Изобретение относится к устройствам для упрочнения материалов методом ионообменной обработки и может быть использовано в стекольной промышленности для обработки листового стекла и стеклоиз- делий, а также в машиностроительной промышленности для обработки металлоизделии в расплавах солей.
Целью изобретения является снижение энергоемкости и упрочнение конструкции.
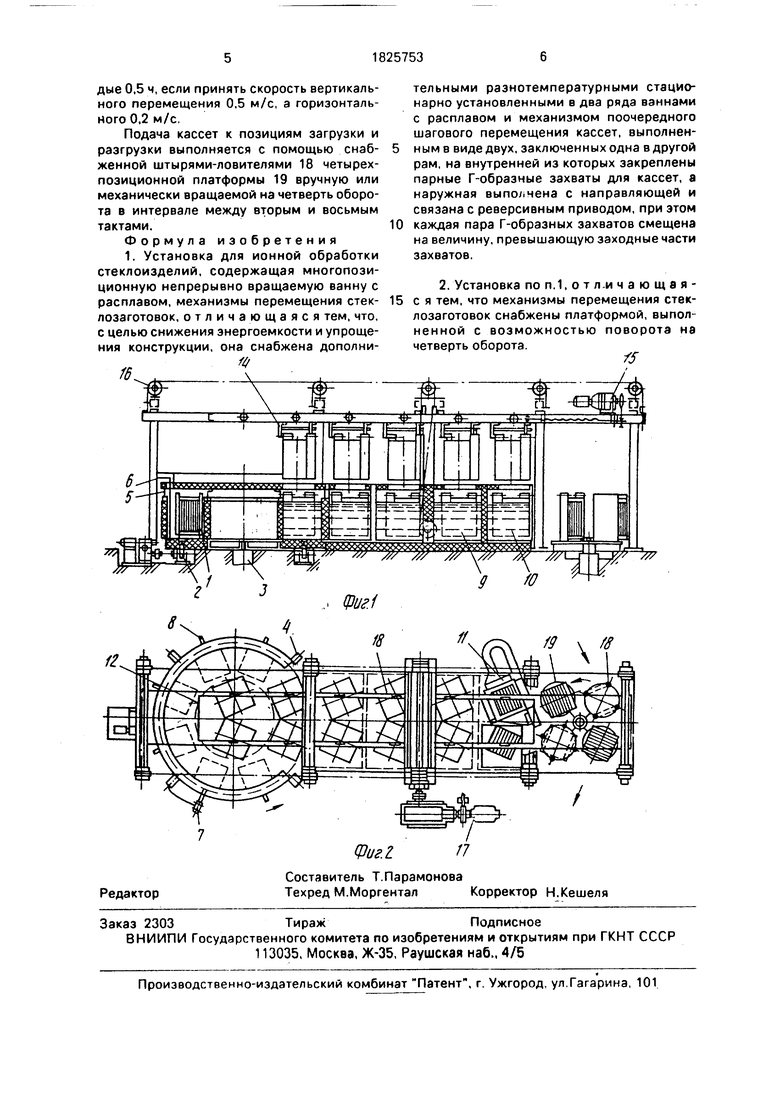
На фиг.1 изображена установка, продольный разрез; на фиг.2 - то же, вид в плане.
Установка включает ванну 1 для селитры, представляющую собой кольцо прямоугольного сечения, опирающееся на несколько безребордных катков 2, из которых один, например, приводной. Положение геометрической оси ванны зафиксированы центральным шпилем 3, Неподвижная крышка ванны опирается на периферийные стойки 4 и контактирует с ванной через песочные или гидравлические затворы 5, не препятствующие вращению ванны.
На крышке установлены погружные трубчатые электронагреватели 6, конечный выключатель 7, с которыми взаимодействует управляющие элементы 8, установленные на вращающемся корпусе ванны в количестве по числу кассет.
