Изобретение относится к стекольной промышленности, к устройствам для обработки изделий из стекла.
Целью изобретения является упрощение эксплуатации и сокращение энергоемкости.
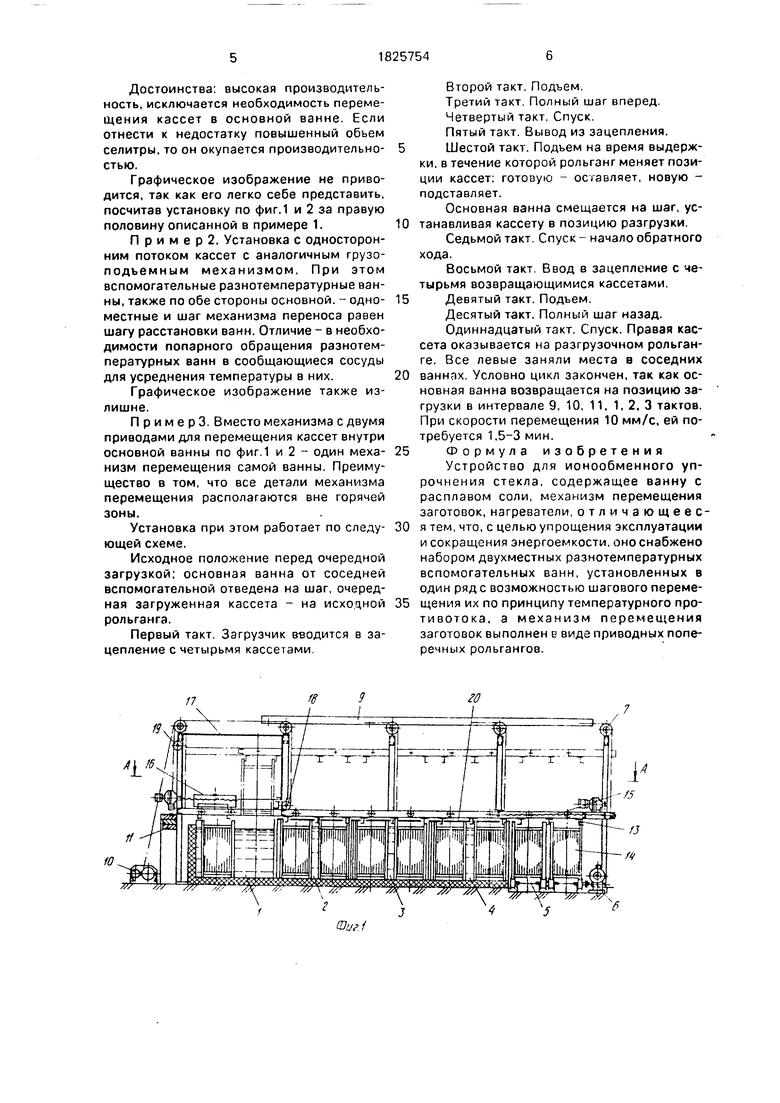
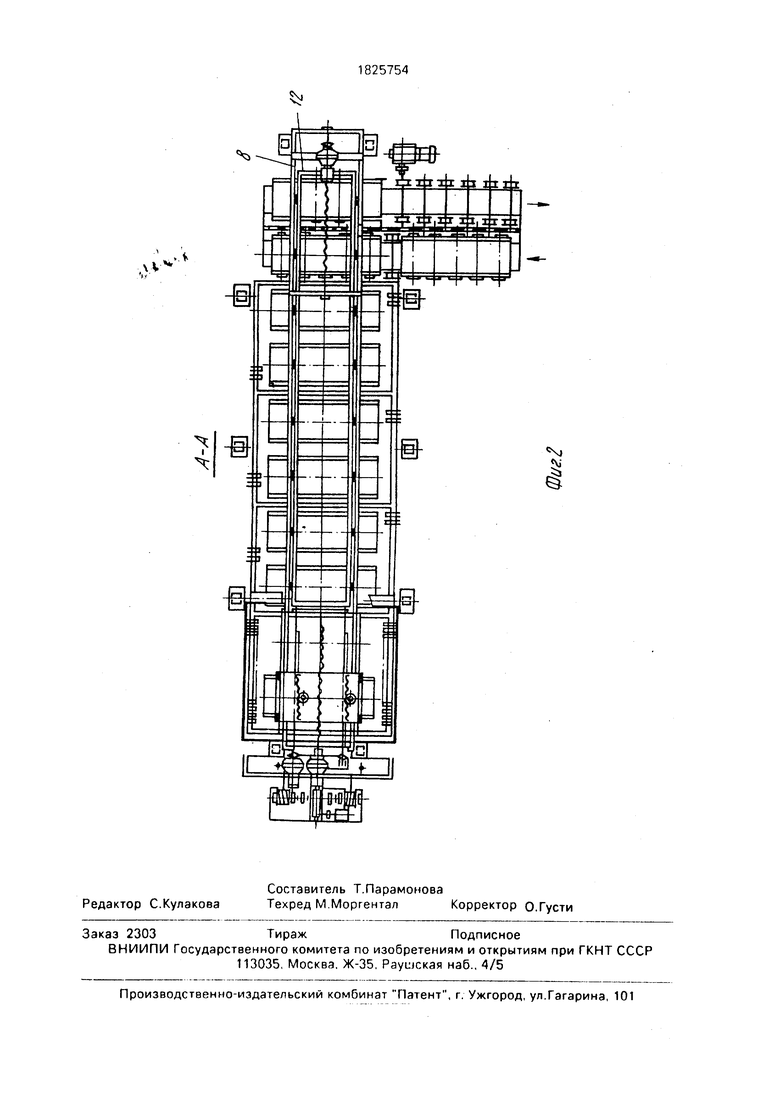
На фиг.1 изображена установка односторонней загрузки и разгрузки, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Установка содержит основную ванну 1 и разнотемпературные - 2, 3 и 4 - вспомогательные. В непосредственной близости к ним - поперечный двухручьевой загрузоч- но-разгрузочный рольганг 5 с приводом 6 от общей приводной цепи, охватывающей, для организации встречного движения кассет, звездочки одного рольганга, сверху, другого - снизу.
Над всеми ваннами и рольгангом на гибких элементах, перекинутых через установленные на стойках блоки 7. подвешена рама 8. Стойки блоков и упоры на раме лишают раму 8 свободы горизонтального перемещения.
С целью выравнивания удлинений несущих элементов, они предусмотрены раеио- длинными, отходящими от общих, опирающихся на те же блоки, штанг 9, приводимых для возвратно-поступательного движения подъемным механизмом 10, включающим сборный противовес 11.
