Изобретение относится к области сварочного производства, в частности к технологии ручной сварки покрытым электродом, преимущественно к способу зажигания сварочной дуги посредством замыкания электрода на свариваемую деталь.
Общим недостатком большинства существующих сварочных аппаратов является частое прилипание сварочного электрода к изделию при начальном поджиге электрода.
Широко применяется механизм зажигания дуги коротким замыканием, при котором в момент касания детали электродом возникает ток короткого замыкания, за счет чего температура металла в микроконтактах на поверхности электрода и детали достигает высоких значений, в том числе значений температур плавления или кипения. В межэлектродном пространстве, возникающем при отводе электрода от детали или перегорании перемычек в микроконтактах между ними, начинают развиваться процессы эмиссии электронов с катода и термической ионизации газа в столбе дуги. При образовании достаточного количества носителей тока, электронов и ионов, в межэлектродном пространстве может установиться самостоятельный дуговой разряд (см. «Устойчивость при сварке с короткими замыканиями», https://studopedia.ru/14_40700_ustoychivost-pri-svarke-s-korotkimi-zamikaniyami.html).
При первичном возбуждении электрода часто возникает проблема залипания электрода. Причиной залипания является гашение дуги при погружении электрода в ванну, возникшую в процессе формирования дуги. На начальном этапе формирования дуги, когда еще не возник полноценный сварочный процесс, и дуга не достигла длины, соответствующей рабочему току, колебание электрода в направлении ванны может погасить дугу при погружении его в ванну. Мощность резко падает при переходе от режима горения дуги (ГД) в режим короткого замыкания (КЗ) и электрод «примерзает».
Известны способы зажигания дуги, улучшающие возбуждение дуги.
Например, способ зажигания дуги с проведением этапа так называемого «горячего пуска». Данный способ чаще всего осуществляют с применением тиристорных выпрямителей, инверторных источников и транзисторных постовых регуляторов (см., например, Каталог ЗАО «Уралтермосвар» за 2010 г. или Каталог ООО ИТС-Урал за 2010 г.).
Для проведения этапа горячего пуска в течение 0,5-3 секунд обеспечивают начальное увеличение тока в 1,4-2 раза, благодаря которому повышается надежность установления дугового разряда и, следовательно, улучшается качество начального участка сварного шва, но вероятность прилипания электрода в данном способе не устраняется, а даже возрастает.
Также известен способ зажигания сварочной дуги, предусматривающий проведение начального этапа «мягкого пуска», осуществляемого при токе, величина которого находится в интервале от 0,2 до 0,3 от сварочного. После нагрева этим током контакта производят отрыв электрода.
Этот способ получил широкое распространение для ТИГ сварки под названием LiftArc. Этот способ широко применяется во всех современных инверторных ТИГ аппаратах.
Фактически попытка реализации способа LiftArcдля неплавящегося электрода осуществлена в патентном документе RU2467845 С2, опуб., 27.11.2012, являющийся наиболее близким аналогом к заявленному изобретению.
Недостатком известного способа является низкий процент, составляющий не менее 60%.
Это связано с тем, что способ работает при условии, когда в начальный момент первое касание дает хороший контакт, близкий к КЗ, при котором устанавливается ток равный (0.2-0.3) Iсв.
Однако получение контакта КЗ с одинаковым сопротивлением невозможно, поскольку переменными являются площадь касания, сила прижатия, влажность т. п.
Технической проблемой является устранение перечисленных недостатков известных решений.
Технический результат заключается в повышении надежности зажигания сварочной дуги, независимо от площади касания, силы прижатия, влажности и прочих параметров сварки.
