Изобретение относится к области обработки поверхности деталей из углеродистых сталей с целью направленного изменения физико-химических свойств и микроструктуры их рабочей поверхности для улучшения различных эксплуатационных характеристик.
Из уровня техники известен способ формирования наноструктурированной поверхности стальной детали лазерно-плазменной обработкой, включающий воздействие на обрабатываемую поверхность детали лазерным лучом, который перемещают по обрабатываемой поверхности, с образованием в парах расплавленного металла приповерхностной плазмы оптического разряда, в процессе которого деталь размещают в герметичной камере, которую заполняют инертным газом и газом-модификатором, а воздействие лазерным лучом на обрабатываемую поверхность осуществляют с плотностью мощности лазерного пятна на поверхности детали, равной (106-107) Вт/см2, причем лазерный луч перемещают со скоростью, равной 0,1-2 м/с, при давлении газов в камере, равном 1,5-2 атм (Патент RU2447012 от 2012.04.10).
Однако данный способ сложен в технологическом оснащении процесса, необходимо постоянно поддерживать необходимое давление и процентное содержание газов в камере, рабочий объем загрязнен испарениями расплавленного металла, необходимы значительные затраты электрической энергии при использовании высокоэнергетических лазеров
Известен также способ лазерной закалки стали при широкой дорожке упрочнения, включающий нагрев поверхности детали сфокусированным лучом лазера с широким пятном излучения до температуры в интервале АС1 нач - АС1 кон (727° - температура фазового превращения), последующее непрерывное охлаждение поверхности детали в массу металла охлаждающей жидкостью, подаваемой непосредственно на участок поверхности, температура нагрева которого находится в интервале АС1 нач - АС1 кон, с помощью трубок с формированием после охлаждения в поверхностном слое широкой дорожки упрочнения со структурой мартенита, при этом трубки выполнены с возможностью регулирования расхода охлаждающей жидкости через каждую из них и установлены с возможностью изменения их взаимного положения по направлению относительного движения лазерного луча и объекта обработки (патент РФ №2703768, МПК C21D 1/09, опубликован 22.10.2019).
Основным недостатком данного способа является использование охлаждающей жидкости усложняет процесс технологически и на сложных объемных контурах деталей не даст равномерного охлаждения, что приведет к неравномерности прокаливания; лазерное пятно имеет различную плотность мощности в центре и на периферии, что также приведет к неравномерному прокаливанию на поверхности детали и образованию микродефектов.
Известные способы определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемым решением устраняются недостатки общего известного уровня техники.
Техническим результатом заявляемого способа лазерного микроструктурирования поверхностного слоя углеродистых сталей является повышение работоспособности плоских рабочих поверхностей деталей из углеродистой стали, увеличение их ресурса и качества, а также стабильных показателей по качеству, за счет получении необходимой микроструктуры поверхностного слоя без его разрушения на исполнительных поверхностях деталей.
Указанный технический результат достигается способом лазерного микроструктурирования поверхностного слоя углеродистых сталей, включающий взаимное непрерывное перемещение обрабатываемой поверхности по оси X, а по оси Y - сфокусированного светового пятна лазерного луча мощностью 1200…1400 Вт, преобразованного в кадровую строчную оптическую развертку, длина которой равна предельному внешнему размеру обрабатываемой поверхности по оси Y, а ширина - диаметру сфокусированного светового пятна лазерного луча, для обеспечения площади покрытия обрабатываемой поверхности по оси X в секунду не менее 80% на ширину развертки, при этом формируют микроструктурированный поверхностный слой с содержанием углерода в поперечном сечении не менее 2 %, лазерный луч перемещают возвратно-поступательно со скоростью Vск=2500-10000 мм/с и обеспечивают скорость подачи развертки по обрабатываемой поверхности 4-17 мм/с для равномерного и однородного по толщине локального нагрева до температуры 1600-1800°С со скоростью поглощения лазерного излучения такой поверхностью не менее 150 мм2/с.
Толщина микроструктурированного слоя может составлять не менее 0,1 мм, а содержание углерода в поперечном сечении микроструктурированного слоя 2-5 %.
При реализации способа целесообразно формирование микроструктурированного слоя вести при одинаковой плотности мощности лазерного излучения в центре и на периферии развертки.
Преобразование сфокусированного светового пятна лазерного луча в кадровую строчную оптическую развертку целесообразно осуществлять гальваносканером с частотой колебаний 50-200 Гц, обеспечивая возвратно-поступательное перемещение лазерного луча.
