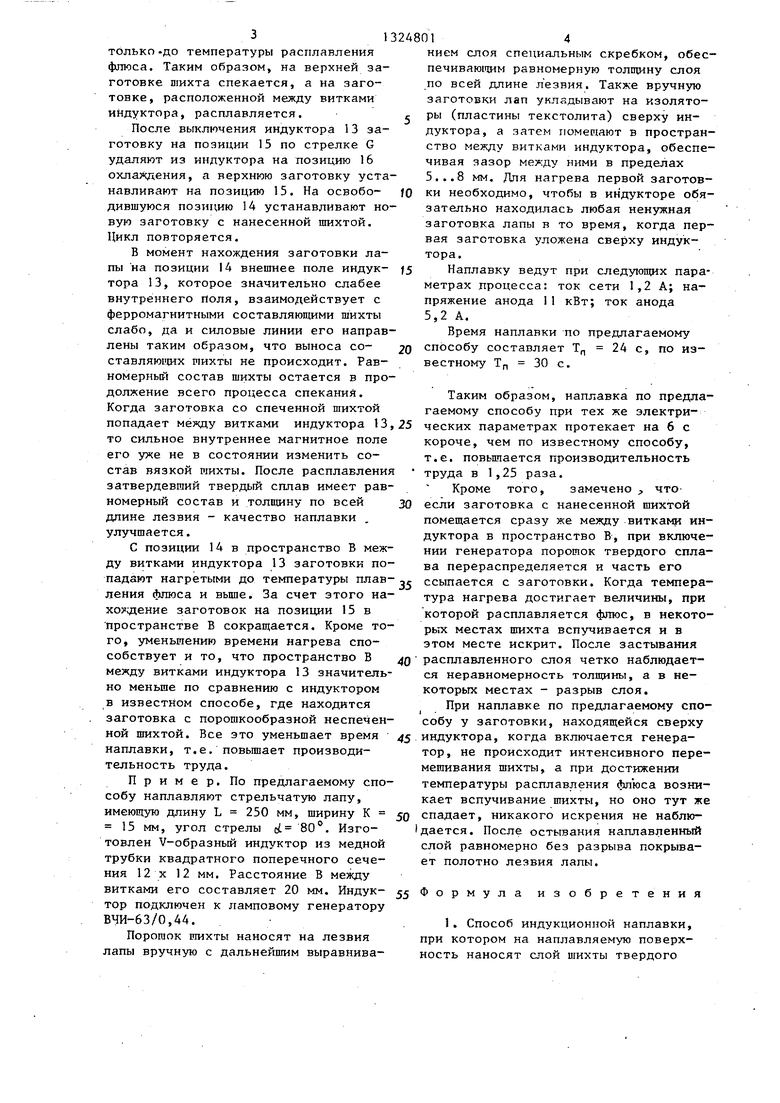
Вдоль передней кромки крьша 5 выполнено штамповкой лезвие 8. Конфигурация лезвий как у стрельчатой лапы 1, так и у односторонней лапы 5 одинана ширине мм под углом б таким образом, чтобы получить толщину на
кррмке h, которая равна 1,5
+o,s
мм.
.1132А80 2
Изобретение относится к сварке, в под углом о/, хвостовик 2 и нос 3. частности к индукционной наплавке де- Вдоль передней кромки крьшьев I вы- талей твердым сплавом,полнены штамповкой лезвия 4. ОдностоЦель изобретения - улучшение ка- ронняя лапа также содержит крыло 5, честна наплавки, уменьшение потребля- j хвостовик 6 и носовую часть 7 (фиг.2). емой энергии, а также повьаиение производительности процесса.
