Изобретение относится к области сварки и может быть использовано при автоматической сварке заготовок преимущественно неплавящимся электродом с подачей в зону сварки мягкой присадочной проволоки.
Известен способ подачи присадочной проволоки в зону сварки, заключающийся в перемещении присадочной проволоки по кривой в плоскости, перпендикулярной к поверхности свариваемой заготовки, с вылетом в зону сварки, при этом проволоке задают величину подачи с усилием, большим силы трения сопротивления, определяемой модулем нормальной реакции (см. Авторское свидетельство СССР 1830321 А1. Устройство для сварки. МКИ 5 В 23 К 9/12, БИ 28, 30.07.93). Данное техническое решение принято за прототип.
Недостатком известного способа, принятого за прототип, является наличие в присадочной проволоке на длине вылета в зону сварки неопределенной кривизны и остаточного внутреннего напряжения, что приводит к прерыванию касания присадочной проволоки к поверхности свариваемой заготовки в зоне сварки с усилием, определяемым модулем нормальной реакции, а отрыв присадочной проволоки от поверхности свариваемой заготовки в зоне сварки снижает качества сварного шва, особенно, при автоматической сварке заготовки неплавящим электродом.
Известно устройство подачи присадочной проволоки в зону сварки, содержащее кронштейн, установленный под углом 3-5o относительно поверхности свариваемой заготовки, на котором нормально установлены сварочная горелка и подвеска, последняя состоит из стойки с шарнирно соединенной с ней подпружиненной державки, криволинейный тракт подачи присадочной проволоки в зону сварки, расположенный в плоскости, перпендикулярной к поверхности свариваемой заготовки, с мундштуком на конце, в последнем эксцентрично тракту выполнено выходное отверстие с эксцентриситетом вдоль оси, расположенной в плоскости криволинейного тракта, со смещением в направлении свариваемой заготовки (Авторское свидетельство СССР 1830321 А1. Устройство для сварки. МКИ 5 В 23 К 9/12, БИ 28, 30.07.93). Данное устройство принято за прототип.
Недостатком известного устройства, принятого за прототип, является наличие отрыва присадочной проволоки от поверхности свариваемой заготовки из-за того, что криволинейный тракт не позволяет выровнить присадочную проволоку и получить на вылете в зону сварки заданный радиус кривизны и снять в проволоке внутреннее напряжение, а пружина коррекции подвески мундштука, шарнирно установленной на стойке, снижает свою упругость под воздействием термоциклирования сварочной дуги.
Основной задачей, на решение которой направлены заявляемые способ подачи присадочной проволоки в зону сварки и устройство для его осуществления, является исключение при автоматической сварке отрыва присадочной проволоки от поверхности свариваемой заготовки.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является повышение качества сварных швов и стабильности процесса сварки, особенно при автоматической сварке тонкостенных заготовок.
Указанный технический результат достигается тем, что в известном способе подачи присадочной проволоки в зону сварки, заключающемся в перемещении присадочной проволоки по кривой в плоскости, перпендикулярной к поверхности свариваемой заготовки, с вылетом в зону сварки, при этом проволоке задают величину подачи с усилием, большим силы трения сопротивления, определяемой модулем нормальной реакции согласно предложенному техническому решению присадочную проволоку на длине перемещения в зону сварки изгибают в плоскости, перпендикулярной к поверхности свариваемой заготовки, до получения на вылете заданного радиуса кривизны за счет остаточной деформации и снятия в проволоке внутреннего напряжения, после чего проволоку подают в зону сварки с касанием радиусом изгиба поверхности свариваемой заготовки в точке пересечения радиуса изгиба присадочной проволоки с осью сварочной горелки; радиус кривизны присадочной проволоки на вылете в зону сварки формируют путем деформации проволоки по участкам с переходом от большей кривизны изгиба к меньшей за счет изменения направления модулей нормальной реакции на длине перемещения проволоки до вылета в зону сварки, исходя из условия
R1<Rв<R2,
где R1 - радиус кривизны начального участка перемещения присадочной проволоки,
R2 - радиус кривизны конечного участка перемещения присадочной проволоки перед вылетом в зону сварки,
Rв - радиус кривизны присадочной проволоки на длине вылета в зону сварки.