Проблема решается, а технический результат достигается тем, что способ зажигания дуги при ручной дуговой сварке, заключающийся в том, что обеспечивают пусковой режим путем изменения параметров пускового тока в момент касания электрода, по крайней мере, одной свариваемой детали, а после зажигания дуги переводят источник питания в рабочий сварочный режим с заданным значением тока, при этом, согласно изобретению, значение тока сварочного режима задают перед зажиганием дуги, пусковой режим обеспечивают путем вырабатывания, по меньшей мере, одной серии импульсов тока, при этом программируют количество импульсов в серии не менее 30, длительность импульса тока – в диапазоне 2-50 миллисекунд, а период повторения импульсов – 2-50 миллисекунд, при этом во время пускового режима измеряют возникающие реальные ток и напряжение в каждом текущем импульсе пускового режима и, при достижении напряжения, равного значению напряжения сварочной дуги при токе, величина которого соответствует значению, заданному перед зажиганием, прекращают генерацию импульсов, переводя работу источника питания в рабочий сварочный режим.
Изобретение поясняется при помощи чертежей.
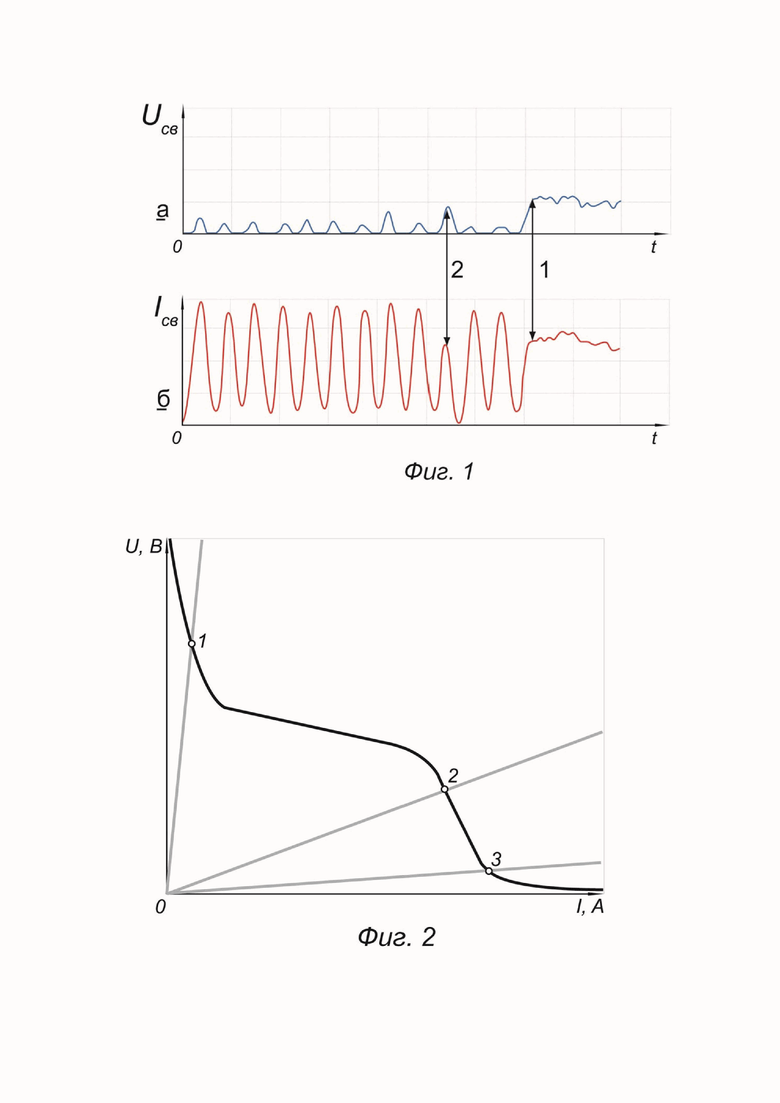
На фиг. 1 показана реальная осциллограмма процесса возбуждения дуги где: а – кривая напряжения, б – кривая тока, 1 – момент начала устойчивого горения дуги, 2 – момент близкий к возникновению устойчивого горения дуги;
На фиг. 2 показаны три возможных варианта нагрузочных характеристик при первичном касании электродом свариваемой детали с учетом вольтамперной характеристики (ВАХ) сварочного источника.
