Изобретение относится к станкостроению и может быть использовано для окончательной доводки фасонных и цилиндрических поверхностей.
Цель изобретения повышение производительности обработки за счет увеличения кинетической энергии соударения инструмента и доводимой детали.
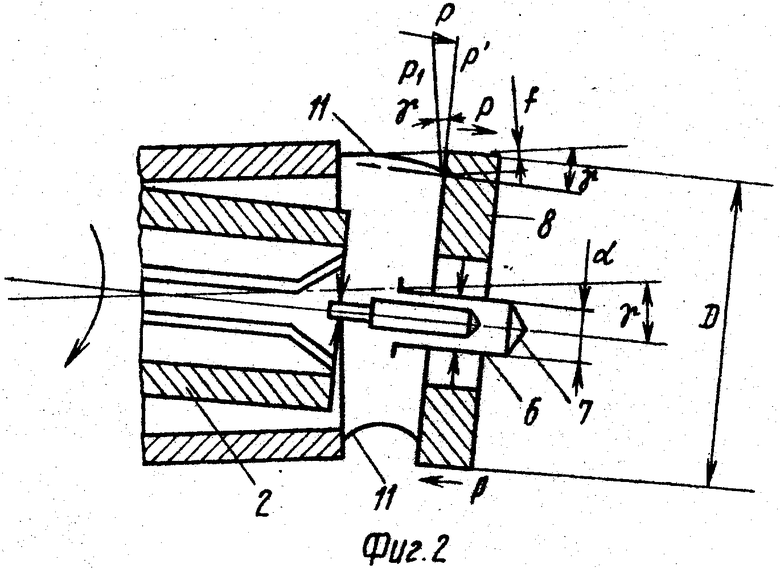
На фиг. 1 представлена конструкция устройства; на фиг. 2 схема устройства в работе.
Устройство содержит стационарный корпус 1 с размещенным в нем инструментальным шпинделем 2 и установленным в шпинделе 2 цанговым зажимом, включающим трубу зажима 3, пружину сжатия 4 и цангу 5. В цанге 5 закреплена деталь 6 (или инструмент). Другая деталь 7, парная детали 6, закреплена в гильзе 8 посредством радиально перемещающихся подпружиненных штоков 9, связанных с питателями 10, представляющими собой систему подающих отверстий. Гильза 8 жестко скреплена со стержнями 11, установленными эквидистантно оси шпинделя в плоскости его продольного диаметрального сечения. Другим своим концом стержни 11 жестко закреплены на торцовой поверхности корпуса 1, в которой выполнены питатели 12 и 13, соединенные соответственно с полостями 14 и 15 шпинделя 2. Цанга 5 выполнена полой и в ее полости по оси установлен шток 16 для удаления деталей 6 и 7 в паре.
Детали 6 и 7 в паре устанавливают в соответствующие зажимные устройства в процессе вращения шпинделя 2. Затем подают энергоноситель в питатель 10 и одновременно в питатель 12, обеспечивая зажим деталей 6 и 7. Далее подают энергоноситель в питатель 13 и обеспечивают подачу цангового зажима вместе с деталью 6 к детали 7. Контактирование деталей 6 и 7 происходит с ударом меньшей или большей интенсивности, в зависимости от создаваемой силы Р. В процессе вращательного движения шпинделя 2 при его биении происходи отклонение шпинделя 2 на угол γ от исходного положения (фиг. 2). При этом гибкие стеpжни 11, являющиеся упругим элементом, отклоняются вместе с гильзой 8 и деталью 7. В результате рассогласование осей деталей 6 и 7 практически отсутствует, а контактные напряжения изменяются по длине контактной поверхности в очень малой степени. Подачу цангового зажима с деталью 6 производят многократно. В конце цикле обработки отключают подачу энергоносителя и после разжима деталей 6 и 7 обеспечивают их удаление штоком 16 в паре. В процессе ударного поступательного движения цангового зажима в шпинделе 2 осевая нагрузка со стороны детали 6 воспринимается деталью 7, гильзой 8 и далее стержнями 11. Повышенная жесткость стержней 11 в осевом направлении обеспечивает увеличение значения ударной