Изобретение относится к способам обработки металлов резанием и может быть использовано для сверления сквозных отверстий в материалах одинаковой толщины, например в листах.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что элементы гарантированного трения вводят во взаимодействие с поверхностью образуемого отверстия в начале переходного процесса выхода сверла.
Снабжение тела сверла элементами гарантированного трения о поверхность образуемого отверстия, которые вводят в соприкосновение с поверхностью отверстия в начале переходного процесса выхода сверла, создает дополнительное сопротивление сверлу в направлении его оси, предотвращает резкое увеличение момента на конце сверла
при выходе его из детали. Этим достигается целостность сверла и качество поверхности отверстия при невысоких затратах на осуществление процесса.
Снабжение тела сверла элементами {трения, поле допуска которых выполнено внутри ноль допуска просверливаемого отверстия, позволяет получить гарантированное трение между поверхностью вставок и поверхностью просверливаемого отверстия, что позволяет снизить трудоемкость процесса сверления. Снабжение передних кромок элементов трения фасками позволяет производить ее подточку вместе с заточкой режущих кромок сверла и этим сохранять неизменным расстояние между вершиной сверла и передней кромкой элементов трения, что позволяет всегда вводить элементы в соприкосновение с поверхностью при подходе сверла к зоне,
00 СА) КЭ
О
о со
начиная с которой происходит выпучивание металла.
Пример осуществления способа.
Для осуществления способа используют сверло, которое снабжают механизмом дополнительного выдвижения направляющих элементов на расстояние, обеспечивающее гарантированное и достаточное по получаемому усилию трение о поверхность отверстия. Причем механизм дополнительного выдвижения направляющих элементов вводят в действие -в начале переходного процесса выхода сверла, который определяется опытным путем или теоретически до начала сверления.
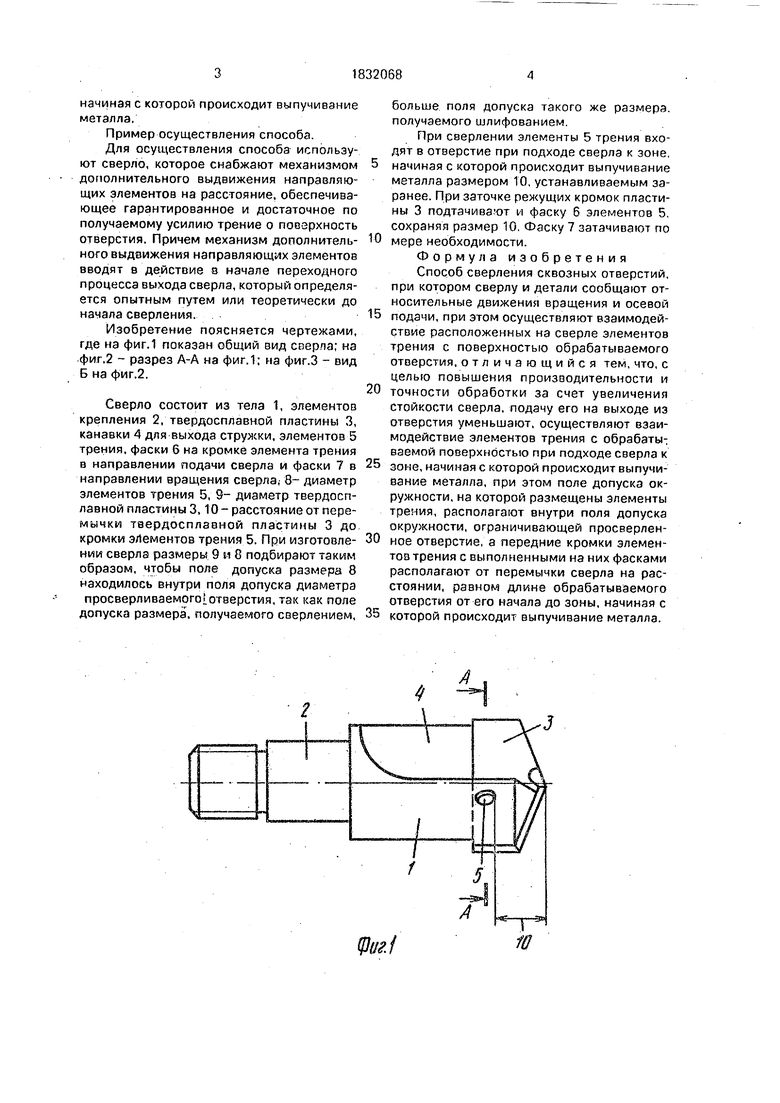
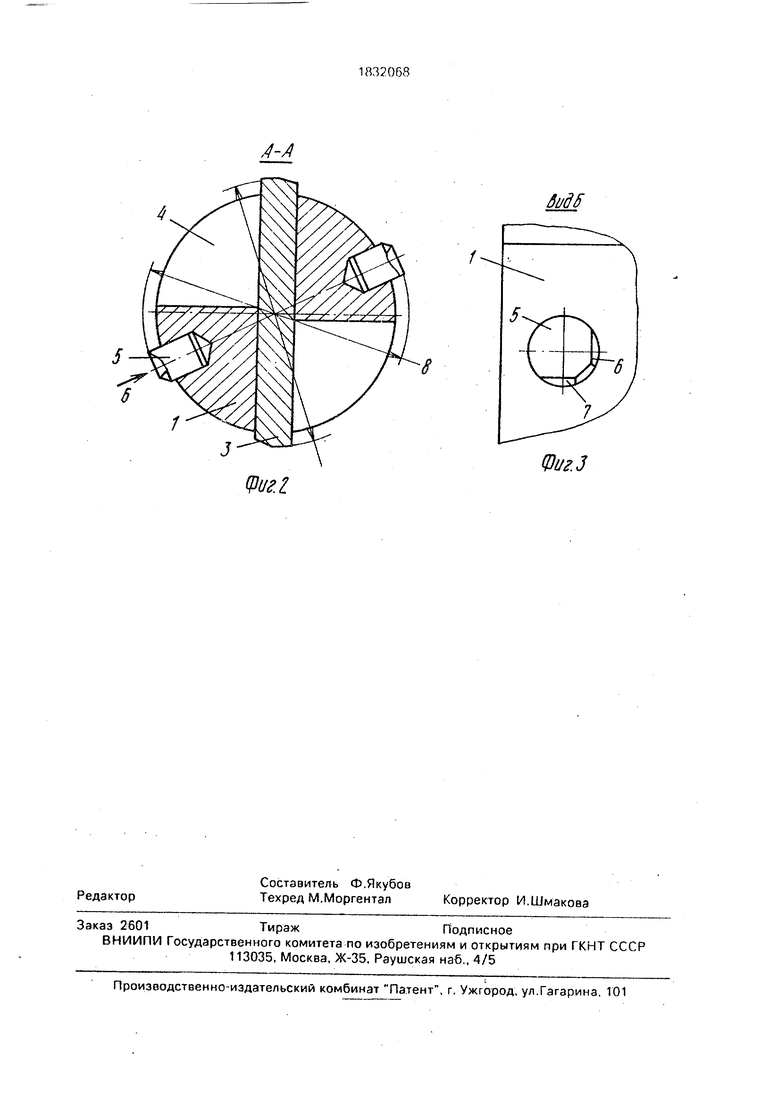
Изобретение поясняется чертежами, где на фиг.1 показан общий вид сперла; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2.
Сверло состоит из тела 1, элементов крепления 2, твердосплавной пластины 3, канавки 4 для выхода стружки, элементов 5 трения, фаски 6 на кромке элемента трения в направлении подачи сверла и фаски 7 в направлении вращения сверла, 8- диаметр элементов трения 5, 9- диаметр твердосплавной пластины 3,10- расстояние от пере- мычки твердосплавной пластины 3 до кромки элементов трения 5. При изготовлении сверла размеры 9 и 8 подбирают таким образом, чтобы поле допуска размера 8 находилось внутри поля допуска диаметра просверливаемого.отверстия, так как поле допуска размера, получаемого сверлением,