Заявленный способ реализуется следующим образом. При начальном касании может возникнуть неопределенность в величине сопротивления контакта «деталь-электрод» и каждый, генерируемый импульс в этом случае может иметь различные напряжение и ток, соответствующие ВАХ сварочного источника и сопротивлению контакта.
На Фиг. 2 в точке 1 - напряжение и ток соответствуют «плохому» контакту (когда сопротивление существенно выше сопротивления КЗ), где напряжение близко к Uхх. Благодаря высоким напряжению и сопротивлению, возбуждение дуги происходит более легко, чем при КЗ и рабочая точка переходит в точку 2, что соответствует сварочному режиму.
Рассмотрим возникновение дуги при «хорошем» контакте КЗ. На Фиг. 2 в точке 3 напряжение и ток соответствуют КЗ, где напряжение близко к нулю, а ток близок к максимальному току источника.
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию электрода, образуя тонкую шейку, в следствие сил Пинч-эффекта. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электронов и происходит возникновение дуги. (Фиг 2. точка 2).
Однако часто в момент возникновения дуги происходит залипание электрода. Причина залипания– это развивающаяся дуга, создающая достаточно объемную ванну, которая способна погасить зарождающуюся дугу при перемещении электрода в сторону ванны. Дуга гаснет, мощность падает, несмотря на существенный ток КЗ, и электрод «примерзает».
Для предотвращения эффекта «примерзания» необходимо создать условия, при которых дуга развивалась бы быстрее, чем сформировалась ванна, способная поглотить дугу.
Ускорить развитие дуги возможно за счет повышения скорости нарастания энергии в зоне контакта, которая бы разрасталась в сторону электрода. На практике было замечено, что чем больше индуктивность выходного дросселя, тем хуже поджиг и наоборот.
Это происходит из-за относительно медленного нарастания тока вследствие большой индуктивности в сварочной цепи, т.е. малого dI/dt
Т.е. если в начальный момент поджига произвести увеличение dI/dt в несколько раз до максимально возможного тока источника и за время минимальное, достижимое источником, то и вероятность зарождения дуги будет выше.
По условиям предлагаемого способа применяемый импульсный источник электрического тока способен формировать импульсы сварочного тока с фронтом и спадом импульсов, позволяющих генерировать импульсы длительностью от 2 до 50 мс, при скорости нарастания тока не менее 300 А/мс, что вполне приемлемо для инверторных источников среднего быстродействия с частотой преобразования 30-40 кГц.
Диапазон длительностью от 2 до 50 мс определяется следующими причинами – при длинах сварочных кабелей более 20-ти метров импульсы длительностью менее 2 мс в следствие индуктивности кабелей потеряют амплитуду импульса из-за уменьшения скорости нарастания фронта импульса, что приведет к снижению эффективности поджига.
- максимальная длительность, как показали экспериментальные исследования, равная 50 мс, вполне достаточна для обеспечения работоспособности предлагаемого способа в случае компенсации параметров, ухудшающих поджиг, таких как влажность обмазки электрода, металлургического состава, запыления поверхности детали и другое.
- скорость нарастания тока выбрана из условия предлагаемого алгоритма – возникновение устойчивой дуги при наличии рабочего тока и рабочего сварочного напряжения, т.е. при диаметре электрода 6 мм рабочий ток 250 – 300 А, что реально достижимо при импульсе 2 мс с кабелем 20 м.
Исследования устойчивости поджига дуги на сварочном источнике «Строитель 326» предприятия НПФ ИТС показали практически 100% возбуждение дуги при первичном касании электродом диаметром 3 мм при токе 80 А. Наиболее частые прилипания электрода проявляются при небольших токах, поэтому большее внимание при испытаниях уделялось при токах ниже 100 А.
Кроме того, относительно высокая скорость нарастания мощности во время импульса способствует возбуждению дуги, но не образованию существенного объема ванны, способной поглотить в себе электрод и загасить дугу.
