Известны снособы резки толстосте1Н1ых труб и круглого проката кручением.
Предложенный способ резки проката на заготовки с нанесением перел имной канавки позволяет нолучить безотходное разделение Н1)оката нри новыгнепии чистоты среза. Для этого пережимпую канавку вынолняют по всему периметру сечения, а срез производят кручением проката одновременно с растяжением.
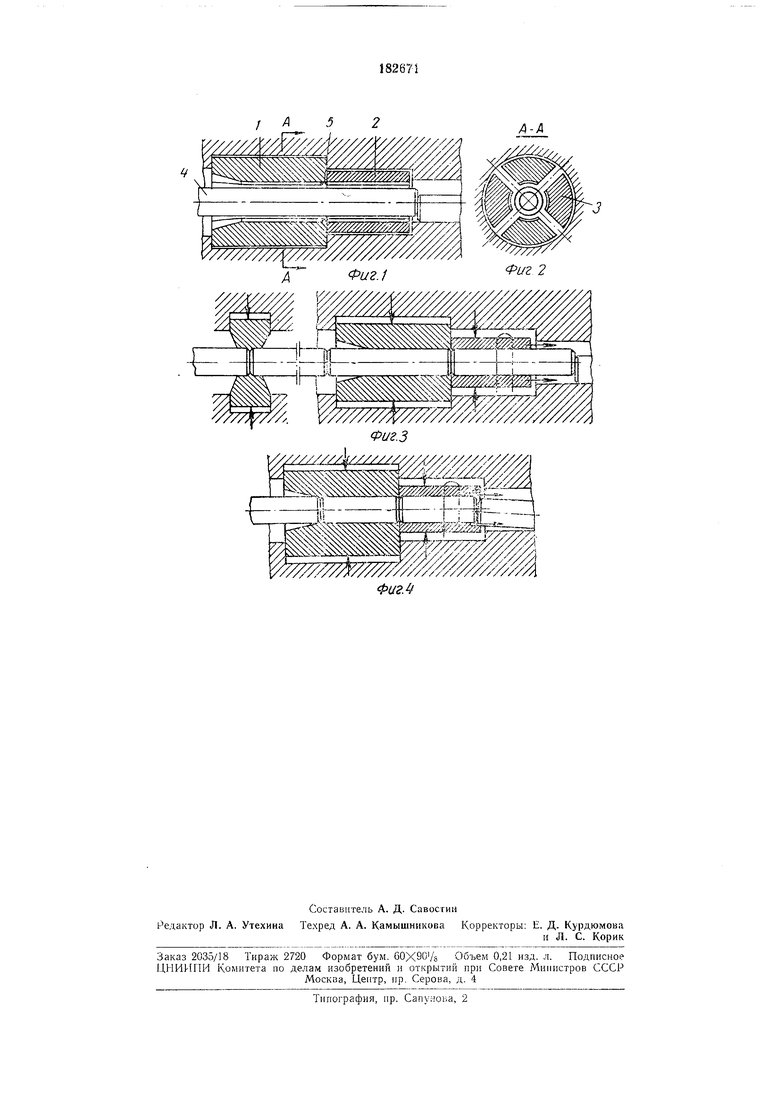
На фиг. 1 изображена схема устройства для резки онисываемым сиособом, вид сбоку; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 и 4 - варианты схем устройств для резки описываемым способом.
Устройство содержит левый / {неподвижный) и правый 2 (подвижный) зажимы. Зажимы состоят из вкладышей 3, длина которых принимается: для труб {2,5-4) D; для патрубков {1,0-1,5) -Д где ) -наружный диаметр заготовки.
Вкладыши левого зажима имеют иережимиой выступ, высота которого составляет 1,5-2D.
Способ заключается в следующем.
Заготовка 4 вставляется в зажим так, чтобы плоскость выступа 5 совпадала с заданной плоскостью реза. При зажиме заготовки выступ 5 вдавливается в тело заготовки, образуя круговую канавку. Усилие зажатия определяется ио неооходимол1у для разрушения крутягцему .моменту
р 2.2 Л4,„„,, . Л
где I - коэффнциепт трепия па коптактпой поверхности заготовки и вкладышей. Для горячекатаных заготовок и гладких {без рифлений) вкладышей |j,0,15.
К подвижному зажиму прикладывается осевое усилие отрыва.
Р,„„ 0,01 Р,„,,.
11 одновременно нроизводится поворот нодвнжного зажима па угол до 90. Необходимый для разрушения крутяшнй момент нри этом будет: для трубы
М- Г)У i . (тЗn ;
.и«(,с- 12 и Р 3
, г ,
+ y. ,
25 для прутка
Л.иа,. ..-4 .
m -t, где DI - диаметр в месте расположения канавки Di D-2/г;
А - логарифмический модуль уирочиения,
: Ji , 1р
1ч
иаиряжеТр - разрушающие касательные ния;
напряжения нредела упТу - касательные ругости;
Y;;-разрушающий отиосительный сдвиг; Yy относительный сдвиг предела упругости;
/ у Т/) и Iv - механические характеристики стали, определяемые иснытаннями на кручение.
По достижении необходимого для разрушения угла поворота заготовка в плоскости канавки разрушается. В момент разрушения под действием усилия отрыва РО,„Р подвижный зажим вместе с отрезанной частью заготовки отходит от ненодвижного зажима и остальной части заготовки па 5-8 мм, что предохраняет торцы заготовки от задиров.
По окончании поворота зажимы разжимаются и подвижный возвращается влево па
5-8 мм. Затем последовательность переходов повторяется, причем при каждом НОЕО.М цикле поворот осуществляется в том же либо в нротивоноложном направлении по сравнению с предыдущим циклом.
С целью повышения стойкости нережимиого выступа, резка может быть осуществлена но схеме, изображениой на фиг. 3, путем предварительного создания канавки на заготовке
и последующего разрушения заготовки кручением.
Для сравнительно коротких заготовок иережимной выстун может быть отнесен на длину одной заготовки от плоскости разрущепия и
выполнен в самом неподвижном зажнме, как это показано на фиг. 4.
Предмет изобретения
Способ резки нроката на заготовки с нанесением пережимной каиавки на разрезаемый прокат, отличающийся тем, что, с целью нолучепия безотходного разделения проката при повышении чистоты среза, канавку выполняют но всему периметру сечения, а срез производят кручеиием проката одновременно с растяжением.
А-А
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Устройство для разделения проката и труб с надрезом | 1984 |
|
SU1303292A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2164195C2 |