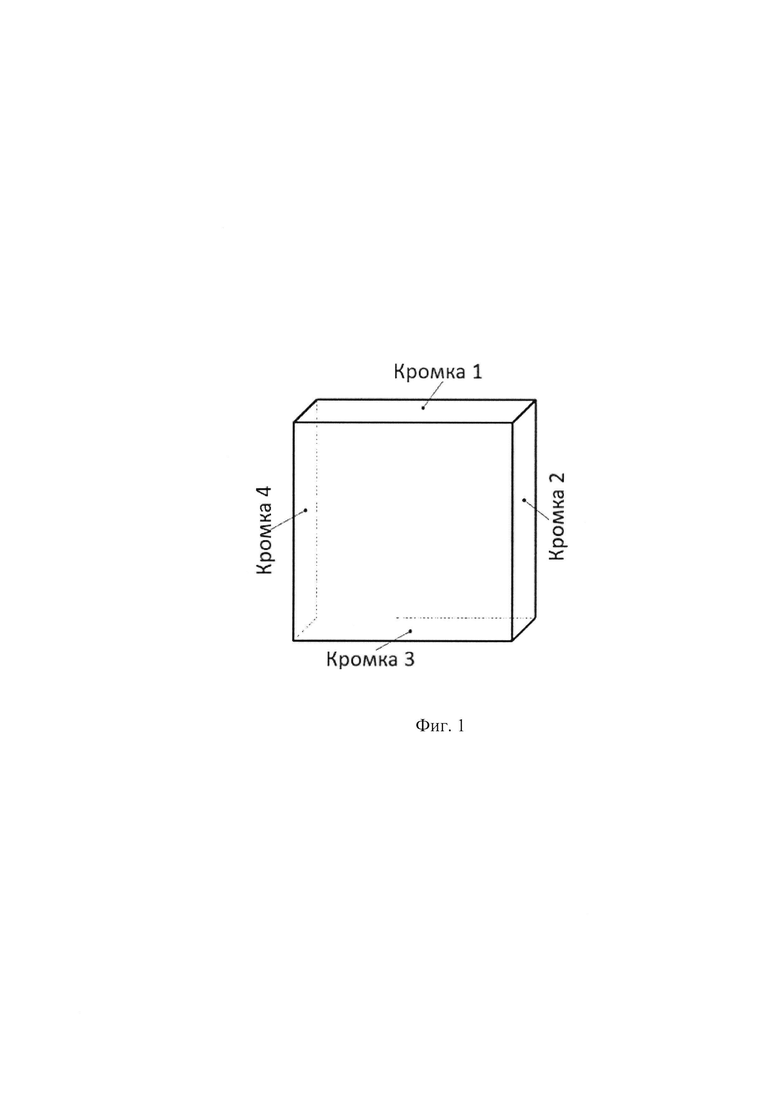
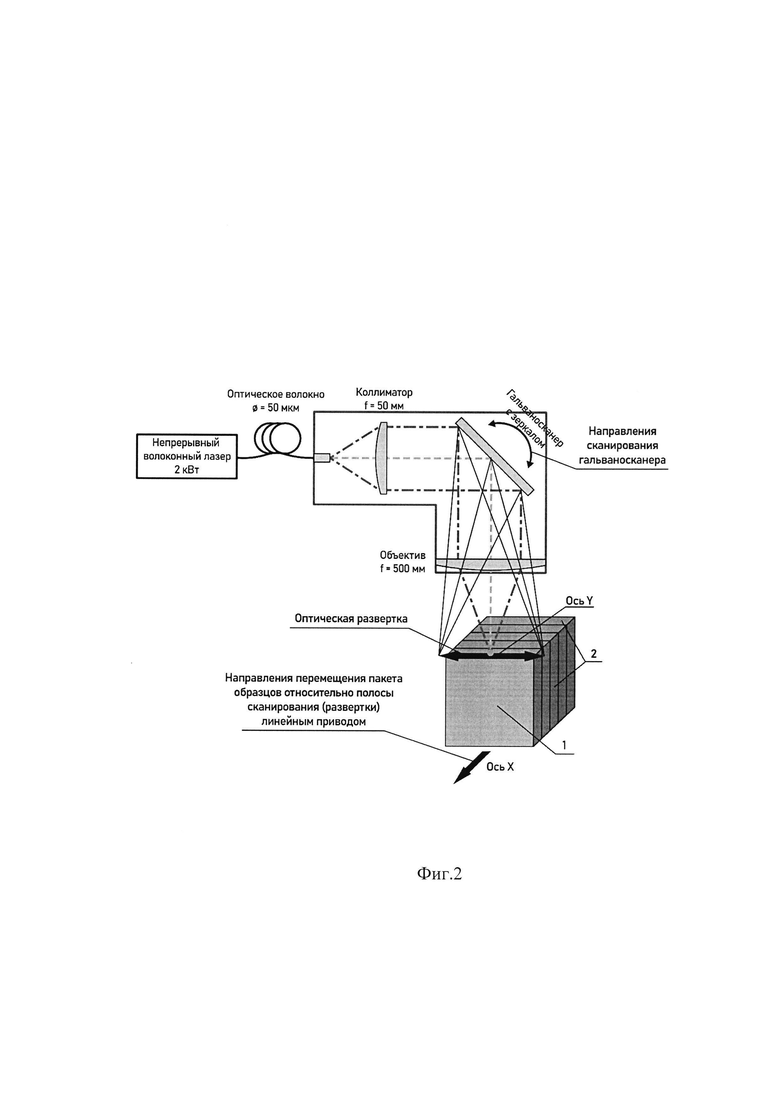
Изобретение поясняется графическим материалом, где на фиг.1 представлен общий вид образца детали; на фиг.2 - схема установки для лазерного микроструктурирования с пакетом из деталей, где 1 - пакет из деталей, 2 - исполнительные обрабатываемые плоские кромки.
