно лазерного излучения, 2 - поперечное сечение потока основного рабочего газа.
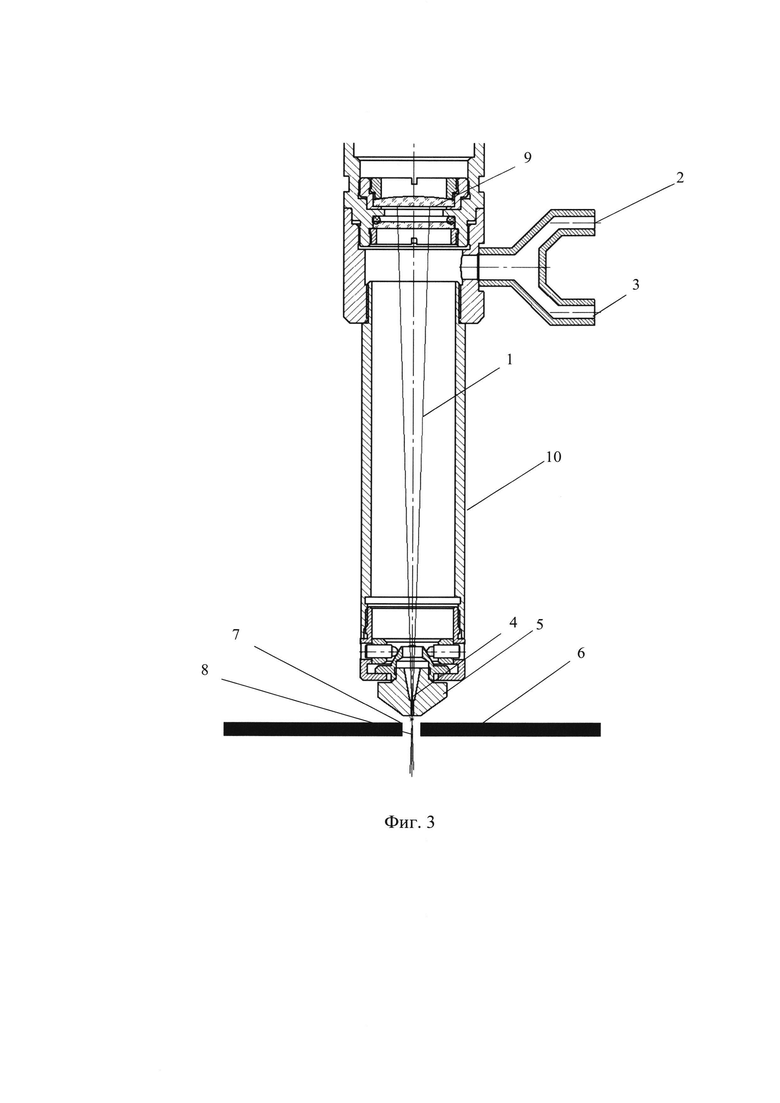
На фиг. 3 схематично представлено устройство для реализации заявляемого способа.
Способ подводной лазерной резки металлических конструкций реализуется в следующей последовательности.
Перед погружением в воду (см. фиг. 3) лазерного резака 10, в основное 4 и дополнительное сопла 5 подают рабочий газ под давлением, незначительно превышающим давление на глубине производства работ для обеспечения защиты оптических элементов лазерного резака 10 от воды. По достижении требуемой глубины, осуществляют позиционирование резака относительно обрабатываемой поверхности включают подачу основного рабочего газа для формирования основного газового пузыря, причем давление потока 2 основного рабочего газа должно превышать давление на глубине производства работ. Далее, с определенной задержкой включают лазерное излучение 1. Фокусирующий объектив 9 формирует на поверхности разрезаемого металла 6 пятно лазерного излучения 7 с пространственно-энергетическими характеристиками, обеспечивающими расплав или испарение обрабатываемого материала в зоне резки, для получения сквозного прожига 8. В зависимости от толщины и марки металла, время сквозного прожига может изменяться в широких пределах (чем толще материал, тем время прожига больше).