Согласно предлагаемому способу для спекания шихты.используют внешнее поле индуктора, помещая заготов- О кован (фиг.З). Лапы имеют толщину ку -изделия с нанесенной на наплавляё- крыльев S. Лезвия 4 и 8 выполняются мую поверхность шихтой на верхний виток индуктора. Б то время, когда внутреннее поле индуктора окончательно расплавляет пшхту, его наружное. S Наплавляемую ппихту в порошке наносят поле нагрева ет заготовку до темпера- равномерным слоем толщиной 2 мм ha туры спекания шихты, т.е. до 500 - 560°С. Такой двойной процесс повышает качество наплавки. В момент нахождения изделия на верхнем витке индук- 0 тора наружное поле его действует на ферромагнитные составляющие шихты таким образом, что они плотнее прижимаются к основной детали, т.е. выноса составляющей шихты не происходит. операцию гибки, после которой лапы Расплавление флюса во время спекания культиваторов получают окончательную фиксирует равномерное распределение тугоплавких элементов шихты. Когда наплавляемое изделие попадает между витками индуктора, внутреннее поле его уже не в состоянии произвести вынос составляюгц х шихты. Наплавляемый слой ост.ается равномерным, и состав его не изменяется. Кроме того, наплавляемая деталь, нагретая внешним полем до температуры расплавления флюса, почти не теряет тепла при перекладке ее из верхнего положения в
30
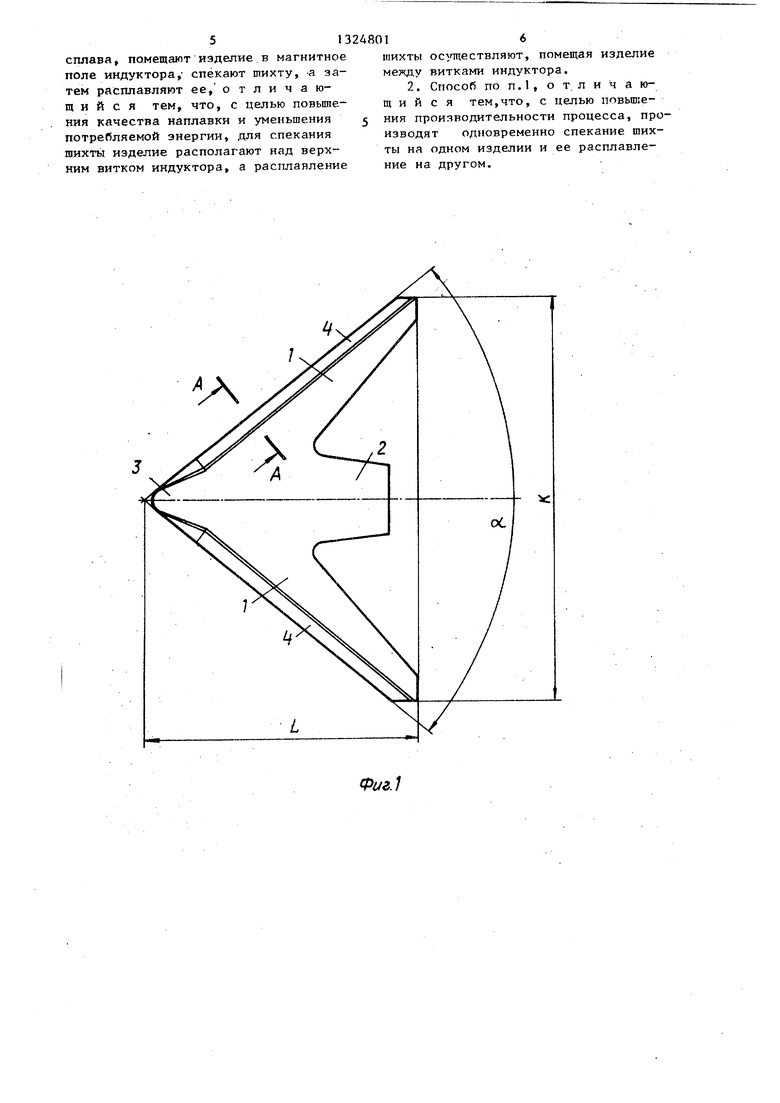
наклонную поверхность 9 лезвия вдоль всей длины, при зтом выступ 10 служит ограничителем.
После наплавки заготовки лап поступают на операцию заточки лезвия, где толшлна на кромках уменьшается до толщины слоя спеченного твердого сплава (О,4...О,5 мм), а затем на
форму.
Операция наплавки осуществляется следующим образом.
Вдоль лезвия лапы (фиг.4), зафиксированной в неподвижном положении, перемещают по стрелке N дозатор I1, который расположен на расстоянии / от насыпаемой поверхности 9. Данное 35 расстояние обеспечивает насыпку порошкообразной шихты i 2 равномерной толщины, как правило, равной 2 мм. После насыпки заготовку лапы осторожположение между витками индуктора,
но по стрелке R (фиг.5) подают на Следовательно, с одной стороны сокра- 40 верхний виток индуктора 13 так, что щается цикл наплавки, так как внутри прямой контакт заготовки с витком ин- индуктора нагрев начинается не с ком- дутора 13 исключается за счет испольнатной температуры, а с температуры спекания, с другой стороны, -экономится электроэнергия, так как использу- 45 цию 14.
ется внешнее поле индуктора, энергия которого в известных способах терялась безвозвратно.
На фиг,1 показана заготовка стрельчатой лапы культиватора; на фиг.2 - заготовка односторонней лапы; на фиг.З - сечение А-А на фиг. 1 и 2; на фиг.4 - изделие на позиции насьтки ши.хты; на фиг.З - то же, на позиции спекания и расплавления шихты; на фиг.6 - то же, на позиции остывания.