Подача энергии в виде периодической последовательности импульсов, приводит к тому, что охлаждение ванны в интервале между импульсами будет быстрее на более массивной детали, чем на электроде. Тепло, создаваемое током КЗ в центре стыка детали и электрода, будет растекаться несимметрично. Таким образом, серия из нескольких импульсов приводит к большему разогреву электрода, возникновению расплавленного перешейка и дуги под электродом, что практически не приводит к существенному увеличению размера ванны.
Поэтому при срыве зарождающейся дуги, при нежелательном погружении электрода в мелкую ванну, залипания будут происходить значительно реже.
Для определения факта устойчивого возбуждения дуги в каждом текущем импульсе измеряют значение тока и напряжения и при достижении напряжения равного значению сварочной дуги при заданном токе и при наличии тока в цепи «электрод – ванна», переходят на рабочий режим сварки и выключают генерацию импульсов.
Предложенный способ позволяет автоматически подстраиваться числом импульсов под диаметр электрода, его вид обмазки, температуру свариваемых деталей их толщину, влажность и т. Это происходит за счет произвольного числа импульсов, обеспечивающих достаточной энергией контактную зону – электрод-деталь, и доводящих потенциальный дуговой промежуток до состояния, при котором возможно возникновение дуги.
Поэтому дуга может возникнуть на первом импульсе, а может на 25-ом. Практика показала, что 30 импульсов гарантированно обеспечивают возникновение дуги для всех диаметров штучных электрода для ручной сварки.
Предполагаемое изобретение позволяет снизить вероятность залипания, как при первичном касании электрода, так и при переподжиге при обрыве дуги в процессе сварки.
Таким образом, использование заявленного способа поджига сварочной дуги, независимо от площади касания, силы прижатия, влажности и прочих параметров сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ (ВАРИАНТЫ) | 2007 |
|
RU2343050C2 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПОСТОЯННОГО ТОКА ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2028892C1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| Способ автоматической дуговой точечной сварки | 1990 |
|
SU1706794A1 |
| Источник питания для дуговой сварки | 1985 |
|
SU1279770A1 |