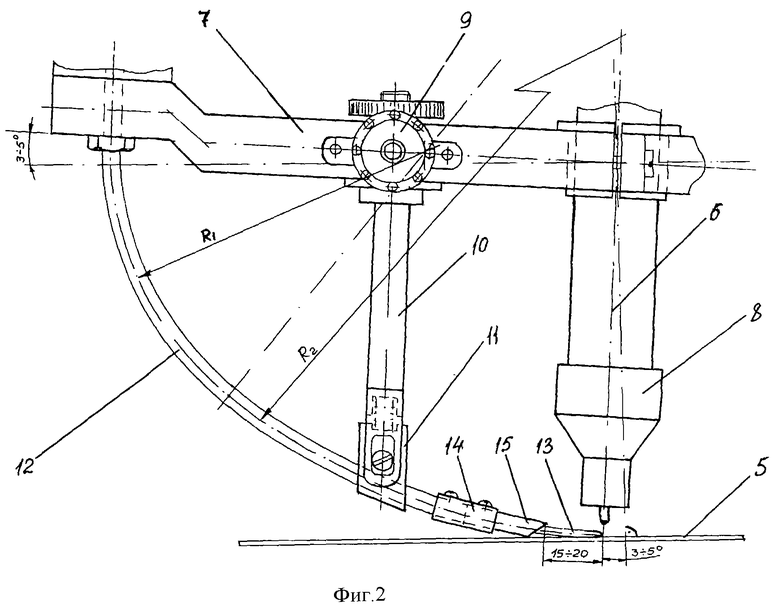
Указанный технический результат достигается тем, что в известном устройстве для осуществления вышеуказанного способа, содержащем кронштейн, установленный под углом 3-5o относительно поверхности свариваемой заготовки, на котором нормально установлены сварочная горелка и подвеска, последняя состоит из стойки с шарнирно соединенной с ней подпружиненной державки, криволинейный тракт подачи присадочной проволоки в зону сварки, расположенный в плоскости, перпендикулярной к поверхности свариваемой заготовки, с мундштуком на конце, в последнем эксцентрично тракту выполнено выходное отверстие с эксцентриситетом вдоль оси, расположенной в плоскости криволинейного тракта, со смещением в направлении свариваемой заготовки, согласно предложенному техническому решению криволинейный тракт подачи присадочной проволоки выполнен с двойной кривизной, причем конец тракта с большей кривизной закреплен в кронштейне, а с меньшей - в державке, при этом мундштук присоединен к тракту посредством переходной втулки, закрепленной на выступающем из державки конце тракта; выходное отверстие мундштука выполнено плавно расширяющимся в направлении свариваемой поверхности заготовки по мере выхода к свободному торцу, линия эксцентриситета которого расположена в плоскости расположения криволинейного тракта, при этом на свободном торце мундштука вдоль линии эксцентриситета выполнен скос под углом 45o до верхней границы выходного отверстия, образующий козырек прижима присадочной проволоки к поверхности свариваемой заготовки; расстояние от козырька мундштука до оси сварочной горелки составляет 15...20 мм.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа подачи присадочной проволоки в зону сварки и устройства для осуществлении этого способа, отсутствуют. Следовательно, каждое из заявленных технических решений соответствует условию патентоспособности "новизна".
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипов признаками каждого заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками каждого из заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, каждое из заявляемых технических решений соответствует условию патентоспособности "изобретательский уровень".
В настоящей заявке на выдачу патента соблюдено требование единства изобретения, поскольку способ и устройство предназначены для подачи присадочной проволоки в зону сварки.
Заявленные технические решения решают одну и ту же задачу - исключение отрыва присадочной проволоки в зоне сварки путем получения заданного радиуса кривизны на длине вылета в зону сварки за счет остаточной деформации и снятия в ней внутреннего напряжения.