Рама 8. в свою очередь, служит направляющими для внутренней рамы 12, несущей кассетные захваты 13. Захватов потри пары на каждую пару кассет 14, при этом средние - двухсторонние Т-образные, а крайние - односторонние Г-образные и от центра разнонаправленные.
Наружная рама 8 с одной стороны несет на себе винтовой привод 15 для возвратно- поступательного перемещения внутренней рамы 12, а с другой - механизм 16 с парой винтовых приводов для захвата с приподня- тием и перемещения кассеты внутри основной ванны 1,
Основную ванну 1 охватывает герметизирующий кожух 17, вертикальные щели в котором для пропуска кассет 14 и рамы 8
00
ю
СЛ VI СЛ
закрываются сматывающимися с барабаном 18 и 19 шторами.
Вспомогательные ванны снабжены крышками 20 удерживаемыми захватами 13.
Кассеты 14 с пяти сторон закрыты про- тивосквозняковыми щитками, дно со щелевой перфорацией с крышками, открывающимися под действием вливающейся при подъеме жидкости,
Установка работает следующим образом.
На фиг. 1, 2 отражен момент постановки на рольганг очередной загружаемой кассеты после окончания рабочего цикла, т.е. после завершения обратного хода загрузчика, заканчивающего перестановкой одновременно четырех кассет, захватываемых из четырех ванн, при которой кассеты из водной ванны оказываются на крайней (разгрузочной) ветви рольганга.
