Изобретение относится к металлообработке, а именно к способам шлифования дорожек качения, и может найти применение в суперфинишной обработке наружных колец подшипников.
Известен способ бесцентрового шлифования цилиндрических отверстий, авт. св. СССР N 180500, МПК B 24 B 5/22, опубл. 1966, БИ N 7. Согласно данному способу кольцо подшипника качения, поверхность которого подлежит обработке, заранее обработанной наружной поверхностью устанавливают на неподвижные опоры-башмаки и прижимают посредством электромагнита к торцу ведущего шпинделя. При такой установке центр изделия смещают относительно центра шпинделя на некоторую величину в вертикальном и поперечном направлениях. Направление рабочей подачи шлифовального круга при обработке выбирают по оси симметрии расположения опор-башмаков. К недостаткам способа относится то, что он не позволяет обеспечить достаточную точность установки колец подшипников при обработке дорожек качения в случаях смещения оси и в целом точность обработки снижается.
Наиболее близким к заявляемому, который взят в качестве прототипа, является "Способ установки заготовки при шлифовании цилиндрических поверхностей", патент СССР N 1802788, МПК5 B 24 B 19/06, опубл. 1993, БИ N 10. Согласно данному способу обработки дорожек качения кольцо подшипника базируют обрабатываемой поверхностью на вращающиеся опоры, которые закрепляют на шпиндельной бабке неподвижно и центрируют по оси шпинделя. Ось инструмента настраивают по оси опор. По торцу кольцо прижимают к поверхности шпинделя с помощью электромагнитного патрона и сообщают кольцу со шпинделем осевое перемещение до совпадения оси дорожки качения с осью инструмента.
К недостаткам прототипа относится то, что способ предназначен для шлифования дорожек качения внутренних колец подшипников. Это сужает его технические возможности.
Задачей, на решение которой направлено данное изобретение, является расширение технических возможностей прототипа путем обеспечения возможности обработки дорожек качения наружных колец подшипников.
Поставленная задача достигается тем, что в заявленном способе, как и в прототипе, при обработке дорожки качения наружное кольцо подшипника устанавливают с возможностью осевого перемещения и базируют, по ранее обработанной поверхности, на вращающиеся опоры, а инструмент предварительно заправляют по форме дорожки качения и устанавливают на обрабатываемую поверхность. Однако в отличие от прототипа в заявляемом способе обработки дорожки качения наружных колец подшипников инструмент прижимают к обрабатываемой поверхности и приводят в колебательное движение до совмещения оси дорожки качения с осью осцилляции инструмента. Согласно прототипу базой для установки кольца в зоне обработки является желоб опорного ролика, по которому настраивают ось инструмента. Это соответствует обработке наружной поверхности дорожки качения внутренних колец подшипников. При обработке внутренней поверхности дорожки качения наружных колец подшипников инструмент необходимо ввести внутрь кольца. В этом случае базой для установки кольца в зоне обработки согласно данному изобретению становится ось осцилляции инструмента.
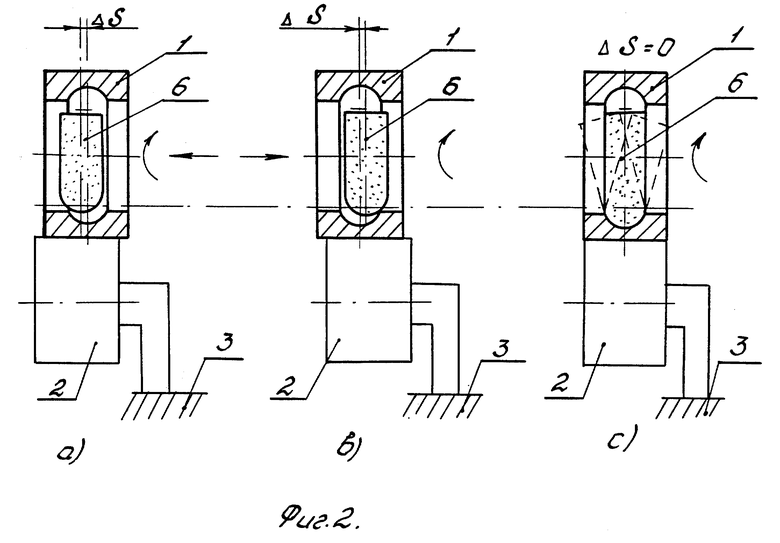
На фиг. 1 дана общая схема установки наружного кольца подшипника, на фиг. 2a и 2b - схема установки со смещением оси желоба кольца относительно оси осцилляции инструмента и на фиг. 2c - без смещения.