больше поля допуска такого же размера, получаемого шлифованием.
При сверлении элементы 5 трения входят в отверстие при подходе сверла к зоне, начиная с которой происходит выпучивание металла размером ТО, устанавливаемым заранее. При заточке режущих кромок пластины 3 подтачивают и фаску 6 элементов 5. сохраняя размер 10. Фаску 7 затачивают по мере необходимости.
Формула изобретения Способ сверления сквозных отверстий, при котором сверлу и детали сообщают относительные движения вращения и осевой подачи, при этом осуществляют взаимодействие расположенных на сверле элементов трения с поверхностью обрабатываемого отверстия, отличающийся тем, что, с целью повышения производительности и точности обработки за счет увеличения стойкости сверла, подачу его на выходе из отверстия уменьшают, осуществляют взаимодействие элементов трения с обрабатываемой поверхностью при подходе сверла к 5 зоне, начиная с которой происходит выпучивание металла, при этом поле допуска окружности, на которой размещены элементы трения, располагают внутри поля допуска окружности, ограничивающей просверленное отверстие, а передние кромки элементов трения с выполненными на них фасками располагают от перемычки сверла на расстоянии, равном длине обрабатываемого отверстия от его начала до зоны, начиная с которой происходит выпучивание металла.
0
5
0
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ СВЕРЛЕНИЯ | 2008 |
|
RU2443514C2 |
| СБОРНОЕ СВЕРЛО | 2014 |
|
RU2574621C1 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| СТАНОК РЕЛЬСОСВЕРЛИЛЬНЫЙ ПЕРЕНОСНЫЙ | 1999 |
|
RU2171328C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И ПЛАСТИНА С ВЫПУСКОМ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2023 |
|
RU2809150C1 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И МОДУЛЬНАЯ СИСТЕМА И ДЕРЖАТЕЛЬ | 2009 |
|
RU2463131C1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |
| СПИРАЛЬНОЕ СВЕРЛО | 2006 |
|
RU2414996C2 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
Использование: в области обработки металлов резанием. Сущность изобретения: способ заключается в том, что при проходе сверла к зоне, начиная с которой происходит выпучивание металла, во взаимодействие с поверхностью обработанного отверстия вводят элементы трения. Поле допуска окружности, на которой размещены элементы трения, располагают внутри поля допуска окружности, ограничивающей просверленное отверстие, полученное при взаимодействии с деталью твердосплавной пластины сверла. 3 ил.
J
Фиг. I
Лидб
Фиг.З
| Сверло | 1986 |
|
SU1313586A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