Изобретение относится к области сварочного производства, в частности к способу зажигания дуги при ручной дуговой сварке, и может найти применение при ручной дуговой сварке с покрытым электродом. Технический результат заключается в повышении надежности зажигания сварочной дуги, независимо от площади касания, силы прижатия, влажности и параметров сварки. Обеспечивают пусковой режим путем изменения параметров пускового тока в момент касания электрода свариваемой детали. После зажигания дуги переводят источник питания в рабочий сварочный режим с заданным значением тока, которое задают перед зажиганием дуги. Пусковой режим обеспечивают путем вырабатывания по меньшей мере одной серии импульсов тока. Генерируют количество импульсов в серии не менее 30 со скоростью нарастания фронта импульса не менее 300 А/мс, длительностью импульса тока 2-50 миллисекунд и периодом повторения импульсов 2-50 миллисекунд. Во время пускового режима измеряют возникающие реальные ток и напряжение в каждом текущем импульсе пускового режима. При достижении напряжения, равного значению напряжения сварочной дуги при токе, величина которого соответствует значению, заданному перед зажиганием, прекращают генерацию импульсов, переводя работу источника питания в рабочий сварочный режим. 2 ил.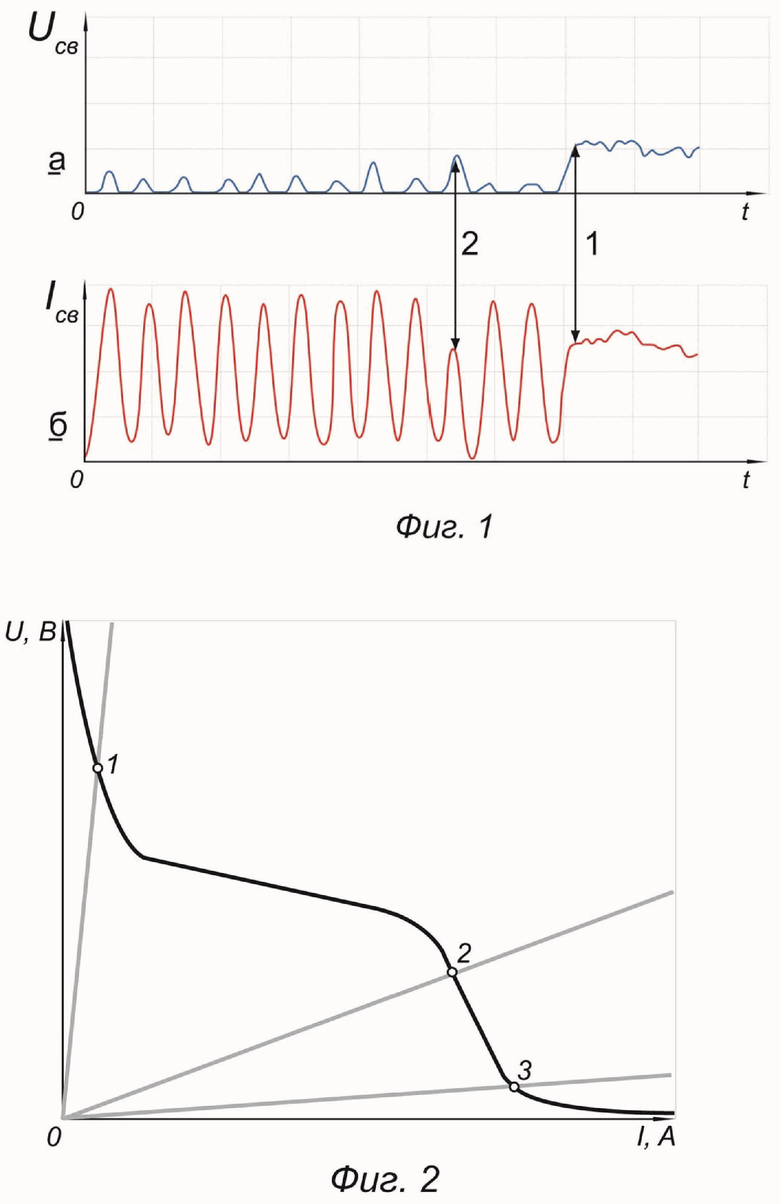
Способ зажигания дуги при ручной дуговой сварке, включающий осуществление пускового режима путем изменения параметров пускового тока в момент касания электрода по меньшей мере одной свариваемой детали, зажигания дуги и перевода источника питания в рабочий сварочный режим с заданным значением тока, отличающийся тем, что значение тока сварочного режима задают перед зажиганием дуги, а пусковой режим обеспечивают путем вырабатывания по меньшей мере одной серии импульсов тока, при этом генерируют количество импульсов в серии не менее 30 со скоростью нарастания фронта импульса не менее 300 А/мс, с длительностью импульса тока 2-50 миллисекунд и периодом повторения импульсов 2-50 миллисекунд, при этом во время пускового режима измеряют возникающие реальные ток и напряжение в каждом текущем импульсе пускового режима и при достижении напряжения, равного значению напряжения сварочной дуги при токе, величина которого соответствует значению, заданному перед зажиганием, прекращают генерацию импульсов, переводя работу источника питания в рабочий сварочный режим.
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| Способ зажигания сварочной дуги | 1988 |
|
SU1668070A1 |
| Способ дуговой электросварки | 1950 |
|
SU96495A1 |
| РЕГУЛЯТОР-СТАБИЛИЗАТОР ПЕРЕМЕННОГО НАПРЯЖЕНИЯ | 0 |
|
SU260730A1 |
| DE 4032618 A1, 02.04.1992 | |||
| DE 69820107 D1, 08.01.2004. | |||

