Изобретение относится к области технологии машиностроения, а именно к завинчивающим устройствам, и может быть использовано при завинчивании шпилек в базовые корпусные детали, когда требуется точная величина глубины завинчивания шпилек, без контактирования инструмента с привалочнои плоскостью базовой детали.
Цель изобретения - повышение точности завинчивания шпилек до заданной величины их выступающих частей над привалочнои плоскостью.
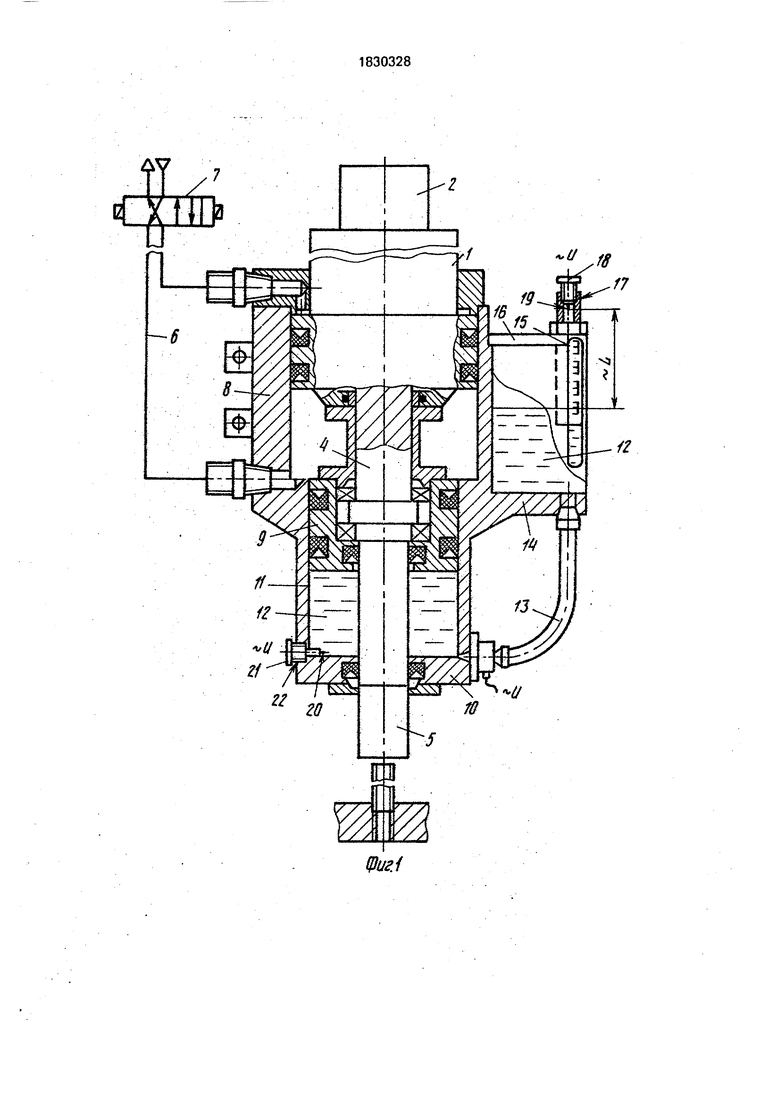
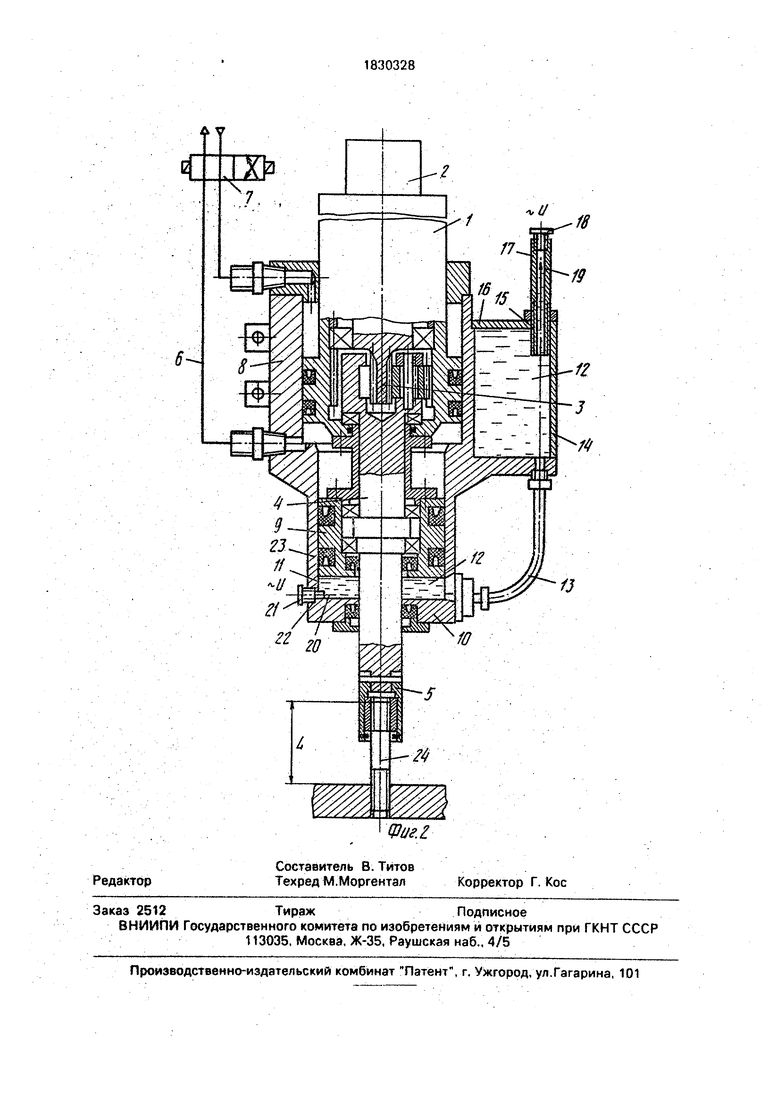
На фиг.1 изображено предлагаемое устройство в исходном положении, в разрезе; на фиг.2 - то же, в рабочем положении.
Устройство для завинчивания шпилек содержит завинчивающую головку 1, включающую в себя двигатель 2, планетарный редуктор 3, шпиндель 4 с рабочей насадкой 5, воздухораспредельную систему, включающую воздухопроводящие шланги 6 и воздухораспределитель 7, пневмоцилиндр 8 снабжен поршнем 9, охватывающим шпиндель и с нижней крышкой 10 образующим камеру 11. заполненную токопроводящей жидкостью 12, эластичным рукавом 13 соединенную с емкостью 14, заполненной также однородной жидкостью, причем в резьбовом отверстии 15 верхней крышки 16 емкости 14 установлена резьбовая трубка 17, закрытая регулируемой пробкой 18,
00
SCJ
GO К
со
снабженной электроконтактом 19, замыкающим через токопроводящую жидкость 12 с электроконтактом 20, установленным в пробке 21, размещенной в сквозном резьбовом отверстии 22 нижней части 23 пневмо- цилиндра, при достижении заданной величины выступания шпильки.
Устройство работает следующим образом.
Перед началом работы производится контрольное ввинчивание шпильки 24 в изделие. Для этого производят наживление шпильки, подводят к ней устройство с вращающимся шпинделем и перемещают его в сторону шпильки.При этом резьбовая насадка 5 навинчивается на шпильку, после чего шпилька начинает ввинчиваться в тело изделия. При достижении предварительно заданной величины выступающей шпильки над привалочной плоскостью поршень 9 вытесняет токопроводящую жидкость 12 из ка-1 меры 11, которая через эластичный рукав 13 перетекает в емкость 14 до тех пор, пока столб вытесненной жидкости 12 в резьбовой трубке 17 не замкнет электроконтакт 19, который дает команду на отключение двигателя 2.