Заявленный способ лазерного микроструктурирования поверхностного слоя углеродистых сталей основан на том, что осуществляют взаимное непрерывное перемещение обрабатываемой поверхности по оси X, а по оси Y - сфокусированного светового пятна лазерного луча мощностью 1200…1400 Вт, преобразованного в кадровую строчную оптическую развертку гальваносканером с частотой колебаний 50-200 Гц, который обеспечивает возвратно-поступательное перемещение лазерного луча. Скорость подачи развертки по обрабатываемой поверхности составляет 4…17 мм/с.
Длина развертки равна предельному внешнему размеру обрабатываемой поверхности по оси Y, а ширина - диаметру сфокусированного светового пятна лазерного луча, обеспечивая тем самым площадь покрытия обрабатываемой поверхности по оси X в секунду не мене 80% на ширину развертки. При этом одновременно осуществляя равномерный и однородный по толщине локальный нагрев обрабатываемой поверхности до температуры 1600-1800°С со скоростью поглощения лазерного излучения такой поверхностью не менее 150 мм2/с и при одинаковой плотности мощности лазерного излучения в центре и на периферии.
Все это позволяет создать условие для миграции углерода из внутренних слоев в поверхностный и сформировать микроструктурированный поверхностный слой повышенной твердости без разрушения с содержанием углерода в его поперечном сечении не менее 2 мас. %, при этом толщина микроструктурированного слоя составляет не менее 0,1 мм;
Пример осуществления способа.
Предварительно были изготовлены образцы деталей толщиной 2…4 мм, шириной 35 мм и длиной 35 мм с плоскими кромками 1,2,3, полученные методом лазерной резки, и плоской исполнительной (рабочей) кромкой 4, полученной механической обработкой (шлифованием).
Из образцов деталей сформировали пакеты, по всем четырем плоским кромкам которых провели лазерное микроструктурирование с помощью непрерывного волоконного лазера максимальной мощности 2000 Вт на рабочей мощности 1200 и 1400 Вт.
В процессе лазерного микроструктурирования осуществляли взаимное непрерывное перемещение по оси Y - сфокусированного светового пятна лазерного луча диаметром 0,65 мм, преобразованного в кадровую строчную оптическую развертку, длина которой равна предельному внешнему размеру исполнительной плоской кромки по оси Y, что составляет 35 мм, а ширина - 0,65 мм, по оси X перемещали деталь, ориентированную исполнительной кромкой в направлении к развертке.
Пакет из деталей перемещали со скоростью подачи 4…17 мм/с, обеспечивая заполнение площади покрытия обрабатываемой поверхности детали в секунду не менее 80%.
Формирование микроструктурированного слоя осуществляли при длине волны лазерного излучения в 1000 нм и 1100 нм, равномерно распределяя его плотность; гальваносканером перемещали луч лазера со скоростью Vск=2500…10000 мм/с; скорость подачи развертки по обрабатываемой поверхности была выбрана 4…17 мм/с, частота колебаний гальваносканера составляла 50-200 Гц, а площадь поглощения лазерного излучения в единицу времени составляла не менее 150 мм2/с.
Режимы лазерного микроструктурирования исполнительной плоской кромки детали из углеродистой стали представлены в таблице 1.
