Изобретение относится к кабельной технике, в частности к технологии ленточных кабелей, жгутов, и может быть применено в электронной, электротехнической и приборостроительной промышленности, например в телевизионной технике и слаботочных приборах.
Цель изобретения - исключение брака и непроизводительного расхода материалов путем ограничения допусков и мерной резки.
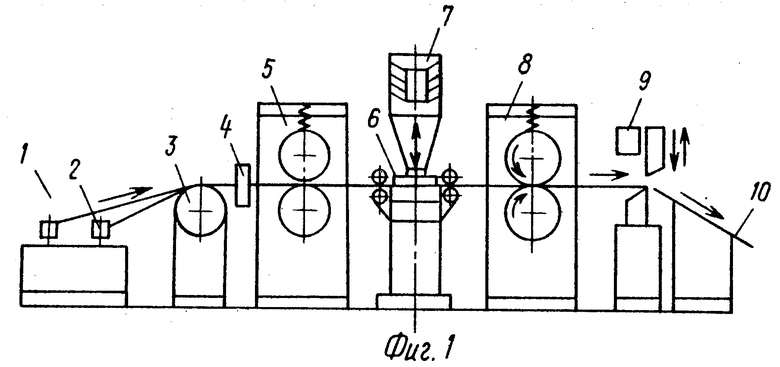
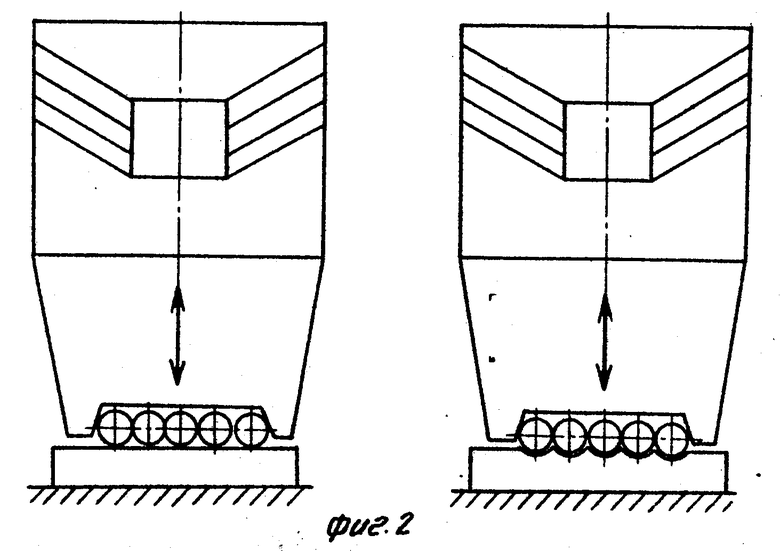
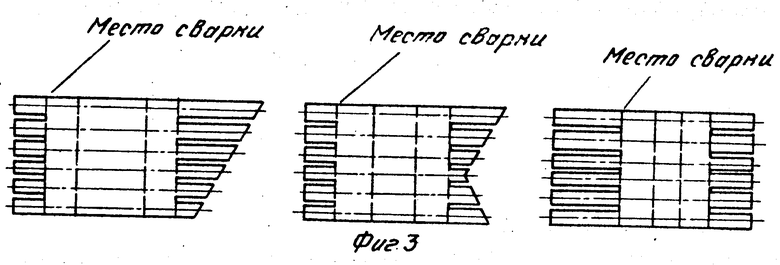
На фиг. 1 изображена технологическая схема изготовления жгутов; на фиг. 2 - эскизы способов формирования плоских жгутов; на фиг. 3 - виды разделки концов жгутов.
Согласно технологической схеме изготовления многожильного ленточного жгута, провода 1 с отдающих катушек 2 перемещаются по направляющему ролику 3 через фильеру 4, узел предварительного формования плоского жгута 5, механизм сварки, состоящий из опорного столика 6 и ультразвукового концентратора 7, а также через механизм перемещения ленточного жгута 8, узел формирования жгутов по длине с мерной резкой 9 по склизу 10 для подачи жгутов на следующую технологическую операцию или в сборник.
П р и м е р. Провода с поливинилхлоридной изоляцией, уложенные вплотную в виде ленты на опорном столике 6, подвергаются воздействию ультразвука частотой 10-60 кГц через ультразвуковой концентратор-инструмент 7 с амплитудой колебательных перемещений в пределах 25-35 мкм, при этом происходит быстрый ввод энергии продолжительностью воздействия 0,4-1,2 с в материал при максимальном теплообразовании на его соприкасаемых (контактируемых) поверхностях, достигающем температуры текучести без оплавления материала по толщине, после чего концентратор-инструмент удерживает провода с усилителем не более 5 МПа до упора.
В момент соприкосновения рабочей поверхности ультразвукового контактора-инструмента с поверхностью изоляции проводов результирующая ультразвуковых волн воздействует под углом (в пределах 40-50о) на провода и перемещает их друг к другу при дальнейшем опускании ультразвукового концентратора-инструмента, плотно прижимая и сваривая изоляцию в местах их соприкосновения. Ультразвуковой концентратор-инструмент поднимается в исходное положение, освобождая провода. Тянущий механизм протягивает провода на необходимое количество промежутков, и цикл сварки повторяется.
При этом количество протяжек, пропусков и сварок может меняться в любой заданной последовательности (набираемой на программаторе - на чертеже не показан).
Количество пропусков и сварных участков в сумме определяет общую длину жгута после операции отрезки.
Использование ультразвуковой сварки исключает брак при непрерывном изготовлении ленточных жгутов при постоянной длине свариваемого участка, зависящей от постоянного размера инструмента и жестко ограниченных допуском ±0,5 мм несвариваемых промежутков, при этом формирование жгута осуществляется отрезкой его посередине несвариваемого участка, а следовательно, исключаются отходы материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ПЛОСКИХ ЖГУТОВ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 1989 |
|
RU2043669C1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ОДНОЖИЛЬНЫХ И МНОГОЖИЛЬНЫХ ПРОВОДОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ | 2015 |
|
RU2631438C2 |
| Устройство для изготовления плоских кабелей | 1982 |
|
SU1049986A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| Способ изготовления многожильного ленточного кабеля | 1979 |
|
SU886060A1 |
| СПОСОБ ПОДГОНКИ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ В НОМИНАЛ | 1990 |
|
RU1773204C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1996 |
|
RU2105380C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
Изобретение относится к электротехнике, в частности к технологии изготовления плоских жгутов проводов. Цель изобретения - исключение брака и непроизводительного расхода материалов и мерной резки. Привода с отдающих катушек перемещаются по направляющему ролику через фильеру, узел предварительного формования плоского жгута, механизм сварки, состоящий из опорного столика и ультразвукового концентрата, а также через механизм перемещения ленточного жгута, узел формирования жгутов по длине с мерной резкой по склизу для подачи жгутов на следующую технологическую операцию или в сборник. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ЛЕНТОЧНЫХ ЖГУТОВ из проводов с термопластичной изоляцией, при котором производят непрерывную укладку проводов на опорной плоскости, их сварку, перемещение на заданную длину и резку, отличающийся тем, что, с целью исключения брака и непроизводительного расхода материалов путем ограничения допусков и мерной резки, сварку осуществляют ультразвуком, причем результирующая ультразвуковых колебаний направлена под углом к поверхности проводов, а резку производят непосредственно после сварки.
| Способ изготовления многожильного ленточного кабеля | 1979 |
|
SU886060A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