, Стрельчатая лапа (фиг.1) культиватора содержит крылья 1, расходящиеся
Вдоль передней кромки крьша 5 выполнено штамповкой лезвие 8. Конфигурация лезвий как у стрельчатой лапы 1, так и у односторонней лапы 5 одинаронняя лапа также содержит крыло 5, хвостовик 6 и носовую часть 7 (фиг.2).
кован (фиг.З). Лапы имеют толщину крыльев S. Лезвия 4 и 8 выполняются Наплавляемую ппихту в порошке наносят равномерным слоем толщиной 2 мм ha операцию гибки, после которой лапы культиваторов получают окончательную
на ширине мм под углом б таким образом, чтобы получить толщину на
кррмке h, которая равна 1,5
+o,s
мм.
кован (фиг.З). Лапы имеют толщину крыльев S. Лезвия 4 и 8 выполняются Наплавляемую ппихту в порошке наносят равномерным слоем толщиной 2 мм ha операцию гибки, после которой лапы культиваторов получают окончательную
кован (фиг.З). Лапы имеют толщину крыльев S. Лезвия 4 и 8 выполняются Наплавляемую ппихту в порошке наносят равномерным слоем толщиной 2 мм ha операцию гибки, после которой лапы культиваторов получают окончательную
наклонную поверхность 9 лезвия вдоль всей длины, при зтом выступ 10 служит ограничителем.
После наплавки заготовки лап поступают на операцию заточки лезвия, где толшлна на кромках уменьшается до толщины слоя спеченного твердого сплава (О,4...О,5 мм), а затем на
кован (фиг.З). Лапы имеют толщину крыльев S. Лезвия 4 и 8 выполняются Наплавляемую ппихту в порошке наносят равномерным слоем толщиной 2 мм ha операцию гибки, после которой лапы культиваторов получают окончательную
форму.
Операция наплавки осуществляется следующим образом.
Вдоль лезвия лапы (фиг.4), зафиксированной в неподвижном положении, перемещают по стрелке N дозатор I1, который расположен на расстоянии / от насыпаемой поверхности 9. Данное расстояние обеспечивает насыпку порошкообразной шихты i 2 равномерной толщины, как правило, равной 2 мм. После насыпки заготовку лапы осторожзования электроизоляционного материала. Заготовка лапы занимает позиВо время перемещения заготовки лапы от дозатора i1 R индуктору 13 предыдущую заготовку из верхнего положения по стрелке Q перемеща- ют в промежуток В между витками индуктора 13 на позицию 15, при этом наплавляемый слой находится наверху заготовки. Включают индуктор 13. Наружным полем индуктора нагревают заготовку на позиции 14, а внутренним, более сильным, - заготовку на позиции 15. За одно и то же время внутреннее поле расплавляет шихту полностью, а наружное поле успевает нагреть заготовку
только-до температуры расплавления флюса. Таким образом, на верхней заготовке шихта спекается, а на заготовке, расположенной между витками индуктора, расплавляется.
После выключения индуктора 13 заготовку на поэиции 15 по стрелке G удаляют из индуктора на позицию 16 охлаждения, а верхнюю заготовку устанавливают на позицию 15. На освобо- дившуюся позицию 14 устанавливают новую заготовку с нанесенной шихтой. Цикл повторяется.
В момент нахождения заготовки лапы на позиции 14 внешнее поле индук- тора 13, которое значительно слабее внутреннего поля, взаимодействует с ферромагнитными составляющими шихты слабо, да и силовые линии его направлены таким образом, что выноса со- ставляюишх ршхты не происходит. Равномерный состав шихты остается в продолжение всего процесса спекания. Когда заготовка со спеченной шихтой попадает между витками индуктора 13 то сильное внутреннее магнитное поле его уже не в состоянии изменить состав вязкой шихты. После расплавления затвердевший твердьгй сплав имеет равномерный состав и толщину по всей длине лезвия - качество наплавки , улучшается.
С позиции 14 в пространство В между витками индуктора 13 заготовки попадают нагретыми до температуры плав- ления флюса и вьщ1е. За счет этого нахождение заготовок на позиции 15 в пространстве В сокращается. Кроме того, уменьшению времени нагрева способствует и то, что пространство В между витками индуктора 13 значительно меньше по сравнению с индуктором в известном способе, где находится заготовка с порошкообразной неспеченной шихтой. Все это уменьшает время наплавки, т.е. повьш1ает производительность труда.