Это показывает, что достигнута заданная величина выступления шпильки над приаапочной плоскостью. По достижении заданной величины чыступания шпильки останавливается двигатель 2 и включается реверс, при этом шпиндель 4 начинает вращаться в обратном направлении и рабочая насадка 5 свинчиеается со шпильки 24. При отводе шпинделя 4 от изделия из емкости 14 перетекает в камеру 11, разрывая электрическую цепь между электроконтактами 19 и 20. После отвода шпинделя 4 от шпильки 24 двигатель 2 отключается, при этом поршень
9 устанавливается в исходное положение, а жидкость 12 заполняет камеру If. Затем производится измерение длины выступания конца шпильки над привалочной плоскостью.
Если величина выступания шпильки не соответствует заданной, то проводят дополнительную регулировку. Для этого вращают в ту или иную сторону резьбовую трубку 17 относительно верхней крышки 16 емкости 14. которая ввинчивается или вывинчивается по резьбе из ёмкости 14, соответствен но увеличивая или уменьшая объем вытесненной жидкости 12 из камеры 11 в емкость 14. Более точную регулировку объема вытесненной
жидкости производят резьбовой регулируемой пробкой 18, соответственно увеличивая или уменьшая величину выступления шпильки над привалочной плоскостью. Формул а изобретени я
Устройство для завинчивания шпилек, содержащее корпус, внутри которого коак- сиально размещены ротационный двигатель с планетарным редуктором, который оканчивается шпинделем с рабочей насадкой, и пневмоцшшндр. поршень которого жёстко соединен с планетарным редуктором и поршнем малого диаметра, образующим с нижней крышкой малой ступени пневмоцилиндра камеру, заполненную жидкостью и соединенную с автономной емкостью трубопроводом, а также систему управления с датчиком, клапанами и дросселями, от л и ч а ю щ е е с я тем, что, с целью повышения стабильности завинчивания
шпилек по высоте, датчик выполнен в виде установленной в камере пробки с электро- дом и трубки с наружной резьбой и расположенной внутри этой трубки также пробки с электродом, при этом трубка расположена
в автономной емкости, а жидкость является электропроводной.
18
17
v# Ф
18
ff
Фм.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндель многошпиндельного шпильковерта | 1980 |
|
SU967769A1 |
| Способ определения качества резьбовых соединений типа шпилька-деталь с резьбовым отверстием | 1985 |
|
SU1298062A1 |
| ПРИСПОСОБЛЕНИЕ К МНОГОШПИНДЕЛЬНОМУ СТАНКУ ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК И ГАЕК | 1972 |
|
SU344955A1 |
| Устройство для завинчивания шпилек | 1985 |
|
SU1296348A1 |
| Устройство для завинчивания гаек | 1988 |
|
SU1648743A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 2005 |
|
RU2288834C1 |
| Винтоверт | 1982 |
|
SU1098744A1 |
| Устройство для сборки резьбовых соединений | 1982 |
|
SU1036516A1 |
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1669703A1 |
| Устройство для сборки крепежных элементов | 1981 |
|
SU973336A1 |
Использование: при завинчивании шпилек в корпусные детали с достижением точной глубины завинчивания шпилек. Существо: устройство для завинчивания шпилек содержит завинчивающую головку, включающую в себя двигатель, планетарный редуктор, шпиндель с рабочей головкой, воздухораспределительную систему, пневмоцилиндр, охватывающий завинчивающую головку, датчик контроля поступательного перемещения последней, гидравлический датчик контроля уровня жидкости, выполненный в виде установленного в пнев- моцилиндре поршня, охватывающего шпиндель, образующий с нижней крышкой .головки камеру, заполненную токопроводя- щей жидкостью. Кроме того, в устройство имеется эластичный рукав, соединенный с емкостью с токопроводящей жидкостью, причем в резьбовом отверстии верхней крышки емкости установлена резьбовая трубка с регулируемой пробкой, снабженной электроконтактом, замыкающимся через токопроводящую жидкость с электроконтактом, установленным в пробке, размещенной в сквозном резьбовом от-, верстии нижней части пневмоцилиндрэ. При достижении заданной величины высту-. пания шпильки электроконтакты, замыкая электроцепь, дают команду на отключение привода завинчивающей головки. 2 ил. ш С
| Каталог фирмы atlas AepcO, Швеция, NEI544, 1969, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