составляющей кинетической энергии элементов цангового зажима трубы 3 и цанги 5 вместе с деталью 6. В итоге практически вся кинетическая энергия удара переходит в потенциальную энергию поверхностного слоя и производительность процесса увеличивается за счет отбойного действия абразива, находящегося между контактными поверхностями деталей 6 и 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2069616C1 |
| РАСПРЕДЕЛИТЕЛЬ СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТАНКА ДЛЯ ФИНИШНОЙ ОБРАБОТКИ КОНУСНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2069617C1 |
| СТАНОК ДЛЯ ДОВОДКИ ФАСКИ НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ КРУГЛОЙ И МНОГОГРАННОЙ ПЛАСТИНКИ К РЕЖУЩЕМУ | 1964 |
|
SU165085A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| ШПИНДЕЛЬНАЯ БАБКА | 1970 |
|
SU263371A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Поводковый патрон | 1982 |
|
SU1093420A1 |
Изобретение относится к станкостроению и может быть использовано для окончательной доводки фасонных и цилиндрических поверхностей. Целью изобретения является повышение производительности обработки за счет увеличения кинетической энергии соударения инструмента и детали. Устройство снабжено упругим элементом, закрепленным со стороны шпинделя 2 с деталью или инструментом в стационарном корпусе 1 и выполненным в виде двух цилиндрических стержней 11, свободные концы которых жестко связаны с гильзой 8, в которой закреплена деталь 7. Детали 6 и 7 в паре закрепляют в зажимных устройствах. Контактирование деталей 6 и 7 происходит с ударом определенной интенсивности. В процессе вращения шпинделя 2 при его биении происходит отклонение шпинделя 2 на некоторый угол от исходного положения. При этом гибкие стержни 11 отклоняются вместе с гильзой 8 и деталью 7. В результате рассогласование осей деталей 6 и 7 практически отсутствует. 2 ил. 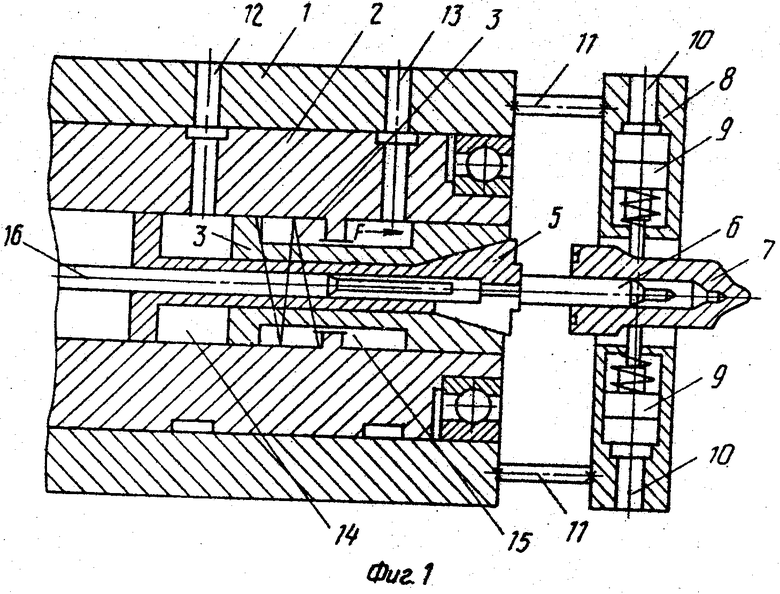
УСТРОЙСТВО ДЛЯ ДОВОДКИ ОТВЕРСТИЙ, содержащее размещенные в корпусе инструментальный шпиндель и гильзу для детали, установленную на упругом элементе, закрепленном в корпусе со стороны шпинделя, отличающееся тем, что, с целью повышения производительности обработки за счет увеличения кинематической энергии соударения инструмента и доводимой детали, упругий элемент выполнен в виде расположенных в плоскости продольного диаметрального сечения шпинделя двух упругих цилиндрический стрежней, оси которых эквидистантны оси шпинделя.
| Устройство для доводки отверстий деталей притиром | 1981 |
|
SU1148764A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