Для повышения эффективности удаления расплава и окалины из зоны реза формируют дополнительный газовый поток перед или за пятном сфокусированного лазерного излучения при помощи сопла, установленного под углом к поверхности разрезаемой конструкции. Причем подача дополнительного газового потока 3 через сопло осуществляются импульсно, что обеспечивает удаление расплава и окалины небольшими объемами со стабилизацией процесса резки.
После получения сквозного прожига начинают перемещение резака по траектории разреза материала с одновременной подачей дополнительного рабочего газа в дополнительное сопло 5 при давлении, превышающим давление основного рабочего газа для формирования дополнительного газового пузыря и обеспечения более эффективного удаления расплава, окалины и шлама из реза. В процессе резки корпус лазерного резака 10 перемещают над поверхностью разрезаемого материала по заданным траекториям со скоростью, обеспечивающей получение сквозного реза.
Технико-экономическое преимущество заявляемого способа подводной лазерной резки металлических конструкций по сравнению со способом подводной лазерной резки металлических конструкций, описанным в патенте Японии №6375898 и принятым за прототип, заключается в повышении производительности процесса разделки при заданной толщине металла, увеличении предельной толщины разрезаемого материала с одновременным повышением безопасности, экономичности и экологичности процесса обработки за счет уменьшения мощности лазерной резки в потоке кислорода при проведении работ по разделке под водой металлоконструкций.
Сравнительный эксперимент по резке образцов низкоуглеродистой стали толщиной до 10 мм при условии их погружения в водную среду на глубину до 5 метров двумя способами: - способом, изложенным в Патент Японии 6375898 «Подводный метод лазерной резки и устройство» и заявленным способом, показал увеличение скорости реза в 1,5 раза при увеличении максимальной толщины разрезаемого металла на 20%.
Таким образом, за счет формирования дополнительного газового пузыря над местом реза и импульсной подачи дополнительного газового потока, при помощи дополнительного сопла, которое устанавливают под углом к поверхности реза, удается существенно увеличить скорость реза и толщину разрезаемого металла.
Литература:
1. Патент Японии 6375898 Подводный метод лазерной резки и устройство МПК B23K 26/122, 2018
| название | год | авторы | номер документа |
|---|---|---|---|
| Энергоэффективное устройство лазерной резки материалов | 2016 |
|
RU2698896C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ЛАЗЕРНЫЙ МОДУЛЬ МЛМ (КОМПЛЕКС) | 2021 |
|
RU2769194C1 |
| РОБОТИЗИРОВАННЫЙ ЛАЗЕРНЫЙ КОМПЛЕКС И СПОСОБ ДЕМОНТАЖА МЕТАЛЛОКОНСТРУКЦИЙ АЭС | 2020 |
|
RU2756175C1 |
| Устройство лазерной резки материалов с рекуперацией отводимой тепловой энергии | 2020 |
|
RU2735153C1 |
| СПОСОБ РАЗДЕЛИТЕЛЬНОЙ РЕЗКИ МЕТАЛЛОКОНСТРУКЦИЙ И ОБОРУДОВАНИЯ | 2019 |
|
RU2708442C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
| СПОСОБ РЕЗКИ МАТЕРИАЛОВ | 2005 |
|
RU2293006C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU1787321C |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089365C1 |