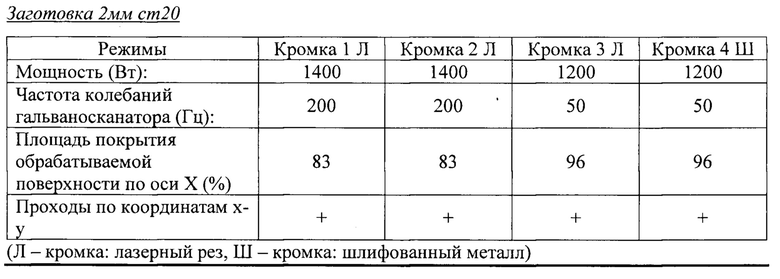
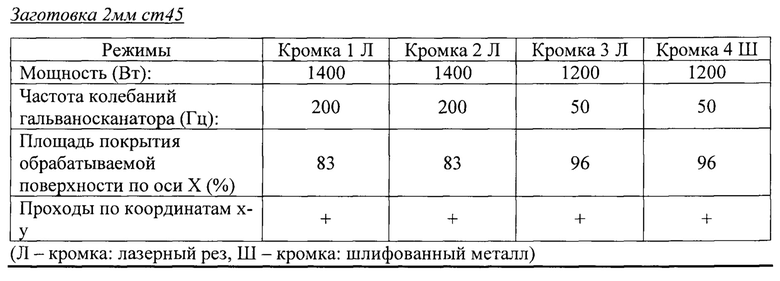
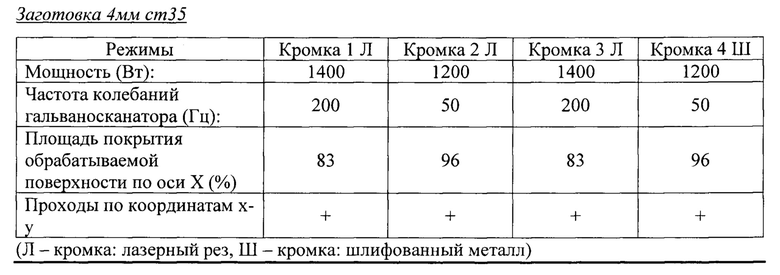
Постоянные режимы:
Режим 1: Мощность излучения Р=1400 Вт, Частота развертки Fразв=200 Гц, Площадь покрытия обрабатываемой поверхности по оси X=83%, ширина развертки L=50 мм, Скорость подачи пакета образцов Vлин=17 мм/с.
Режим 2: Мощность излучения Р=1200 Вт, Частота развертки Fразв=50 Гц, Площадь покрытия обрабатываемой поверхности по оси X=96%, ширина развертки L=50 мм, Скорость подачи пакета образцов Vлин=4 мм/с.
Микрострутктура образцов исследована в поперечном сечении области лазерного воздействия после травления на оптическом микроскопе Altami МЕТ 1-С. Полученные результаты представлены в таблицах
Микроструктура у зоны поверхности на всех образцах условно состоит их двух частей (направленные от поверхности к основному металлу):
- тонкий слаботравящийся или нетравящийся слой (безструктурный мартенсит);
- зона термического влияния (мартенситная структура).