Дно кольцевой ванны несет на себе гнезда-ловители для фиксированного размещения кассет.
В непосредственной близости к ольце- вой установлен ряд разнотемпературных прямоугольных селитровых ванн 9 с последней в ряду ванной 10 половинного размера с горячей водой для промывки. По соседству с ней в ряду загрузки установлен калорифер 11 для предварительного незначительного нагрева кассеты.
Количество разнотемпературных ванн для стекла определяется только его термостойкостью, а уровень первоначального подогрева - учетом минимальной температуры первой ванны с расплавом.
Над ваннами с применением вертикальных опор с перекладинами установлен загрузочно-разгрузочный механизм, выполняющий функции перегрузочного ме
СО
00
ю ел
VI
ел со
ханизма для кассет и механизма переноса крышек загрузочных люков ванн,
Загрузочный поток проходит через калорифер в направлении к кольцевой ванне и разгрузочный, естественно, в обратном направлении через водную ванну,
Загрузочно-разгрузочный механизм включает пару рам, из которых внутренняя 12, являясь кареткой по отношению к наружной раме 13 с направляющими, несет на себя два ряда в соответствии с потоками разнонаправленных, обращенных в сторону кассет Г-образных захватов 14. Каретку 12 с наружной рамой 13 связывает винтовой привод 15 (на фиг.1).
Наружная рама 13 с возможностью только вертикального перемещения подвешена на тросах, перекинутых через блоки 16 и связанных с барабанами подъемного механизма 17.
Подъемный механизм представляет собой приводной вал с барабанами на концах, сматывающих или разматывающих тросы для подьема или опускания рам с захватами.
Установка на фиг.1 и 2 изображена в положении, когда кольцевая ванна загружена первой из ряда кассет, перемещенных на шаг в более высокотемпературные ванны, выгружаемый ряж захвачен и поднят перед тем как быть перемещенным на очередной шаг, в результате которого крайняя кассета, будучи отмытой и вынутой из водной ванны, окажется на разгрузочной площадке.
Установка работает следующим образом.
Примем за исходное крайнее заднее положение опущенного подъемника. Положение соответствующее концу спуска выгружаемых кассет и размещения готовой кассеты на разгрузочной площадке. Загрузочные захваты заняли исходное - в затылок очередной кассет в т.ч. и поданной к установке.
Крышки герметизируют люки ванн.
Кольцевая непрерывно вращающаяся ванна подводит свободное (от выгруженной предыдущим двойным ходом кассеты) гнездо к позиции загрузки.
Первый такт. Загрузочно-разгрузочный механизм осуществляет короткий ход вперед (по фиг.2 влево). При этом захваты загрузочного ряда входят в соответствующие пазы (проушины) кассет, т.е. к подъему готовы, захваты же разгрузочного ряда, с предыдущим тактом опустившие кассеты на дно, выходят из соответствующих проушин кассет, т.е. к своему обратному (холостому) ходу готовы.
Крышки люков при этом оставались на месте, Зазоры между стойками захватов и проушинами крышек выбраны.
Второй такт. Подъем.
Третий такт. Каретка смещается в крайнее переднее положение.
Четвертый такт. Спуск. Загружаемые кассеты на дне ванн. Захваты разгрузочного ряда при этом для подстройки в затылок несколько перешагнули собственные кассеты. Для того, чтобы положение этих захватов сказывалось именно таким, их заранее устанавливают несимметрично.
Крышки временно накрывают соседние позиции, на кольцевой просто переносятся в сторону.
Поворот кассеты в кольцевой ванне обуславливает потребность четырех проушин на каждой кассете под парные загру- зочные и разгрузочные захваты подъемника.
Пятый такт. Короткий ход загрузочно- разгрузочного механизма назад. Так началась вторая половина цикла. При этом захваты загрузочного ряда каретки выходят из зацепления с погруженными кассетами, а разгрузочного, наоборот, входят, т.е. изготавливают к подъему выгружаемых кассет. Крышки во время коротких ходов остаются на месте.