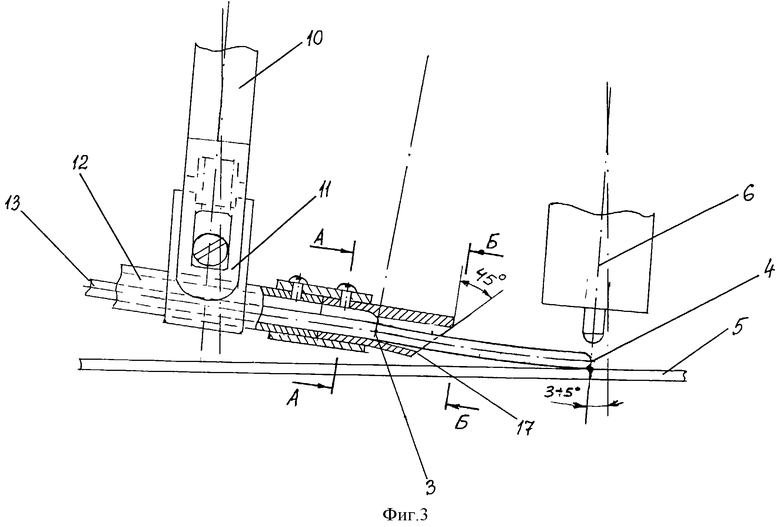
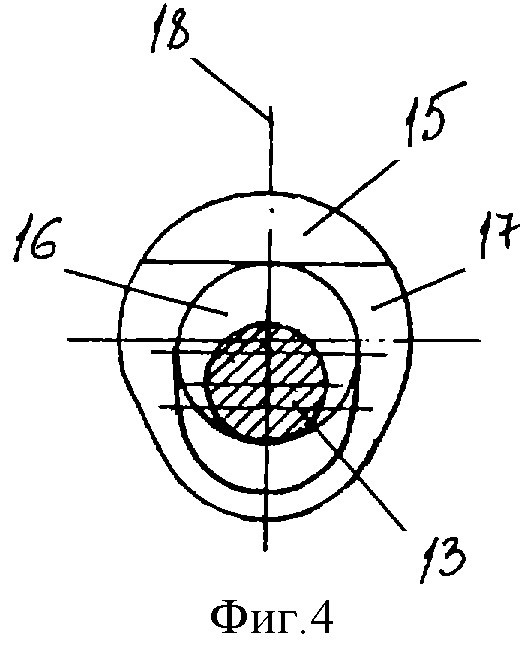
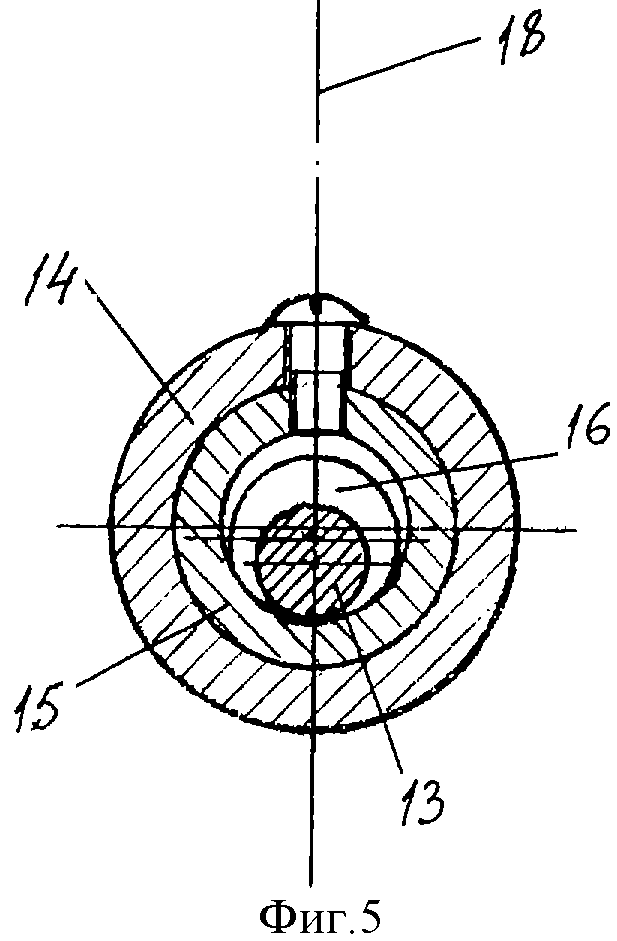
На фиг. 1 показана схема подачи присадочной проволоки в зону сварки; на фиг. 2 - устройство подачи присадочной проволоки в зону сварки; на фиг.3 - устройство крепления криволинейного тракта; на фиг.4 - разрез по А-А на фиг. 3; на фиг.5 - разрез по Б-Б на фиг.3.