| СПОСОБ РЕЗКИ ТОЛСТЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2007 |
|
RU2350445C1 |

Изобретение относится к способу подводной лазерной резки металлических конструкций и может быть использовано для подводных строительных работ, ремонта подводных трубопроводов, демонтажа металлических сооружений и конструкций, разделки на части затонувших объектов при их подъеме, а также в атомной отрасли для разделки корпусов ядерных реакторов. Способ включает нагрев участка разрезаемой поверхности металла, находящейся в водной среде, до температуры плавления или выше посредством лазерного излучения передаваемого по волоконно-оптическому каналу и оптической системе, фокусирующей лазерное излучение с торца волоконно-оптического канала на разрезаемую поверхность. Формирование газового пузыря осуществляют над местом реза. Для резки формируют два газовых пузыря за счет двух газовых потоков - основного и дополнительного. Формирование основного газового пузыря осуществляют коаксиально с лазерным излучением. Газы подают перед или за пятном сфокусированного лазерного излучения. Вспомогательный газовый пузырь формируют при помощи дополнительного сопла, установленного под углом к поверхности реза. Газы в основной и дополнительный газовые потоки подают в определенной последовательности при сохранении их постоянного массового или объемного расхода. Способ обеспечивает повышение производительности процесса разделки металлических конструкций под водой, увеличение толщины разрезаемого металла и повышение уровня безопасности при проведении работ по разделке под водой металлоконструкций. 3 ил.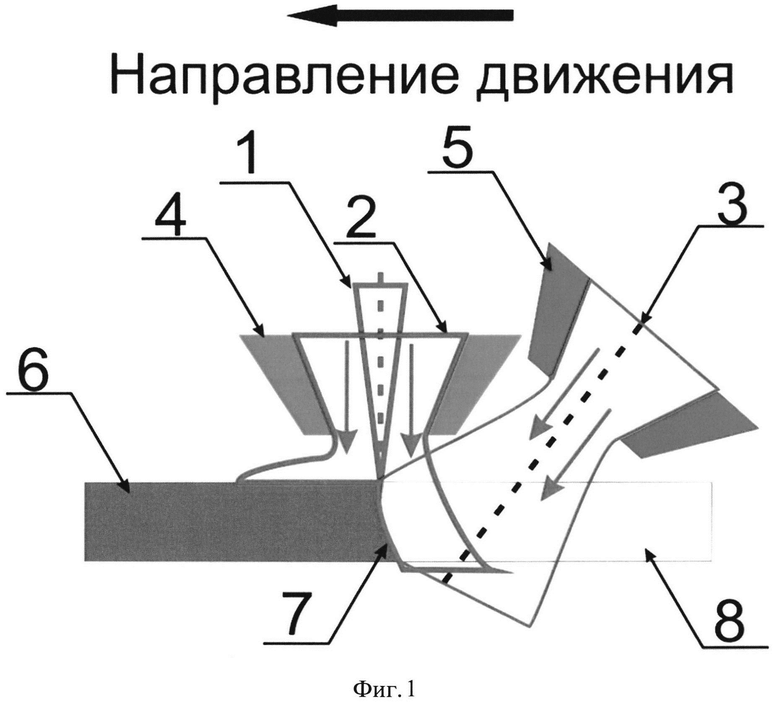
Способ подводной лазерной резки металлических конструкций, включающий нагрев участка разрезаемой поверхности металла, находящейся в водной среде, до температуры равной или более температуры плавления металла посредством лазерного излучения, которое передают по волоконно-оптическому каналу через оптическую систему, фокусирующую лазерное излучение в пятно с заданными пространственно-энергетическими характеристиками на разрезаемую поверхность, и формирование газового пузыря путем подачи основного газового потока на место реза, отличающийся тем, что дополнительно формируют второй вспомогательный газовый пузырь над местом реза путем импульсной подачи дополнительного газового потока, при этом формирование основного газового пузыря осуществляют потоком газа коаксиально с лазерным излучением, а вспомогательный газовый пузырь формируют перед или за пятном сфокусированного лазерного излучения при помощи дополнительного сопла, которое устанавливают под углом к поверхности реза вдоль оси реза, при этом основной и дополнительный газовые потоки подают в заданной последовательности при сохранении массового или объемного расхода газа.
| JP 6375898 B2, 22.08.2018 | |||
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2127179C1 |
| Способ подводной дуговой сварки | 1973 |
|
SU680622A3 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ КВАРЦЕВОГО СТЕКЛА | 1991 |
|
RU2020133C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ РЕЗКИ | 1997 |
|
RU2139783C1 |
| JP 63242483 A, 07.10.1988 | |||
| JP 9285892 A, 04.11.1997. | |||