В таком положении кассеты остаются в течение выдержки стекла в основной ванне. В этом временном интервале механизм 16 перемещает кассету в позицию выгрузки, для чего захваты предварительно опускаются, вводятся в зацепление, приподнимают кассету и опускают в конце, после чего повторяют движения в обратном порядке, возвращаясь в исходное положение. Рама 8 снабжена для этого механизма дополнительной парой наружных направляющих, не препятствующих перемещениям внутренней рамы 12 с захватами 13.
Для подготовки очередного прямого хода, кроме перемещения кассеты в основной камере, необходимо установить на загрузочный рольганг очередную кассету, как и показано стрелкой на фиг.2,
Прямой ход начинается горизонтальным сдвигом загрузчика вперед с целью вывода захватов из зацепления с вынесенной и другими переставленными кассетами и ввода в зацепление с четверкой загружаемых, одна из которых на рольганге соседствует с вынесенной.
Далее следует: подъем и перенос кассет в соседние ванны. Теперь в каждой из них по две кассеты.
После подъема срабатывают рольганги: крайний сдвигает в сторону (по стрелке) отработанную кассету и одновременно второй встречным движением устанавливают на исходную позицию очередную загружаемую.
Обратный ход начинает с аналогичного прямому горизонтального сдвига для вывода захватов из загруженных кассет и ввода захватов в выносимые кассеты. Дале подъем, перенос, спуск. Место для кассеты из
мойки рольганга к этому времени подготовлено.
Таким образом, каждая кассета, побывав на позиции предварительного нагрева,
например до 100°С (в водной мойке нагреваемой возвращающимися кассетами) проходит затем ванну с температурой например, 220°С, со сплавом СС-4 (40% NaN02 + 7% NaNOa + 53% ШОз с температурой плавления 142°С) и, наконец, ванну с KN03 с температурой, превышающей температуру плавления (выше 350°С) прежде чем скажется в основной (рабочей) ванне с КЫОз при температуре, например, 460°С.
5 Это - во время прямых ходов загрузчика, и те же температурные ступени в обратном порядке во время обратных ходов. При этом, благодаря кассетному противотоку по разнотемпературным ваннам в каждой из
0 вспомогательных ванн встречаются две, из которых с пользой для себя одна отдает тепло, другая - принимает.
Начальный пуск. Противовес, предусмотренный для снижения мощности двига5 теля, привода загрузочно-разгрузочного механизма, выполнена сборным, состоящим из п-1 элементов, где п - число ванн.
При этом первая кассета идет в первую ванну без противовеса. Вторая (вместе с
0 первой) - с одной третью противовеса, третья, т.е. три кассеты - с двумя третями, все четыре кассеты - с полным противовесом. Обязательное условие: масса противовеса должна быть меньше суммарной массы
5 Трех кассет и подвижных рам. В противном случае подъемнику не опустить захваты.
Основные достоинства такого типа конструкций следующие:
1) тепловые потери существенно (про0
порционально температуре выгружаемого
стекла) снижаются; 2) время пребывания стекла во вспомогательных селитровых ваннах сокращает время выдержки в основной; 3)самый эффективный теплообмен теплопе5 редачей позволяет снизить энергоемкость предварительного нагрева и уменьшить шаг между стеклами в кассетах; 4) обеспеченное конструкцией быстродействие погрузочно- разгрузочного механизма не препятствует
0 увеличению производительности установки за счет увеличения числа кассет в основной (основных) ваннах.
С применением описанных конструктивных принципов допустимы и другие схе5 мы сборки.
П р и м е р 1. При оснащении основной камеры вторым комплектом вспомогательных разнотемпературных ванн, единым по- грузочно-разгрузочным механизмом организуются два встречных потока.
Достоинства: высокая производительность, исключается необходимость перемещения кассет в основной ванне. Если отнести к недостатку повышенный объем селитры, то он окупается производительностью.