В таблицах 2.1 - 2.3 представлены результаты анализа
Таблица 2.1. Микротвердость Сталь 20
120 мкм
170 мкм
200 Гц, 1400 Вт
100…244 мкм
50 Гц, 1200 Вт
30…500 мкм
Таблица 2.2. Микротвердость Сталь 35
20 мкм
110 мкм
110 мкм
200 Гц, 1400 Вт
20 мкм
200…280 мкм
50 Гц, 1200 Вт
50…240 мкм
Таблица 2.3. Микротвердость Сталь 45
23 мкм
110 мкм
140 мкм
200 Гц, 1400 Вт
15…25 мкм
75…120 мкм
50 Гц, 1200 Вт
60…200 мкм
Микротвердость по Виккерсу определялась в ЗГЛТВ в соответствии с ГОСТ 2999-75 с помощью твердомера KWB1-V при нагрузке 0,5Н и выдержке под нагрузкой в течение 15 секунд.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерного микроструктурирования исполнительной плоской кромки деталей из углеродистой стали | 2024 |
|
RU2840325C1 |
| Способ облучения поверхности детали многолучевой лазерной системой, обрабатывающая система и очиститель на его основе | 2022 |
|
RU2791258C1 |
| Способ формирования упрочненного приповерхностного слоя в зоне лазерной резки деталей | 2018 |
|
RU2695715C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ БОЕПРИПАСОВ | 2015 |
|
RU2580576C1 |
| Способ исследования рельефных и фазовых объектов и лазерный сканирующий микроскоп для его осуществления | 1989 |
|
SU1734066A1 |
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХЛЕГИРОВАННОГО СЕРОЙ МИКРОСТРУКТУРИРОВАННОГО КРИСТАЛЛИЧЕСКОГО СЛОЯ НА ПОВЕРХНОСТИ КРЕМНИЯ | 2016 |
|
RU2646644C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОСТРУКТУРИРОВАННОГО СЛОЯ НИТРИДА ТИТАНА | 2013 |
|
RU2522919C1 |
| МНОГОКАНАЛЬНЫЙ КОНФОКАЛЬНЫЙ МИКРОСКОП (ВАРИАНТЫ) | 2014 |
|
RU2574863C1 |
Изобретение относится к обработке поверхности деталей из углеродистых сталей с целью направленного изменения микроструктуры их рабочей поверхности для улучшения различных эксплуатационных характеристик. Способ лазерного микроструктурирования поверхностного слоя углеродистых сталей включает взаимное непрерывное перемещение обрабатываемой поверхности по оси X, а по оси Y - сфокусированного светового пятна лазерного луча мощностью 1200-1400 Вт, преобразованного в кадровую строчную оптическую развертку, длина которой равна предельному внешнему размеру обрабатываемой поверхности по оси Y, а ширина - диаметру сфокусированного светового пятна лазерного луча, для обеспечения площади покрытия обрабатываемой поверхности по оси X в секунду не менее 80% на ширину развертки. При этом формируют микроструктурированный поверхностный слой с содержанием углерода в поперечном сечении не менее 2%, лазерный луч перемещают возвратно-поступательно со скоростью Vск=2500-10000 мм/с и обеспечивают скорость подачи развертки по обрабатываемой поверхности 4-17 мм/с для равномерного и однородного по толщине локального нагрева до температуры 1600-1800°С со скоростью поглощения лазерного излучения такой поверхностью не менее 150 мм2/с. Обеспечивается условие для миграции углерода из внутренних слоев в поверхностный, формируя тем самым микроструктурированный поверхностный слой повышенной твердости без разрушения с содержанием углерода в его поперечном сечении не менее 2%. 4 з.п. ф-лы, 2 ил.
1. Способ лазерного микроструктурирования поверхностного слоя углеродистых сталей, включающий взаимное непрерывное перемещение обрабатываемой поверхности по оси X, а по оси Y - сфокусированного светового пятна лазерного луча мощностью 1200-1400 Вт, преобразованного в кадровую строчную оптическую развертку, длина которой равна предельному внешнему размеру обрабатываемой поверхности по оси Y, а ширина - диаметру сфокусированного светового пятна лазерного луча, для обеспечения площади покрытия обрабатываемой поверхности по оси X в секунду не менее 80% на ширину развертки,
при этом формируют микроструктурированный поверхностный слой с содержанием углерода в поперечном сечении не менее 2%, лазерный луч перемещают возвратно-поступательно со скоростью Vск=2500-10000 мм/с и обеспечивают скорость подачи развертки по обрабатываемой поверхности 4-17 мм/с для равномерного и однородного по толщине локального нагрева до температуры 1600-1800°С со скоростью поглощения лазерного излучения такой поверхностью не менее 150 мм2/с.
2. Способ по п. 1, отличающийся тем, что толщина микроструктурированного слоя составляет не менее 0,1 мм.
3. Способ по п. 1, отличающийся тем, что содержание углерода в поперечном сечении микроструктурированного слоя составляет 2-5%.
4. Способ по п. 1, отличающийся тем, что формирование микроструктурированного слоя ведут при одинаковой плотности мощности лазерного излучения в центре и на периферии развертки.
5. Способ по п. 1, отличающийся тем, что преобразование сфокусированного светового пятна лазерного луча в кадровую строчную оптическую развертку осуществляют гальваносканером с частотой колебаний 50-200 Гц, обеспечивая возвратно-поступательное перемещение лазерного луча.
| Способ лазерной закалки стали при широкой дорожке упрочнения | 2018 |
|
RU2703768C1 |
| Способ формирования упрочненного поверхностного слоя в зоне лазерной резки деталей из легированных конструкционных сталей | 2019 |
|
RU2707374C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2086378C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2573160C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА, ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2567138C2 |
| Способ лазерной термической обработки металлического листа | 2016 |
|
RU2653738C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |

