Изобретение относится к станкостроению, в частности, к металлорежущим станкам с автоматической сменой инструмента.
Цель изобретения - повышение производительности за счет сокращения цикла смены инструмента и повышение надёжности.
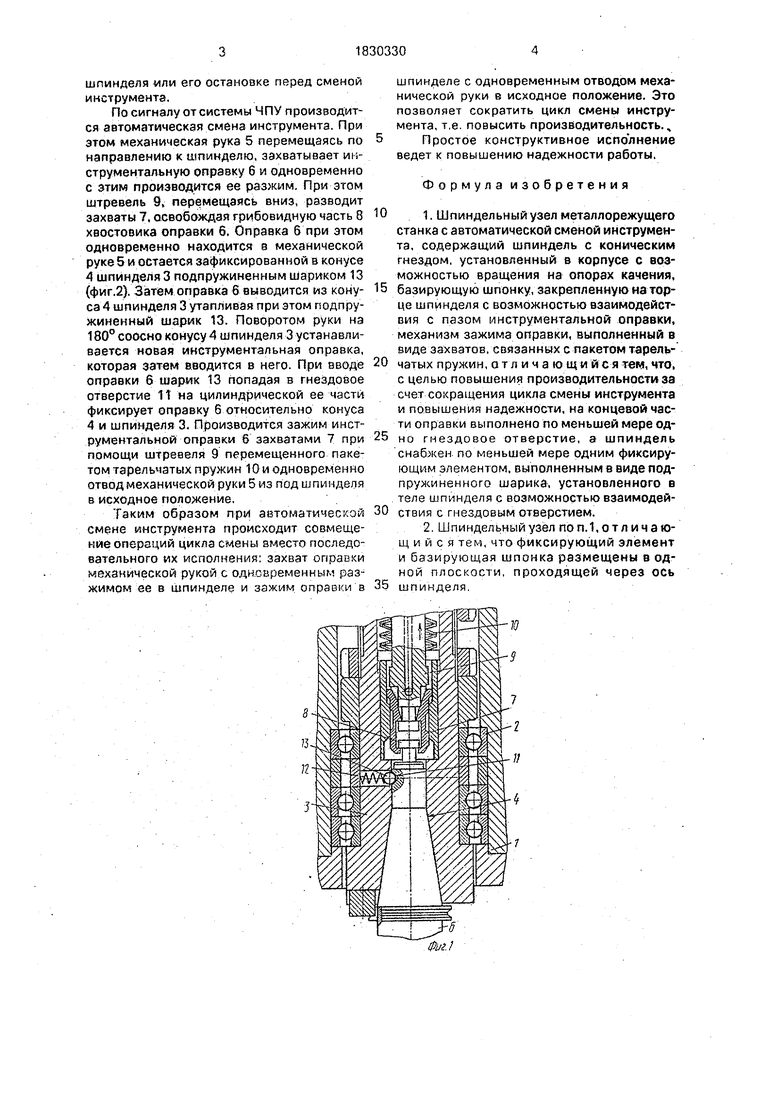
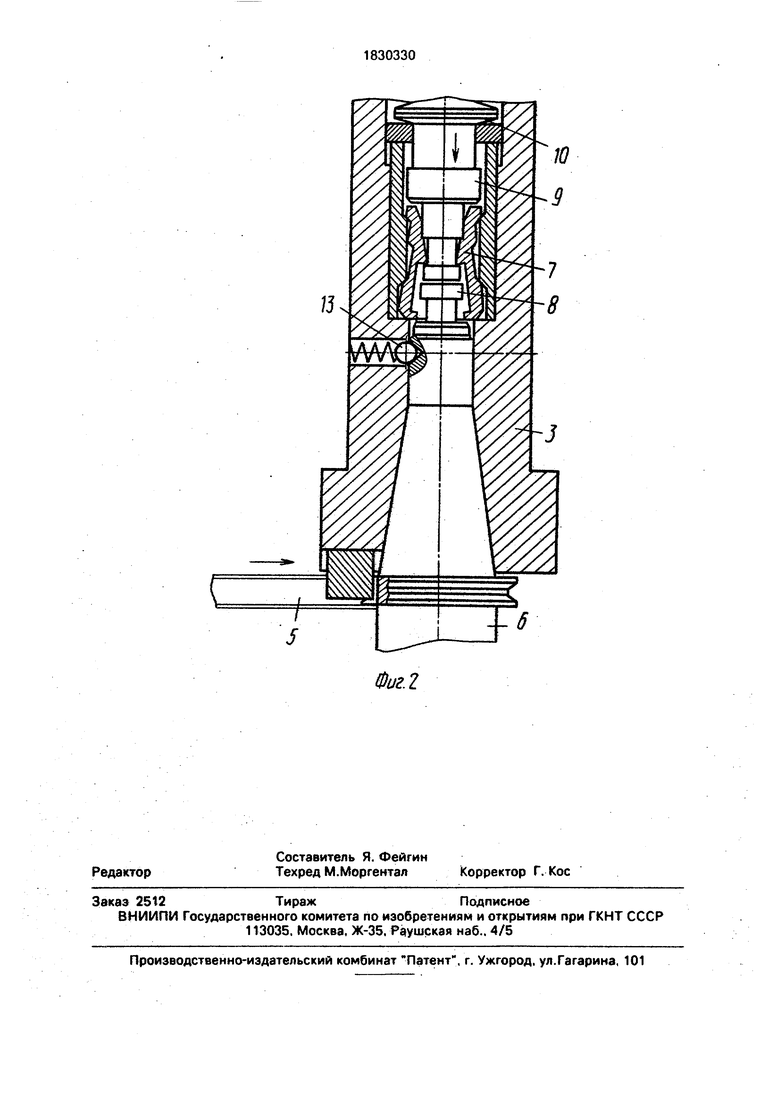
На фиг. 1 показан предлагаемый шпиндель при зажатой оправке, разрез; на фиг.2 - тоже, при разжатой оправке, разрез.
В корпусе 1 шпиндельного узла станка с автоматической сменой инструмента на передних опорах 2 и задних опорах качения (не показаны) смонтирован шпиндель 3 с коническим гнездом 4, в которое при помощи механической руки 5 устанавливается инструментальная оправка 6. Зажим оправки 6 в конусе шпинделя 3 производится захватами 7, взаимодействующими с грибовидной частью 8 хвостовика оправки 6, при помощи перемещенного вверх штре- валя 9 пакетом тарельчатых пружин 10.
Разжим производится механизмом зажима (не показан). На цилиндрическом участке концевой части оправки 6 выполнено гнездовое отверстие 11 (или несколько отверстий) взаимодействующее с фиксирующим элементом установленным в теле шпинделя 3 в виде подпружиненного пружиной 12 шарика 13.
Для удобства исполнения, а также для правильной ориентации подпружиненного шарика 13 относительно гнездового отверстия 11 на цилиндрической части оправки 6, отверстие под шарик в шпинделе 3, шпонка 14, гнездовое отверстие 11 и шпоночный паз в оправке 6 лежат в одной плоскости проходящей через ось сйпинделя 3.
Шпиндельный узел работает следующим образом.
В исходном положении (фиг.1) оправка 6 при помощи захватов 7 зафиксирована в коническом гнезде шпинделя, что соответствует ее рабочему положению: вращению
w
Ј
CD Ы О CJ СА
О
шпинделя мли его остановке перед сменой инструмента.
По сигналу от системы ЧПУ производится автоматическая смена инструмента. При этом механическая рука 5 перемещаясь по направлению к шпинделю, захватывает инструментальную рпрзвку 6 и одновременно с этим производится ее разжим. При этом щтревель 9,- перемещаясь вниз, разводит захваты 7, освобождая грибовидную часть 8 хвостовика оправки 6. Оправка 6 при этом одновременно находится в механической руке 5 и остается зафиксированной в конусе А шпинделя 3 подпружиненным Шариком 13 (фиг.2). Затем оправка б выводится из конуса 4 шпинделя 3 утапливая при этом подпружиненный шарик 13. Поворотом руки на 180° соосно конусу 4 шпинделя 3 устанавливается новая инструментальная оправка, которая затем вводится в него. При вводе оправки 6 шарик 13 попадая в гнездовое отверстие 1Т на цилиндрической ее части фиксирует оправку 6 относительно конуса 4 и шпинделя 3. Производится зажим инструментальной оправки 6 захватами 7 при помощи штревеля 9 перемещенного пакетом тарельчатых пружин 10 и одновременно отвод механической руки 5 из под шпинделя в исходное положение.
Таким образом при автоматической смене инструмента происходит совмещение операций цикла смены вместо последовательного их исполнения: захват оправки механической рукой с одновременным разжимом ее в шпинделе и зажим оправки в
шпинделе с одновременным отводом механической руки в исходное положение. Это позволяет сократить цикл смены инструмента, т.е. повысить производительность., Простое конструктивное исполнение ведет к повышению надежности работы.
Формула изобретения
1.Шпиндельный узел металлорежущего станка с автоматической сменой инструмента, содержащий шпиндель с коническим гнездом, установленный в корпусе с возможностью вращения на опорах качения,
базирующую шпонку, закрепленную на торце шпинделя с возможностью взаимодействия с пазом инструментальной оправки, механизм зажима оправки, выполненный в виде захватов, связанных с пакетом тарельчатых п ружи н,отличающийся тем, что, с целью повышения производительности за счет сокращения цикла смены инструмента и повышения надежности, на концевой части оправки выполнено по меньшей мере одно гнездовое отверстие, а шпиндель снабжен по меньшей мере одним фиксирующим элементом, выполненным в виде подпружиненного шарика, установленного в теле шпинделя е возможностью взаимодействия с гнездовым отверстием.
2.Шпиндельный узел поп.1,отличаю- щ и и с я тем, что фиксирующий элемент и базирующая шпонка размещены в одной плоскости, проходящей через ось шпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Станок с устройством автоматической смены инструмента | 1987 |
|
SU1472209A1 |
| Шпиндельный узел металлорежущего станка | 1985 |
|
SU1284732A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1764940A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Металлорежущий станок с устройством для автоматической смены инструмента | 1976 |
|
SU657953A1 |
Использование: станкостроение, в частности, металлорежущие станки с автоматической сменой инструмента. Сущность изо-, бретения: шпиндельный узел станка содержит установленный на опорах качения шпиндель с коническим гнездом и механизм зажима оправки. На концевой цилиндрической части оправки выполнено гнездовое отверстие, взаимодействующее с фиксирующим элементом, который удерживает оправку в шпинделе при разжатых захватах механизма зажима. Это позволяет совместить операции цикла смены инструмента: захват оправки с ее разжимом и отвод механической руки из-под шпинделя с зажимом оправки. 1 з.п. ф-лы, 2 ил.
Фиг.
s
Фиг. 2
| Патент США №4777713, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