Графическое изображение не приводится, так как его легко себе представить, посчитав установку по фиг.1 и 2 за правую половину описанной в примере 1.
П р и м е р 2. Установка с односторонним потоком кассет с аналогичным грузоподъемным механизмом. При этом вспомогательные разнотемпературные ванны, также по обе стороны основной. - одноместные и шаг механизма переноса равен шагу расстановки ванн. Отличие - в необходимости попарного обращения разнотем- пературных ванн в сообщающиеся сосуды для усреднения температуры в них.
Графическое изображение также излишне.
П р и м е р 3. Вместо механизма с двумя приводами для перемещения кассет внутри основной ванны по фиг.1 и 2 - один механизм перемещения самой ванны. Преимущество в том, что все детали механизма перемещения располагаются вне горячей
зоны.
Установка при этом работает по следующей схеме.
Исходное положение перед очередной загрузкой; основная ванна от соседней вспомогательной отведена на шаг, очередная загруженная кассета - на исходной рольганга.
Первый такт. Загрузчик вводится в зацепление с четырьмя кассетами
Второй такт. Подъем.
Третий такт. Полный шаг вперед.
Четвертый такт, Спуск.
Пятый такт. Вывод из зацепления. Шестой такт. Подъем на время выдержки, в течение которой рольганг меняет позиции кассет: готовую - оставляет, новую - подставляет.
Основная ванна смещается на шаг, ус- танавливая кассету в позицию разгрузки.
Седьмой такт. Спуск - начало обратного
хода.
Восьмой такт. Ввод в зацепление с четырьмя возвращающимися кассетами.
Девятый такт. Подъем.
Десятый такт. Полный шаг назад. Одиннадцатый такт. Спуск. Правая кассета оказывается на разгрузочном рольганге. Все левые заняли места в соседних
ваннах. Условно цикл закончен, так как основная ванна возвращается на позицию загрузки в интервале 9, 10, 11, 1, 2. 3 тактов. При скорости перемещения 10 мм/с, ей потребуется 1.5-3 мин.
Формула изобретения
Устройство для ионообменного упрочнения стекла, содержащее ванну с расплавом соли, механизм перемещения заготовок, нагреватели, отличающее ся тем, что, с целью упрощения эксплуатации и сокращения энергоемкости, оноснабжено набором двухместных разнотемпературных вспомогательных ванн, установленных в один ряд с возможностью шагового переме5 щения их по принципу температурного про- тивотока, а механизм перемещения заготовок выполнен в виде приводных поперечных рольгангов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ионной обработки стеклоизделий | 1991 |
|
SU1825753A1 |
| Конвейерный агрегат для мойкии КОНСЕРВАции | 1976 |
|
SU831691A1 |
| Устройство для упрочнения стекла | 1986 |
|
SU1419983A1 |
| Поточная линия для заневоливания пружин | 1985 |
|
SU1338942A1 |
| Устройство для укладки листов в пирамиду | 1989 |
|
SU1776644A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА СТЕКЛЯННЫХ ТРУБ | 1971 |
|
SU303291A1 |
| Установка для нанесения лакокрасочных покрытий | 1984 |
|
SU1172602A1 |
| Установка для химической обработки стеклоизделий | 1960 |
|
SU140965A1 |
| Агрегат для термообработки стеклоизделий | 1979 |
|
SU872471A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПУТЕМ ИОННОГО ОБМЕНА | 2006 |
|
RU2305078C1 |
Относится к стекольной промышленности, предназначено для ионообменного упрочнения преимущественно крупногабаритного стекла. Сущность изобретения: устройство выполнено с комплектом разнотем- пературных, вспомогательных ванн для жидкостей предварительного нагрева и последующего охлаждения. Они поперечно составлены под обслуживание однорядным, загрузочно-раэгруаочным механизмом, обеспечивающим шаговое пере- мещеиие кассет со стеклом по принципу противотока в автоматическом режиме, включая загру- зочно-разгрузочные операции. 2 ил.
Я
1
6
V
j
I
| Установка для ионообменной обработки стеклоизделий | 1986 |
|
SU1379260A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