Пример. По предлагаемому способу наплавляют стрельчатую лапу, имеющую длину L 250 мм, ширину К 15 мм, угол стрелы ci 80. Изготовлен V-образный индуктор из медной трубки квадратного поперечного сечения 12 X 12 мм. Расстояние В между витками его составляет 20 мм. Индук- тор подключен к ламповому генератору ВЧИ-63/0,44.
Порошок шихты наносят на лезвия лапы вручную с дальнейшим выравниванием слоя специальным скребком, обес- печиваю им равномерную толщину слоя по всей длине л езвия. Также вручную заготовки лап укладывают на изоляторы (пластины текстолита) сверху индуктора, а затем помещают в пространство между витками индуктора, обеспечивая зазор между ними в пределах 5...8 мм. Для нагрева первой заготовки необходимо, чтобы в индукторе обязательно находилась любая ненужная заготовка лапы в то время, когда первая заготовка уложена сверху индуктора.
Наплавку ведут при следующих параметрах процесса: ток сети 1,2 А; напряжение анода I1 кВт; ток анода 5,2 А.
Время наплавки по предлагаемому способу составляет Т 24 с, по известному Тр 30 с.
Таким образом, наплавка по предлагаемому способу при тех же электрических параметрах протекает на 6 с короче, чем по известному способу, т.е. повьшается производительность труда в 1,25 раза.
Кроме того, замечено , чтО если заготовка с нанесенной шихтой помещается сразу же между витками индуктора в пространство В, при включении генератора порошок твердого сплава перераспределяется и часть его ссыпается с заготовки. Когда температура нагрева достигает величины, при которой расплавляется фгпос, в некоторых местах щихта вспучивается и в этом месте искрит. После застывания расплавленного слоя четко наблюдается неравномерность толщины, а в некоторых местах - разрыв слоя.
При наплавке по предлагаемому способу у заготовки, находящейся сверху ндуктора, когда включается генератор, не происходит интенсивного переешивания шихты, а при достижении температуры расплавления флюса возникает вспучивание шихты, но оно тут же спадает, никакого искрения не наблю- ается. После остывания наплавленный лой равномерно без разрыва покрыват полотно лезвия лапы.
ормула изобретения
1. Способ индукционной наплавки, ри котором на наплавляемую поверхость наносят слой шихты твердого
сплава, помещают изделие в магнитное поле индуктора,- спекают шихту, -а затем расплавляют ее, о т л и ч а ю- щ и и с я тем, что, с целью повышения качества наплавки и уменьшения потребляемой энергии, для спекания шихть изделие располагают над верхним витком индуктора, а расплавление
шихты ос тдествляют, помещая изделие между витками индуктора.
2. Способ поп.1,от. личaю- щ и и с я тем,что, с целью повьш;е- ния производительности процесса, производят одновременно спекание шихты на одном изделии и ее расплавление на другом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| Способ индукционной наплавки | 1986 |
|
SU1449282A2 |
| Способ индукционной наплавки | 1986 |
|
SU1433689A2 |
| Способ изготовления лап культиваторов | 1985 |
|
SU1296272A1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 2012 |
|
RU2529610C2 |
| ИНДУКТОР ДЛЯ НАПЛАВКИ И ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2383109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕЙ ЛАПЫ (ВАРИАНТЫ) | 2009 |
|
RU2397849C1 |
| Автоматическая поточная линия для наплавки | 1972 |
|
SU440229A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА СТРЕЛЬЧАТОГО ТИПА | 2011 |
|
RU2474098C1 |
| Способ закалки наплавленных лап культиваторов | 1986 |
|
SU1435623A1 |
Изобретение относится к сварке, в частности к индукционной наплавке деталей твердым сплавом. Целью изобретения является улучшение качества наплавки, уменьшение потребляемой энергии, а также повьппение производительности процесса. В момент нахождения заготовки в верхнем положении внешнее поле индуктора взаимодействует с ферромагнитными составляющими шихты слабо, силовые линии его направлены таким образом, что выноса составляющих шихты не происходит. Равномерный состав шихты остается в процессе всего времени спекания. Когда заготовка попадает между витками индуктора, то сильное внутреннее магнитное поле его уже не в состоянии изменить состав спеченной шихты. После расплавления затвердевший твердый сплав имеет равномерный состав и толщину по всей длине изделия. 1 з.п. ф-лы, 6 ил. (Л
Л
ФигЛ
ФигЛ
ДУ
V // 1,11 ( /. jt
Фиг. 5
Фиг: 6
Составитель Э. Ветрова Редактор Н. Тупица Техред Л.Олийнык Корректор Л. Бескид
Заказ 3001/11
Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛАП КУЛЬТИВАТОРА | 0 |
|
SU354966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