Способ подачи присадочной проволоки в зону сварки осуществляют следующим образом. Присадочную проволоку подают в зону сварки перемещением по кривой с двойной кривизной в плоскости, перпендикулярной к поверхности свариваемой заготовки, со скоростью перемещения Vпp и усилием подачи  , большей суммы сил трения Fтp1, Fтр2 и Fтр3, определяемых соответственно модулями нормальной реакции Rn1, Rn2 и Rn3, на участке 1-2 с радиусом кривизны R1, на участке 2-3 с радиусом кривизны R2 и на участке 3-4 вылета проволоки с радиусом кривизны Rв. Выполняя условие R1<Rв<R2, на участке 1-2 присадочную проволоку изгибают до радиуса кривизны R1 под воздействием усилия, определяемого модулем нормальной реакции Rn1, в результате чего в проволоке создается внутреннее напряжение изгиба. На участке 2-3 проволоку разгибают до радиуса кривизны R2 под воздействием усилия, определяемого противоположно направленным модулем нормальной реакции Rn2, при котором в проволоке формируется радиус кривизны Rв за счет остаточной деформации и снимается внутреннее напряжение, созданное в результате изгиба на участке 1-2, с которым присадочная проволока на участке 3-4 подается в зону сварки с касанием поверхности 5 свариваемой заготовки в точке пересечения радиуса изгиба присадочной проволоки с осью 6 сварочной горелки под воздействием модуля нормальной реакции Rn3 (фиг.1).
, большей суммы сил трения Fтp1, Fтр2 и Fтр3, определяемых соответственно модулями нормальной реакции Rn1, Rn2 и Rn3, на участке 1-2 с радиусом кривизны R1, на участке 2-3 с радиусом кривизны R2 и на участке 3-4 вылета проволоки с радиусом кривизны Rв. Выполняя условие R1<Rв<R2, на участке 1-2 присадочную проволоку изгибают до радиуса кривизны R1 под воздействием усилия, определяемого модулем нормальной реакции Rn1, в результате чего в проволоке создается внутреннее напряжение изгиба. На участке 2-3 проволоку разгибают до радиуса кривизны R2 под воздействием усилия, определяемого противоположно направленным модулем нормальной реакции Rn2, при котором в проволоке формируется радиус кривизны Rв за счет остаточной деформации и снимается внутреннее напряжение, созданное в результате изгиба на участке 1-2, с которым присадочная проволока на участке 3-4 подается в зону сварки с касанием поверхности 5 свариваемой заготовки в точке пересечения радиуса изгиба присадочной проволоки с осью 6 сварочной горелки под воздействием модуля нормальной реакции Rn3 (фиг.1).
Устройство для подачи присадочной проволоки в зону сварки содержит кронштейн 7, расположенный на каретке сварочной установки под углом 3-5o относительно поверхности 5 свариваемой заготовки, сварочную горелку 8, подвеску 9, состоящую из стойки 10 с шарнирно соединенной с ней подпружиненной державки 11, криволинейный тракт 12 с двойной кривизной, расположенный в плоскости, перпендикулярной к поверхности 5, причем конец тракта 12 с большей кривизной радиусом R1 закреплен в кронштейне 7, а с меньшей, радиусом R2, - в державке 11 (фиг.2). На конце тракта 12 с противоположной стороны державки 11 посредством переходной втулки 13 присоединен мудштук 14, на свободном торце которого выполнен скос 15 под углом 45o до верхней границы выходного отверстия 16, образующий козырек 17 прижима присадочной проволоки 18 к поверхности 5 свариваемой заготовки (фиг.3). Выходное отверстие 16 вначале выполнено эксцентричным к тракту 12 вдоль оси 19, расположенной в плоскости криволинейного тракта 12, в направлении поверхности 5 свариваемой заготовки (фиг. 4). По мере выхода к свободному торцу мундштука 14 выходное отверстие 16 выполнено плавно расширяющимся в направлении поверхности 5 свариваемой заготовки (фиг.5).