Шестой такт. Подъем.
Седьмой такт. Перемещение кассет в сторону разгрузочной площадки. В крайнее заднее положение.
Восьмой такт. Спуск. Очередная кассета для загрузки к этому моменту должна быть на исходной, а ранее выгруженная остывшая удалена,
Крышки занимают исходное, оно же ра- бочее, герметизирующее положение,
Синхронизация работы механизмов элементарна и заключается в своевременном пуске подъемного механизма при опре- деленных положениях непрерывно и медленно вращающейся кольцевой ванны.
Окружная скорость вращения, например, восьмипозиционной кольцевой ванны диаметром 4 мм при 4-часовой выдержке в ней составляет
.«000«SigЈ.
0,87 мм/с.
Продольное расположение захватов минимум по два на каждую кассету предотвра- щает продольное раскачивание кассет во время горизонтального перемещения.
Продолжительность открытого состояния ванн определяется временем на пары: подъемов, спусков и горизонтальных перемещений и составляет около 30 с через каждые 0,5 ч, если принять скорость вертикального перемещения 0,5 м/с, а горизонтального 0,2 м/с.
Подача кассет к позициям загрузки и разгрузки выполняется с помощью снабженной штырями-ловителями 18 четырех- позиционной платформы 19 вручную или механически вращаемой на четверть оборота в интервале между вторым и восьмым тактами.
Формула изобретения 1. Установка для ионной обработки стеклоизделий, содержащая многопозиционную непрерывно вращаемую ванну с расплавом, механизмы перемещения стек- лозаготовок, отличающаяся тем, что, с целью снижения энергоемкости и упрощения конструкции, она снабжена дополни#
# ,А
1
тельными разнотемпературными стационарно установленными в два ряда ваннами с расплавом и механизмом поочередного шагового перемещения кассет, выполненным в виде двух, заключенных одна в другой рам, на внутренней из которых закреплены парные Г-образные захваты для кассет, а наружная выполнена с направляющей и связана с реверсивным приводом, при этом
каждая пара Г-образных захватов смещена на величину, превышающую заходные части захватов.
2. Установка по п.1, о т л.и ч а ю щ а я - с я тем, что механизмы перемещения стек- лозаготовок снабжены платформой, выполненной с возможностью поворота на четверть оборота.
Э
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ионообменного упрочнения стекла | 1991 |
|
SU1825754A1 |
| Роторная сушилка | 2017 |
|
RU2647557C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПУТЕМ ИОННОГО ОБМЕНА | 2006 |
|
RU2305078C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Загрузочно-разгрузочное устройство роторного морозильного аппарата | 1983 |
|
SU1099194A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2005 |
|
RU2295172C2 |
| Установка для упрочнения стекла | 1985 |
|
SU1320186A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ИНДИВИДУАЛЬНОЙ ОБРАБОТКИ ПОДЛОЖЕК КВАДРАТНОЙ ИЛИ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 2007 |
|
RU2367526C2 |
| Скороморозильный аппарат для упакованных пищевых продуктов на поддонах | 1985 |
|
SU1330427A1 |
| Карусельная линия для обработки изделий в ваннах | 1990 |
|
SU1770235A1 |
Относится к устройствам поверхностной ионообменной обработки листовых и прочих стекло- и металлоизделий с кассетой загрузкой в ванны с расплавами солей. В устройстве применена кольцевая вращающаяся многопозиционная основная ванна главной выдержки и ряд стационарных вспомогательных разнотемпературных ванн. Через них по принципу противотока непрерывно перемещаются загрузочно- разгрузочные потоки кассете помощью единого механизма с шаговой передачей. 1 з.п.ф-лы, 2 ил.
| Установка для ионообменной обработки стеклоизделий | 1986 |
|
SU1379260A1 |
| кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