При шлифовании дорожки качения наружное кольцо подшипника 1 устанавливают наружным диаметром на опорные цилиндрические ролики 2, которые закрепляют неподвижно на станине 3. По торцу кольцо зажимают между вращающимся торцевым прижимом 4 и торцевым прижимом 5, установленными на станине 3 с возможностью осевого перемещения и обеспечивающими в процессе обработки кольцу подшипника перемещение также в осевом направлении на некоторую минимальную величину Δ S. Затем обрабатывающий инструмент 6 заправляют по форме дорожки качения и прижимают к обрабатываемой поверхности с помощью державки 7. В свою очередь державка крепится неподвижно на станине 3 и задает инструменту колебательное движение ± 12o вокруг базового центра вращения. Своими движениями инструмент принуждает кольцо подшипника 1 установиться на опорных роликах 2 так, чтобы ось дорожки качения совпала с осью осцилляции инструмента 6, см. фиг. 2c. При этом качество обработки повышается.
Изобретение относится к металлообработке и может найти применение в суперфинишной обработке наружных колец подшипников. Способ заключается в том, что кольцо базируют по обработанной наружной поверхности на вращающиеся опоры и устанавливают с возможностью осевого перемещения. Инструмент заправляют по форме дорожки качения и прижимают к обрабатываемой поверхности. Сообщают инструменту колебательное движение до совмещения оси дорожки качения с осью осцилляции инструмента. Такие действия обеспечивают качественную обработку дорожек качения наружных колец подшипников. 2 ил.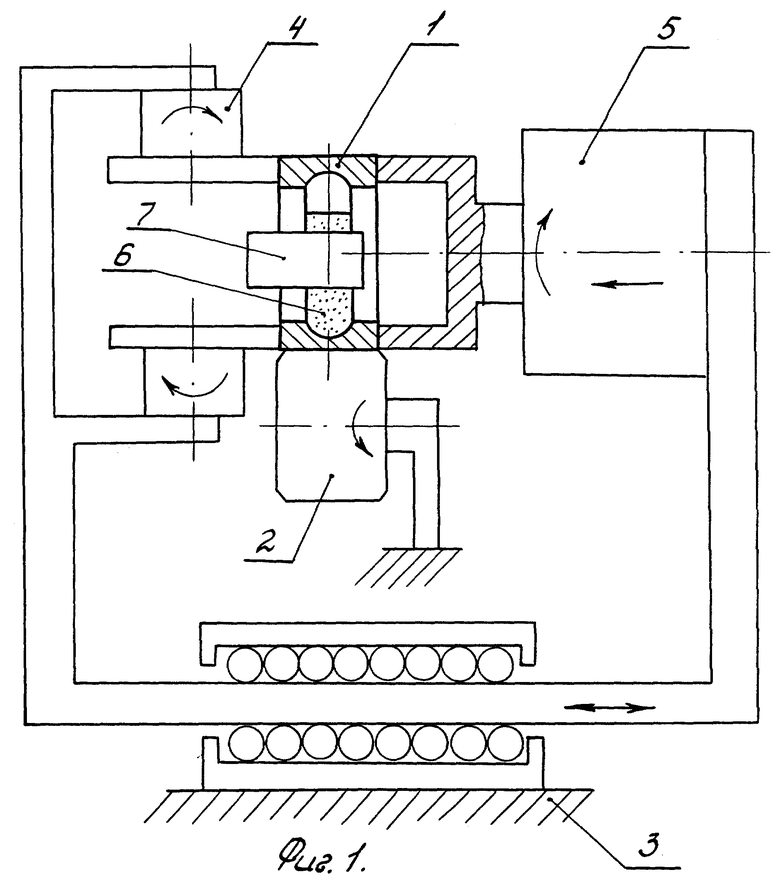
Способ обработки дорожки качения наружных колец подшипников, при котором кольцо базируют по ранее обработанной поверхности на вращающиеся опоры, торец заготовки фиксируют относительно шпинделя и сообщают заготовке со шпинделем осевое перемещение до совмещения оси дорожки качения с осью обрабатываемого инструмента, отличающийся тем, что инструмент прижимают к обрабатываемой поверхности и задают колебательное движение, при этом ось дорожки качения совпадает с осью осцилляции инструмента.
| Способ установки заготовки при шлифовании цилиндрических поверхностей | 1991 |
|
SU1802788A3 |
| СПОСОБ ГЕОМЕТРИЧЕСКОЙ НАЛАДКИ ЖЕЛОБОШЛИФОВАЛЬНОГО СТАНКА | 0 |
|
SU276768A1 |
| 0 |
|
SU309796A1 | |
| Способ совмещения оси качания инструмента с центром профиля желоба | 1978 |
|
SU753609A1 |
| Устройство для финишной обработки деталей | 1980 |
|
SU876394A1 |
| Способ настройки станка для обработки дорожек качения колец подшипников и устройство для его осуществления | 1991 |
|
SU1784447A1 |
| US 3209494 A, 05.10.65 | |||
| Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования | 2016 |
|
RU2646652C1 |