Устройство для подачи присадочной проволоки в зону сварки работает следующим образом. Присадочную проволоку 18 подают в криволинейный тракт 12 с заданной скоростью Vпp и усилием подачи  , большей силы трения Fтр= Fтр1+Fтр2+Fтр3, противодействующей на пути перемещения проволоки в зону сварки. Под воздействием усилия подачи
, большей силы трения Fтр= Fтр1+Fтр2+Fтр3, противодействующей на пути перемещения проволоки в зону сварки. Под воздействием усилия подачи  с одной стороны, кривизны тракта 12 на участке с радиусом R1 и силы противодействия Fтр с другой присадочная проволока 18 изгибается до радиуса R1 с внутренним напряжением изгиба. На участке с радиусом R2 присадочная проволока разгибается до радиуса Rв с учетом остаточной деформации меньше радиуса R2, и снимается внутреннее напряжение, с последними присадочная проволока подается в зону сварки с касанием поверхности 5 свариваемой заготовки в точке пересечения радиуса изгиба присадочной проволоки с осью 6 сварочной горелки. При возникновении неровностей в присадочной проволоке 18 на вылете из тракта 12, когда проволока стремится к отрыву от поверхности 5 свариваемой заготовки, козырек 17 предотвращает этот отрыв и наоборот, когда радиус Rв кривизны проволоки на вылете становится меньше, плавно расширяющееся в направлении поверхности 5 свариваемой заготовки выходное отверстие 16 мундштука 14 также предотвращает отрыв присадочной проволоки 18 от поверхности 5 свариваемой заготовки.
с одной стороны, кривизны тракта 12 на участке с радиусом R1 и силы противодействия Fтр с другой присадочная проволока 18 изгибается до радиуса R1 с внутренним напряжением изгиба. На участке с радиусом R2 присадочная проволока разгибается до радиуса Rв с учетом остаточной деформации меньше радиуса R2, и снимается внутреннее напряжение, с последними присадочная проволока подается в зону сварки с касанием поверхности 5 свариваемой заготовки в точке пересечения радиуса изгиба присадочной проволоки с осью 6 сварочной горелки. При возникновении неровностей в присадочной проволоке 18 на вылете из тракта 12, когда проволока стремится к отрыву от поверхности 5 свариваемой заготовки, козырек 17 предотвращает этот отрыв и наоборот, когда радиус Rв кривизны проволоки на вылете становится меньше, плавно расширяющееся в направлении поверхности 5 свариваемой заготовки выходное отверстие 16 мундштука 14 также предотвращает отрыв присадочной проволоки 18 от поверхности 5 свариваемой заготовки.
По данному изобретению изготовлен опытный образец, последний смонтирован на установке автоматической сварки, с помощью которой проведена опытная сварка листовых заготовок с последующими испытаниями на прочность, непрерывность сварки и качество сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Способ аргоно-дуговой сварки сты-KOB ТРуб | 1979 |
|
SU812466A1 |
| Устройство для дуговой сварки | 1977 |
|
SU751539A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1991 |
|
RU2024379C1 |
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
Изобретение относится к сварке и может быть использовано при автоматической сварке тонкостенных заготовок неплавящимся электродом. Присадочную проволоку подают в зону сварки по кривой в плоскости, перпендикулярной к поверхности свариваемой заготовки до получения на вылете заданного радиуса кривизны за счет остаточной деформации и снятия в проволоке внутреннего напряжения. Проволоку подают с ее касанием поверхности свариваемой заготовки в точке пересечения с осью сварочной горелки. Радиус кривизны проволоки на вылете в зону сварки формируют путем деформации проволоки. Криволинейный тракт устройства для подачи проволоки выполнен с двойной кривизной. Конец тракта с большей кривизной закреплен в кронштейне, а с меньшей - в державке. Мундштук присоединен к тракту посредством переходной втулки. Выходное отверстие мундштука выполнено плавно расширяющимся в направлении свариваемой поверхности заготовки. На свободном торце мундштука вдоль линии эксцентриситета выполнен скос под углом 45o до верхней границы выходного отверстия. Расстояние от козырька мундштука до оси сварочной горелки составляет 15...20 мм. Такое выполнение устройства и осуществление данного способа позволяет значительно повысить качество сварных швов и стабильность процесса сварки. 2 с. и 2 з.п. ф-лы, 5 ил.
R1<Rв<R2,
где R1 - радиус кривизны начального участка перемещения присадочной проволоки;
R2 - радиус кривизны конечного участка перемещения присадочной проволоки перед вылетом в зону сварки;
Rв - радиус кривизны присадочной проволоки на длине вылета в зону сварки.
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| US 5149939, 22.09.1992. | |||

